Изобретение относится к обработке металлов давлением, а именно к способам изготовления гайки крепления колес преимущественно легковых автомобилей.
Известен способ изготовления накидной гайки, при котором отрезают заготовку, проводят закрытую осадку с формированием наружной фаски и конического углубления с одного торца, затем осуществляют формообразование шестигранника, усеченного конуса и наметки полости в верхней части заготовки со стороны шестигранника, далее производят обратное выдавливание полости со стороны шестигранника и осуществляют наметку полости со стороны усеченного конуса, на следующей позиции выдавливают цилиндрическую полость, а затем пробивают отверстие (Ковка и штамповка. Справочник под ред. Г.А.Навроцкого, т. 3. - М., 1987, с.254, рис.41).
Известный способ имеет следующие недостатки:
- низкое качество заполнения граней и большие нагрузки на инструмент в связи с формовкой многогранника методом осадки из круглой исходной заготовки диаметром, равным 0,95 размера под ключ гайки;
- способ не решает вопроса изготовления колесных гаек с фланцем;
- низкая стойкость инструмента при штамповке гаек из высокопрочных сталей.
Наиболее близким техническим решением является способ изготовления колесной гайки, включающий отрезку заготовки, осадку заготовки с формированием конических поверхностей с двух торцев, предварительную осадку шестигранника с образованием углублений на торцах заготовки, поворот заготовки на 180o и окончательное формирование шестигранника, выдавливание углубления под нарезку резьбы на глубину, равную 1/2 высоты заготовки, и формирование рабочей поверхности - сферы, пробивку отверстия (Ковка и штамповка. Справочник под ред. Г.А.Навроцкого, т.3. - М., 1987, с.186,188, рис.53-а).
Данный способ имеет следующие недостатки:
- низкое качество заполнения граней и большие нагрузки на инструмент в связи с формированием многогранника методом осадки из круглой заготовки диаметром 0,71 размера под ключ гайки;
- низкая стойкость инструмента при штамповке гаек из высокопрочных сталей;
- не исключена возможность появления биения рабочей поверхности - сферы относительно отверстия;
- способ не решает вопроса изготовления колесных гаек с фланцем.
Изобретение решает задачу улучшения качества получаемых деталей и повышения стойкости инструмента при изготовлении деталей из высокопрочных сталей, а также решает вопрос изготовления колесных гаек с фланцем.
Поставленная задача решена тем, что в способе изготовления колесной гайки, включающем отрезку заготовки, осадку, выдавливание предварительного отверстия под нарезку резьбы, предварительное и окончательное формирование наружной рабочей поверхности, предварительное и окончательное формирование многогранника и пробивку отверстия, заготовку отрезают диаметром, равным 1,08÷1,12 размера гайки под ключ, а одновременно с осадкой заготовки на ее торцах оформляют предварительные углубления для получения фасок и расположенный с одного торца наружный радиус формируют коническую наружную рабочую поверхность, выдавливание предварительного отверстия под нарезку резьбы осуществляют на глубину, равную 0,8÷0,9 высоты готовой гайки от торца до конической наружной рабочей поверхности, на одной позиции с предварительным формированием упомянутой конической наружной рабочей поверхности, меньший диаметр предварительно сформированной конической наружной рабочей поверхности составляет 0,95÷0,98 от меньшего диаметра готовой гайки, а предварительное формирование многогранника производят путем редуцирования с сохранением выдавленного ранее предварительного отверстия и с получением фланца, после чего производят окончательное формирование многогранника, наружной и внутренней фасок на его торце, окончательное оформление конической наружной рабочей поверхности, получение на торце со стороны упомянутой конической рабочей поверхности углубления под пробивку отверстия и одновременное оформление фаски на переходе многогранника к фланцу, а пробивку отверстия осуществляют с базированием по конической наружной рабочей поверхности.
Благодаря совокупности отличительных признаков получают гайки высокого качества. Вследствие того что многогранник формируют редуцированием из заготовки большего диаметра, происходит полное заполнение граней как при изготовлении гаек из обычных углеродистых сталей, так и при изготовлении гаек из высокопрочных сталей. У гаек отсутствует биение рабочей поверхности - конуса относительно отверстия, так как базой при пробивке отверстия служит конус. Равномерное распределение усилий деформации по позициям гарантирует высокую стойкость инструмента.
На чертеже представлен способ изготовления колесной гайки по технологическим позициям.
Способ осуществляют следующим образом.
От бунта отрезают мерную заготовку диаметром D=1,08÷1,12S, где S - размер под ключ гайки. Затем на первой позиции производят осадку заготовки с выравниванием торцев и формированием предварительных углублений на торцах для получения фасок, при этом один из торцев оформляют радиусом R. На следующую позицию заготовку переносят с поворотом на 180o и осуществляют с имеющего радиус торца выдавливание предварительного отверстия под нарезку резьбы на глубину h= 0,8÷0,9 H, где Н - высота многогранника и фланца до наружной рабочей поверхности - посадочного конуса готовой гайки, а с другого торца предварительно формуют наружную рабочую поверхность - конус с меньшим диаметром d1=0,95÷0,98 D1, где D1 - меньший диаметр конуса готовой гайки. На третью позицию заготовку переносят с поворотом на 180o, редуцируют наружный многогранник с поддерживанием ранее выдавленного отверстия под нарезку резьбы и формируют фланец. На четвертую позицию заготовку переносят параллельно, окончательно формируют многогранник, наружную и внутреннюю фаски с торца многогранника, при этом выдавленную на второй позиции цилиндрическую полость используют в качестве облегчающей камеры за счет неполного закрытия ее формообразующим инструментом, а с другого торца окончательно оформляют конус и получают углубление под пробивку отверстия. Одновременно с этим при переходе многогранника к фланцу оформляют фаску под углом 45o. На последней позиции пробивают отверстие, базируясь на коническую поверхность.
Использование предложенного способа позволяет обеспечить высокую стойкость инструмента, качественное заполнение многогранника с фланцем и исключить возможность биения рабочей поверхности - конуса относительно отверстия под нарезку резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК САМОКОНТРЯЩИХСЯ ГАЕК С НЕЙЛОНОВЫМ КОЛЬЦОМ И ФЛАНЦЕМ | 2003 |
|
RU2254199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2194593C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА НАКОНЕЧНИКА ТОРМОЗНОГО ШЛАНГА | 2010 |
|
RU2428273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЙКИ С ВЫСТУПОМ | 2002 |
|
RU2233726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 2000 |
|
RU2191088C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гаек крепления колес преимущественно легковых автомобилей. Отрезают мерную заготовку диаметром, равным 1,08÷1,12 размера готовой гайки под ключ, производят ее осадку с одновременным оформлением предварительных углублений на торцах для получения фасок и наружного радиуса с одного торца. Далее выдавливают предварительное отверстие под нарезку резьбы на глубину, равную 0,8÷0,9 высоты готовой гайки от торца до конической наружной рабочей поверхности, на одной позиции с предварительным формированием упомянутой конической поверхности. Меньший диаметр предварительно сформированной конической поверхности составляет 0,95÷0,98 от меньшего диаметра готовой гайки. Предварительно формируют многогранник путем редуцирования с сохранением выдавленного ранее предварительного отверстия и с получением фланца. После этого окончательно формируют многогранник, наружную и внутреннюю фаски на его торце, окончательно оформляют коническую наружную рабочую поверхность и получают со стороны этого торца углубление под пробивку отверстия. Одновременно оформляют фаску на переходе многогранника к фланцу. Пробивку отверстия производят с базированием по конусу. В результате обеспечивается повышение качества полученных деталей и повышение стойкости инструмента. 1 ил.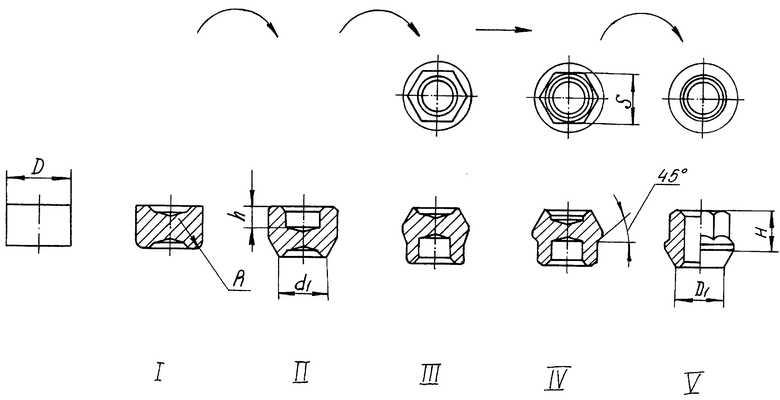
Способ изготовления колесной гайки, включающий отрезку заготовки, осадку, выдавливание предварительного отверстия под нарезку резьбы, предварительное и окончательное формирование наружной рабочей поверхности, предварительное и окончательное формирование многогранника и пробивку отверстия, отличающийся тем, что заготовку отрезают диаметром, равным 1,08÷1,12 размера гайки под ключ, а одновременно с осадкой заготовки на ее торцах оформляют предварительные углубления для получения фасок и расположенный с одного торца наружный радиус, формируют коническую наружную рабочую поверхность, выдавливание предварительного отверстия под нарезку резьбы осуществляют на глубину, равную 0,8÷0,9 высоты готовой гайки от торца до конической наружной рабочей поверхности, на одной позиции с предварительным формированием упомянутой конической наружной рабочей поверхности, при этом меньший диаметр предварительно сформированной конической наружной рабочей поверхности составляет 0,95÷0,98 от меньшего диаметра готовой гайки, предварительное формирование многогранника производят путем редуцирования с сохранением выдавленного ранее предварительного отверстия и с получением фланца, после чего производят окончательное формирование многогранника, наружной и внутренней фасок на его торце, окончательное оформление конической наружной рабочей поверхности, получение на торце со стороны упомянутой конической рабочей поверхности углубления под пробивку отверстия и одновременное оформление фаски на переходе многогранника к фланцу, а пробивку отверстия осуществляют с базированием по конической наружной рабочей поверхности.
| Ковка и штамповка: Справочник/Под ред | |||
| Навроцкого Г.А | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| Устройство для фиксирования электрофотографических порошковых изображений | 1984 |
|
SU1223199A1 |
| Респираторное устройство для искусственного дыхания новорожденных и недоношенных младенцев | 1982 |
|
SU1212315A3 |

