Изобретение относится к обработ ке металлов давлением и может быть использовано при изготовлении деталей типа многогранных гаек. Известен способ изготовления гаек, заключающийся в отрезке заго товки, калибровке торцов с осадкой заготовки и образованием фаски с ОДНОЙ стороны, затем с другой формообразовании 11естигранника, пр бивке отверстия Cl J. Известен способ изготовления мн гогранных гаек холодной штамповкой заключающийся в отрезке круглой за готовки, калибровке торцов с осадк заготовки и образованием фаски, формообразовании шестигранника с одновременным выдавливанием отверс тия и поворотом заготовки на 180 после каждого штамповочного перехо да 2. Однако этот способ позволяет получать детали невысокого качества из-за наличия поверхностных дефектов (трещин . Целью изобретения является повы шение качества изготовления гаек. Поставленная цель достигается тем, что согласно способу изготовления многогранных гаек холодной штамповкой, заключающемуся в отрез ке круглой заготовки калибровке торцов с осадкой заготовки к образованием фаски, формообразовании шестигранника с одновременным выдавливанием отверстия и поворотом заготовки на 180 после каждого штамповочного перехода, заготовку отрезаю с соотношением размеров 0,9 - 1,2, где 1i - высота заготовки , d - диаметр заготовки, осадку заготовки осуществляют последовательно, уменьшая высоту гайки после каждого Перехода на величину ЛЬ/ (Р,-Г5-0,. где J - порядковый номер перехода. При этом меньший диаметр усеченного конуса фаски на каждом переходе определяют из выражения dj:(0,,1jj5, где S - размер под ключ. На фиг. 1 представлена заготовка, на фиг. 2 - деталь, после 1-го перехода; на фиг. 3 - то же, после 11-го перехода ; на фиг. 4 - то же, после Ш-го перехода | на фиг. 5 то же, после 1У-го перехода ; на фиг. 6 - тоже, после v-ro перехода. Сущность способа состоит в том, что от круглого прутка отрезают заготовку с соотношением высоты заготовки (h|. к диаметру заготовки (cJ равные . 0,9 - 1,2. На 1-ом переходе осуществляют калибровку торцов с однсшременной осадкой, формообразованием фаски с одной стороны заготовки и началом выдавлёния отверстия. На II-ом переходе осуществляют предварительное формообразование . многогранника, формообразование фаски с двух сторон, дальнейшее выдавливание огаерстия. На Ш-ем переходе осуществляют основное формообразование многогранника, формирование фаски и дальнейее выдавливание отверстия. На 1У-ОМ переходе осуществляют окончательное формирование многогранника, фаску и дальнейшее выдавливание отверстия. На V-OM переходе осуществляют кончательное выдавливание отверстия од резьбу и калибровку topuoB гайки. После каждого перехода деталь оворачивают на 180°. По предлагаемсму способу изготавивалась гайка с раэмерс« под ключ S 17 и высотой t 8 мм, В таблице приведены размеры гайки по переходамJ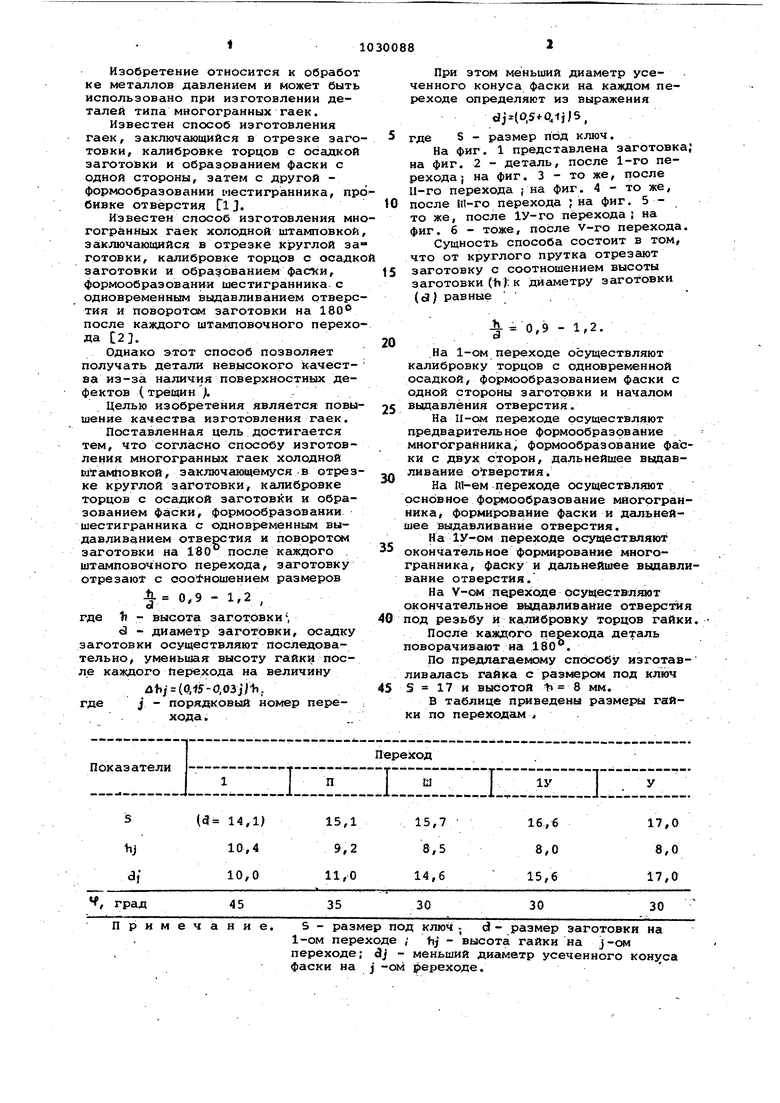

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2194593C2 |
| Способ изготовления прорезных гаек | 1988 |
|
SU1637931A1 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОrt AHHbiX ГАЕК холод1Юй штамповкой, зак шчающийся в отрезке круглой за-. готовки, калибровке торцов с осадкой заготовки и образованием фаски, формообразовании шестигранника с одновременньом вьздавливайием отверстий и поворотом заготовки на 180° после каждого штамповочного Перехода, отличающийся тем, чтЬ, с целью повышения качества, заготовку отрезают с соотношением размеров . - 0,9 - 1,2 ) где li - высота заготовки J «Л - диаметр заготовки, осадку заготовки осуществляют последовательно, уменьшая.высоту гайки после каждого перехода на величину - ,150,033)h ,. ш где j- порядковый номер перехода. При этсм меньший диаметр усечент ного конуса фаски на каждом переходе определяют из выражения dj 
, град
35
45 Примечание.
30
30
30 S- размер под ключ d- размер заготовки на 1-ом переходе ; tij - высота гайки на J-OM переходе; 3j - меньший диаметр усеченного конуса фаски на j -ом ререходе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Навроадсий Г.А | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Мсшшностроение, , с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Наврсщкий Г.А | |||
| Куэнечно-штамповочные автоматы | |||
| М., Машиностроение, 1965, с, 134-135, табл | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
