Изобретение относится к обработке металлов давлением и может быть использовано при получении биметаллических материалов холодным плакированием.
Цель изобретения - экономия металла за счет того, что совместную прокатку ведут с переменной степенью обжатия по длине ленты, вначале с обжатием 60-90% до создания натяжения, а далее - с обжатием 50-80%.
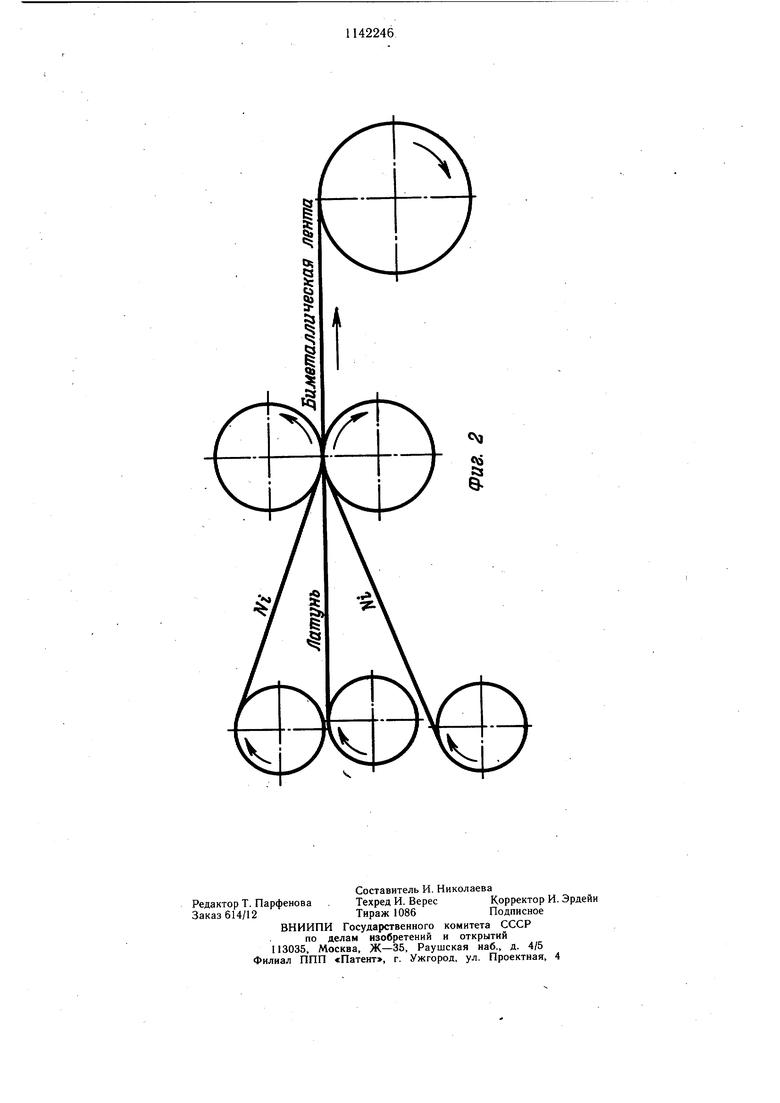
На фиг. 1 и 2 показана схема холодной прокатки биметаллической ленты.
После зачистки контактных поверхностей - никелевых с одной, а латунной с обеих сторон - полосы от разматывателей подают к рабочим валка.м стана холодной прокатки со степенью деформации 60-90%. Когда захват произошел на заправочной скорости прокатывают передний конец (фиг. 1) и полосу длиной, равной расстоянию от рабочих валков до оси моталки плюс полтора - два витка, наматываемых на барабан моталки. Далее передний конец закрепляется так называемым захлестывателем полосы (фиг. 2). Затем проводят переход на рабочую скорость, одновременно обеспечивая натяжение между рабочими валками и барабаном моталки за счет рассогласовывания их окружных скоростей. Зазор между валками при этом создается таким, чтобы снизить обжатие до 50-80%. Таким образом проводится прокатка до полного использования запаса исходных материалов, а затем рулон готовой биметаллической, ленты снимают с барабана моталки и подвергают термообработке и последующей холодной прокатке на заданный размер.
Повышенная степень деформации приводит к разогреву очага деформации, а натяжение позволяет исключить коробление
ленты, что позволяет получить надежное сварное соединение при степени деформации 50-80%.
Пример. Способ получения биметаллической ленты рулонным холодным плакированием осуществляли путем зачистки исходных лент металлическими щетками, плакирования прокаткой на стане Кварто 110 с переменной степенью деформации свариваемых лент - вначале с обжатием 60-90% а далее - с обжатием 50-80%, термообработки и прокатки для получения необходимой нагартовки.
Исходными материалами для получения
биметаллической ленты никель - латунь
j служили: никелевая лента размером
0,1x60 мм марки НП-2; лента латунная
марки Л 63 размером 2,0x60 мм.
Никелевые ленты зачищали с одной, а латунную ленту с двух сторон.
Деформация схватцвания, найденная 0 экспериментально, составила 68%.
Опробыванйе на прочность сцепления плакированных лент проводили путем раздирания на разрывной машине на образцах, вырезанных из середины ленты, размером 5 35x150 мм.
В таблице представлены режимы плакирования и результаты опробывания биметаллических лент никель-латунь-никель.
После плакирования ленты отжигали в 0 среде водорода при 600°С в течение 60 мин и затем прокатывали со степенью деформации 10%. В сравнении с базовым объектом по предлагаемому способу возможно получать биметаллические ленты никель-латунь-никель в толщине 0,9 мм с относитель ной деформацией плакирования 59% из сум; марной исходной толщины лент 2,2 и при хорошем качестве сварки.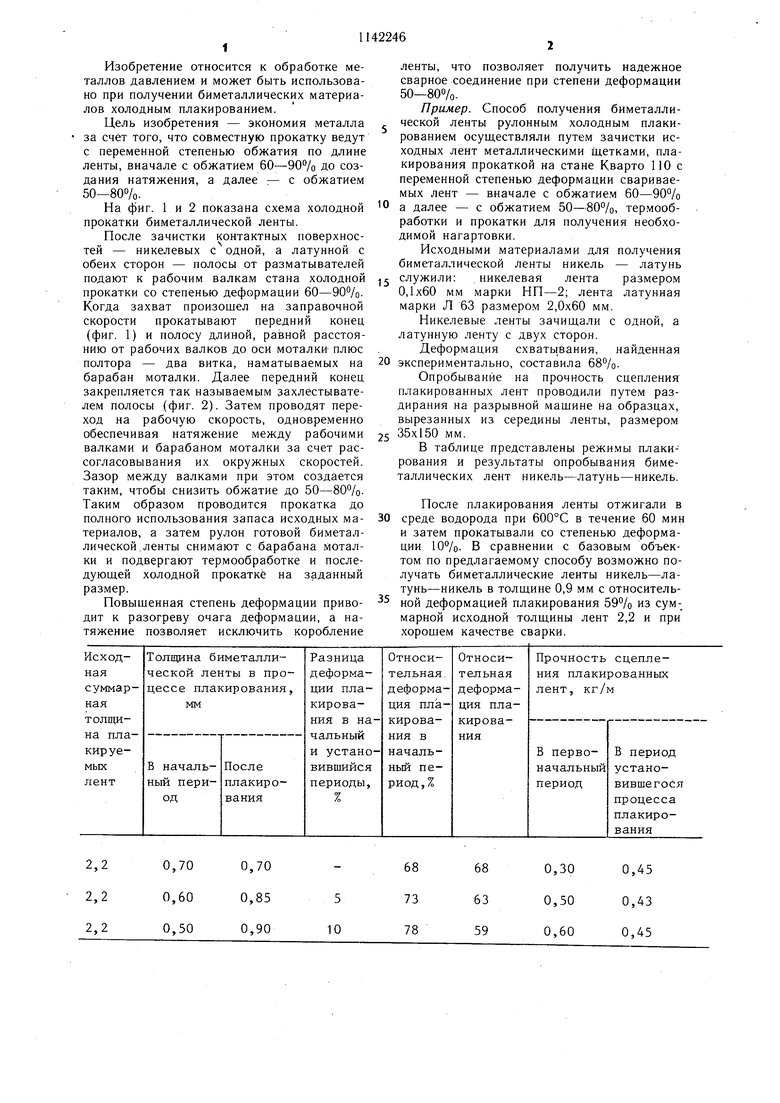
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ производства ленты для химических источников тока | 1990 |
|
SU1738555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| БИМЕТАЛЛИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2152858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛА ДЛЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2003 |
|
RU2244612C2 |
| Способ изготовления биметаллических лент | 1984 |
|
SU1191232A1 |
| Способ получения биметаллических лент для электротехнических устройств | 1989 |
|
SU1703335A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕЛАТУННОЙ МНОГОСЛОЙНОЙ КОМПОЗИЦИИ | 2006 |
|
RU2347655C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2119853C1 |
СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ, преимущественно латунь - никель холодным рулонным плакированием, включающий подготовку поверхностей соединяемых лент, совместную прокатку, термообработку, прокатку на окончательный размер, отличающийся тем, что, с целью экономии металла, совместную прокатку ведут с переменной степенью обжатия по длине ленты вначале с обжатием до создания натяжения, а далее - с обжатием 50-80%.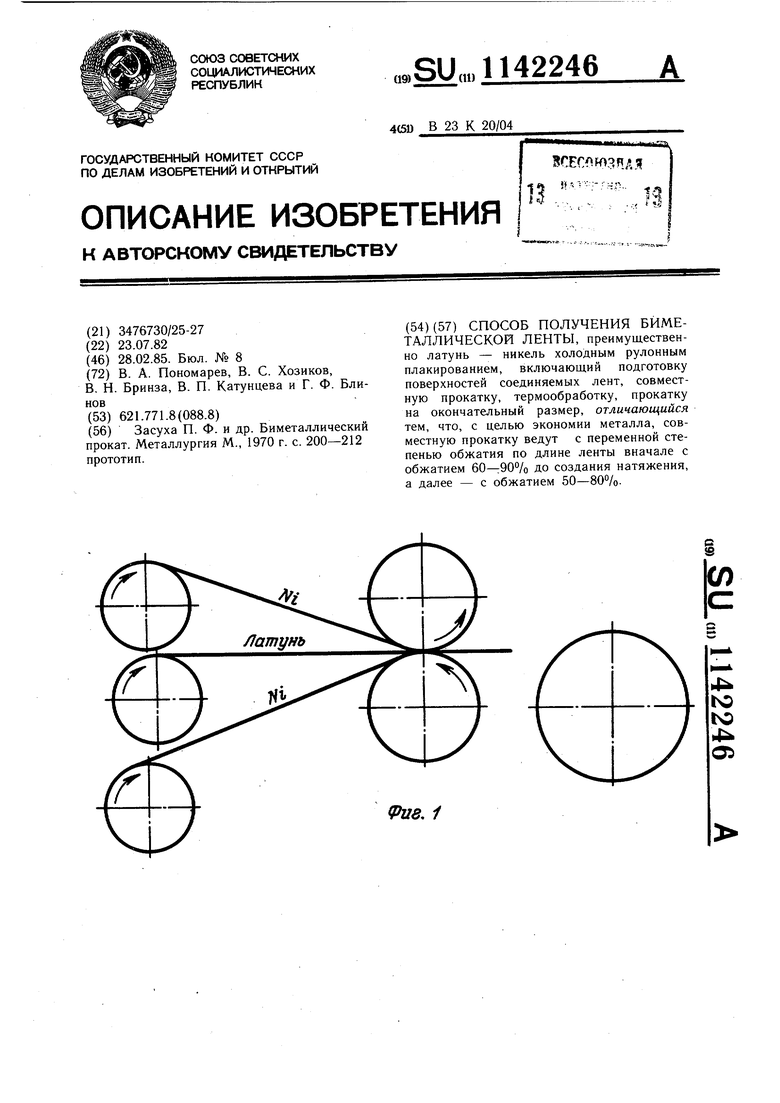
0,70
0,70 0,60 0,85
5 10 0,90 0,50
68 63 59
0,30
0,45 0,50 0,43 0,60 0,45
i
1
Nl
| Засуха П | |||
| Ф | |||
| и др | |||
| Биметаллический прокат | |||
| Металлургия М., 1970 г | |||
| с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
