Изобретение относится к термообр ботке, в частности для нагрева и охлащ ения металлов, и .может быть использовано для термообработки про волоки, ленты и т.п. изделий в метизном и кабельном производствах. Известна установка для термообра ботки проволоки, содержащая теплообменник в виде паза с расширенной верхней частью ll . Недостатком известной установки является невозможность равномерного нагрева проволоки из-за неравномерности нагрева самого теплообменника. Наиболее близкой к предлагаемой по технической сущности является ус тановка для термообработки протяжны изделий., содержащая трубчатый тепло обменник, нагреватель и теплоизоля;Цшо 2 . Недостатками этой установки явля ются низкая производительность из-з большого времени нагрева проволоки вследствие малой интенсивности теплообмена между внутренней поверхностью теплообменных трубок и термо обрабатываемой проволокой; низкая интенсивность теплообмена вызьшает необходимость увеличения длины теплообменкых трубок, что приводит к увеличению длины установки и увеличивает как тепловые потери, так и материалоемкость конструкции большая длина установки вызывает значительные неудобства в процессе заправки в каждую теплообменную трубку, подлежащей термообработке прово локи. Цель изобретения - повьшение про изводительности Указанная цель достигается тем, что в установке для термообработки протяжных изделий, содержащей трубчатьп теплообменник, нагреватель и теплоизоляцию, теплообменник выполнен с продольными пазами, имеющими плоскопараллельные стенки и расширенную верхнюю часть, а нагреватель размещен внутри теплообменника. На фиг.1 представлена установка, продольный разрез на фиг.2 - сечение А-А на фнг.1 (паз , в котором происходит нагрев и. охлаждение проволоки) . Установка содержит кожух 1 с футеровкой 2, внутри которой установлен теплообменник 3, вьшолненньй в виде трубы с пазами 4, внутри теплообменника установлен нагреватель 5, имеется слой теплоизоляции 6. В открытой стороне паза 4 выполнена зона 7 увеличенной ширины для прохождения заправочного устройства. Установка работает следующим образом. Со стороны участка 8 охлаждения через зону 7 увеличенной ширины пропускают заправочное устройство, к которому прикрепляют конец проволоки 9 от размоточного устройства 10. Проволоку протягивают заправочным устройством через расширенную зону 7 установки и закрепляют на намоточном устройстве.11. При натяжении проволока 9 попадает в паз 4. При включении вращения намоточного устройства 11 проволока 9 проходит через зону 12 нагрева, где она нагревается до заданной температуры, попадает в зону 8 охлаждения с охладителем 13 и выходит из печи на намоточное устройство 11. Вьшолнение рабочего пространства в виде пазов существенно увеличивает скорость нагрева или охлажде- ния проходящей в нем проволоки за счет высокой теплопроводности тонких газовых прослоек между стенками паза и термообрабатьгоаемой проволокой. Использование теплообменника в форме трубы с рабочим пространством в виде пазов по. ее образующим с плоскопараллельными стенками Позволяет повысить равномерность нагрева или охлаждения в пазах за счет симметричности их расположения относительно нагревателя или охладителя и одинаковости теплового сопротивления стенки трубы в любых осевых сечениях ее. Применение такого теплообменника позволяет увеличить коэффициент заполнения нагретого пространства в поперечном сечении печи по сравнению с известными ращениями, что приво- дит к сокращению тепловых потерь. через теплоизоляцию в радиальном направлении, отнесенных к количеству одновременно обрабатьгоаемых ручьев проволоки. Уменьшение тепловых потерь способствует и размещение нагревателя в предлагаемом устройстве внутри теплообменника, так как при этом уменьшается диаметр печи и ее. наружная поверхность.
. Для упрощения заправки подлежащей термообработке проволоки в поперечном сечении каждого паза, с от крытой его стороны, выполнена зона увеличенной ширины для прохождения заправочного устройства, например штанги с устройством для закрепления проволоки.
11425194
Использование в устройстве плоскопараллельных пазов стабилизирует термическое сопротивление изделия вдоль продольной оси паза, что с обеспечивает высокую отабильность нагрева и, как следствие, приводит к повышению производительности.

| название | год | авторы | номер документа |
|---|---|---|---|
| Нагревательное устройство | 1980 |
|
SU899680A1 |
| Способ ингибирования коррозии в тепловой трубе | 1990 |
|
SU1814022A1 |
| Вакуумная электропечь | 1980 |
|
SU1008593A1 |
| Электропечь периодического действия для термообработки деталей | 1989 |
|
SU1710970A1 |
| Термическая печь | 1980 |
|
SU890056A1 |
| Электропечь газостата | 1989 |
|
SU1733878A1 |
| Установка электроконтактного нагрева проволоки | 1981 |
|
SU1082836A1 |
| Вакуумная электропечь | 1987 |
|
SU1603165A1 |
| Установка для испытания теплообменников | 1985 |
|
SU1297125A1 |
| Проходная электропечь сопротивления для термообработки | 1989 |
|
SU1740931A1 |
УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ, содержащая трубчатый теплообменник, нагреватель и теплоизоляцию, о т л и ч а ющ а я с я тем, что, с целью повышения производительности, теплообменник выполнен с продольными пазами, имеющими плоскопараллельные стенки и расширенную верхнюю часть, а нагреватель размещен внутри теплообменника. kn аг.1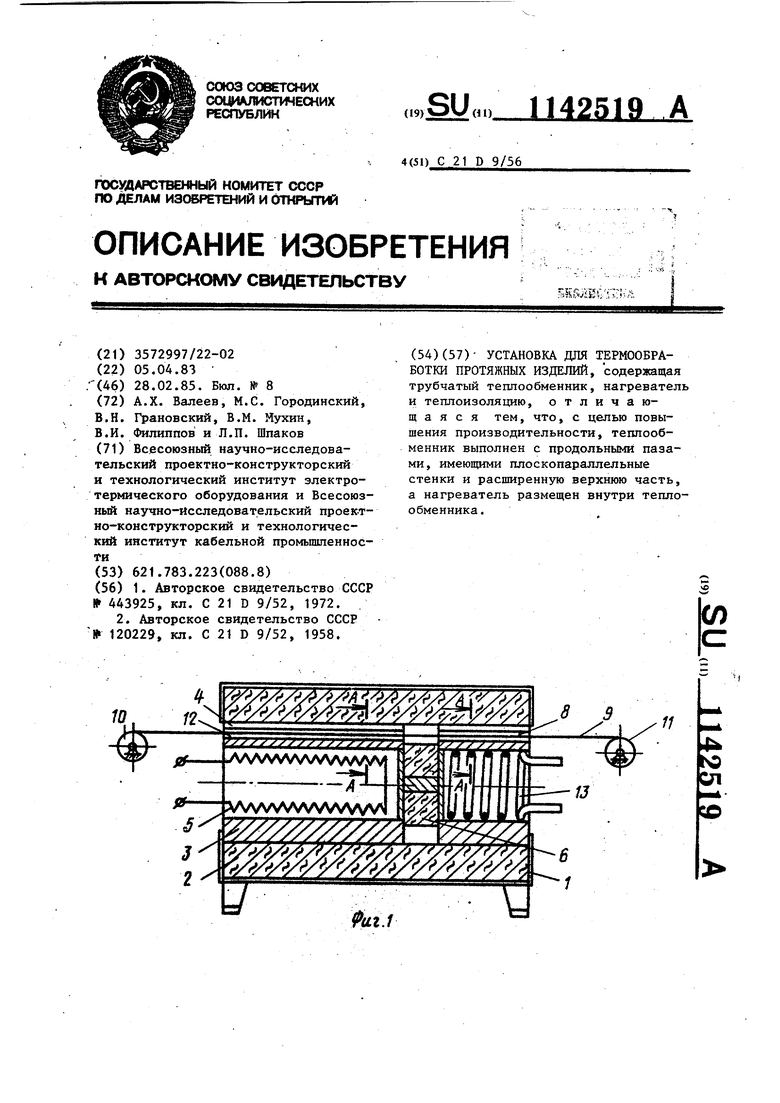
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проходная электрическая печь | 1972 |
|
SU443925A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Многокамерная электрическая печь | 1958 |
|
SU120229A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
