СО
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубчатая электропечь сопротивления | 1980 |
|
SU1006888A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ИХ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ | 2000 |
|
RU2164896C1 |
| Агрегат непрерывно-периодического действия для термообработки изделий | 1977 |
|
SU742688A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2007 |
|
RU2367871C1 |
| Шахтная электропечь | 1989 |
|
SU1767307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2335372C2 |
| Электропечь периодического действия для термообработки деталей | 1989 |
|
SU1710970A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2051323C1 |
Сущность изобретения: электропечь содержит теплоизолированный корпус, разделенный на зоны нагрева, выдержки и охлаждения, в котором теплоизоляция зон нагрева и охлаждения выполнена с неравномерным по длине зоны термическим сопротивлением, величина которого (по ходу изделия) в начале каждой зоны участка нагрева и в конце каждой зоны участка охлаждения на отрезке длиной 0,2-0,45 от длины соответствующей зоны в 1,2-2,4 раза меньше термического сопротивления теплоизоляции в средней части зоны, а в конце участка нагрева и начале участка охлаждения на отрезке длиной 0,2-0,45 от длины соответствующей зоны в 1,2-2,4 раза больше термического сопротивления теплоизоляции в средней части зоны, 1 ил.
Изобретение относится к электротермии и может быть использовано в проходных электропечах сопротивления со сложными зависимостями температуры изделий от времени (печи для отжига полико- ровых трубок, кристаллизации ситалла, отжига ферритов, микросборок и т.п.).
Известна толкательная электропечь для обжига ферритов, содержащая теплоизолированный корпус с окнами загрузки и выгрузки на противопложных торцах, разделенный на участки нагрева, выдержки и охлаждения, ограниченные теплоизоляцией. В указанной электропечи обеспечиваются сложные температурно-временные графики термообработки изделий, включающие участки нагрева, выдержки и охлаждения на различных уровнях температуры с различными скоростями обработки изделий. На каждом из участков зависимость
температуры от времени (длины печи) носит линейный характер. Для реализации данных графиков температурные участки разбивают на несколько отдельно регулируемых зон, что усложняет и удорожает конструкцию печи,
Наиболее близка к предлагаемой электропечь для обжига поликоровых трубок, в которой на участках нагрева и охлаждения предусмотрено по одной-две отдельно регулируемой зоны с постоянной по длине удельной мощностью нагревателей.
Основным недостатком данной электропечи является то, что температура изделий на участках нагрева и охлаждения изменяется по экспопенциальному закону. что не соответствует требованиям технологии и приводит к снижению качества изделий.
Цель изобретения - повышение качества термообработки путем обеспечения
vj
О
ю со
нейного закона распределения температуры по длине зон нагрева и охлаждения.
Поставленная цель достигается тем, что теплоизоляция зон нагрева и охлаждения выполнена с неравномерным по длине зоны термическим сопротивлением, причем длина крайних участков зон нагрева и охлаждения от окна загрузки и выгрузки соответственно равна 0,1-0,25 длины зоны, при этом термическое сопротивление крайних участков зон нагрева и охлаждения, расположенных дальше от зон выдержки, в 1,2-2,4 раза меньше термического сопротивления среднего участка зоны, а термическое сопротивление крайних участков зон нагрева и охлаждения, расположенных ближе к зонам выдержки, в 1,2-2,4 раза больше термического сопротивления среднего участка зоны.
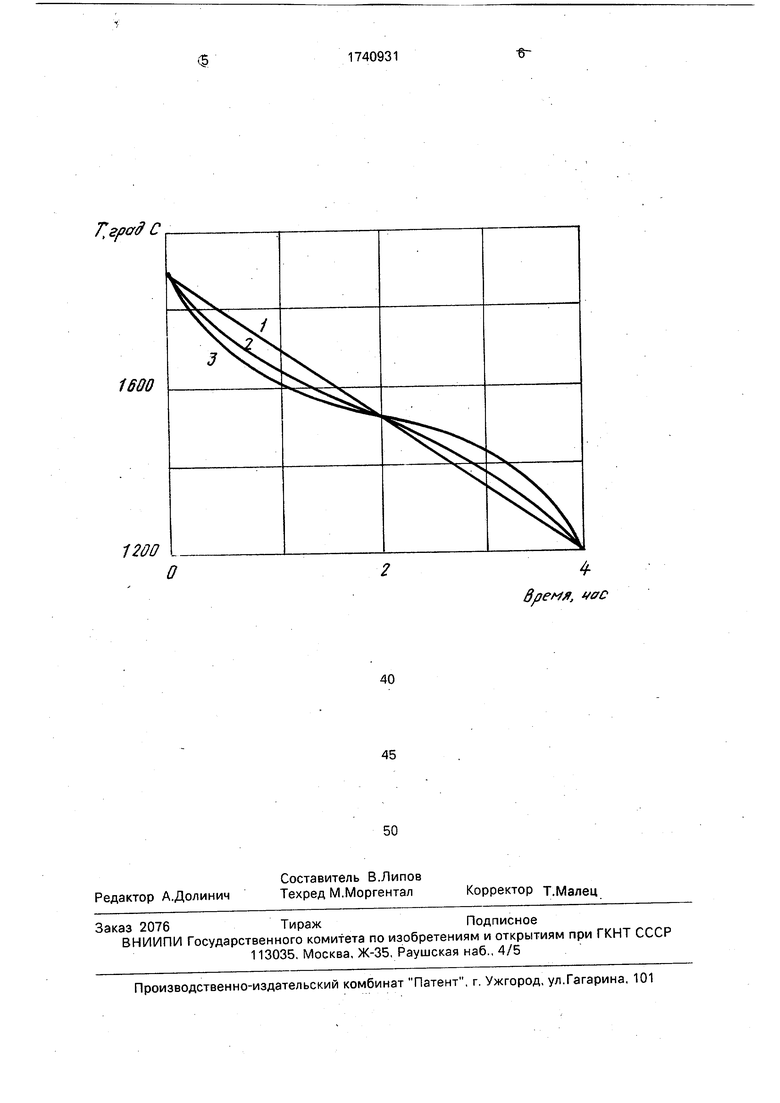
В графике приведена зависимость температуры от времени, где 1 -отдельно регулируемые зоны; 2, 3, 4 - участки нагрева, выдержки и охлаждения соответственно; 5 - теплоизоляция, размещаемая в корпусе и имеющая окна загрузки и выгрузки.
Электропечь работает следующим образом.
Изделие через окно загрузки попадает в печь и проходит через зоны нагрева, выдержки и охлаждения до окна выгрузки. При этом за счет уменьшения термического сопротивления теплоизоляции на крайних участках зон нагрева и охлаждения, расположенных дальше от зоны выдержки и его увеличения на крайних участках зон,расположенных ближе к зоне выдержки, распределение температуры на изделии становится не экспоненциальным, а близким к линейному. Пределы изменения дли- ны крайних участков и изменения термического сопротивления их теплоизоляции по отношению к термическому сопротивлению средних участков зон установлены экспериментальным и расчетным путем. Для каждого конкретного случая значение данных параметров устанавливается теми же методами в указанных пределах.
Например, при проектировании электропечи для обжига изделий радиоэлектронной промышленности с размерами поперечного сечения рабочего пространства 60 х 200 мм на участке нагрева необходимо было обеспечить подъем температуры на изделиях в трех зонах печи со скоростью 25 ±5 град/мин до 650°С. Теплоизоляция печи выполнялась из муллитокремнеземистого фетра МКРФ-100 толщиной 300 мм. При одинаковой по длине зоны толщины теплоизоляции температура в начале и конце зоны изменяется со скоростью около 30 град/мин, а в середине - со скоростью около 20 град/мин, т.е. имеется риск брака. В случае, если в начале зоны на длине 0,1 мм теплоизоляция имеет толщину 0,2 м, а в конце зоны на длине 0,1 м-толщину 0,4 м, скорость изменения температуры в начале и
конце зоны составляет 27 град/мин, а в середине-23 град/мин, . риск возникновения брака уменьшается.
Формула изобретения Проходная электропечь сопротивления
для термообработки, содержащая теплоизолированный корпус с окнами загрузки и выгрузки на противоположных торцах, разделенный на зоны нагрева, выдержки и охлаждения, отличающаяся тем, что, с
целью повышения качества термообработки путем обеспечения линейного закона распределения температуры по длине зон нагрева и охлаждения, теплоизоляция зон нагрева и охлаждения выполнена с неравномерным по длине зоны термическим сопротивлением, причем длина крайних участков зон нагрева и охлаждения от окна загрузки и выгрузки соответственно равна 0,1-0,25 длины зоны, при этом термическое
сопротивление крайних участков зон нагрева и охлаждения, расположенных дальше от зон выдержки в 1,2-2,4 раза меньше термического сопротивления среднего участка зоны, а термическое сопротивление крайних участков зон нагрева и охлаждения, расположенных ближе к зонам выдержки, в 1,2-2,4 раза больше термического сопротивления среднего участка зоны.
Г.г/зсгд С
k,
1600
1200
время, vffC
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
