Применяемые машины роликового тила для промасливания прокатываемого полосового и листового металла в непрерывных лнниях отде. имеют ряд существенных недостатков: неравномерность покрытия материала маслом, оставление сухих участков при тонком покрытии, невозможность нанесения покрытия на сортовой прокат, большой расход масла, фетра или фланели, идущих на изготовление промасливающих роликов.
Описываемая маш-ина для нромасливания листов и полос устраняег указанные недостатки и обеспечивает получение равномерного покрытия поверхности металла тонким слоем масла.
Это достигается благодаря тому, что в машине распыление масла производится форсунками бескомпрессорным способом, с помощью насоса, подающего масло к форсункам под высоким давлением. Это дает большую экономию в расходовании смазывающих материалов и полностью исключает расход дорогостоящего фетра или фланели.
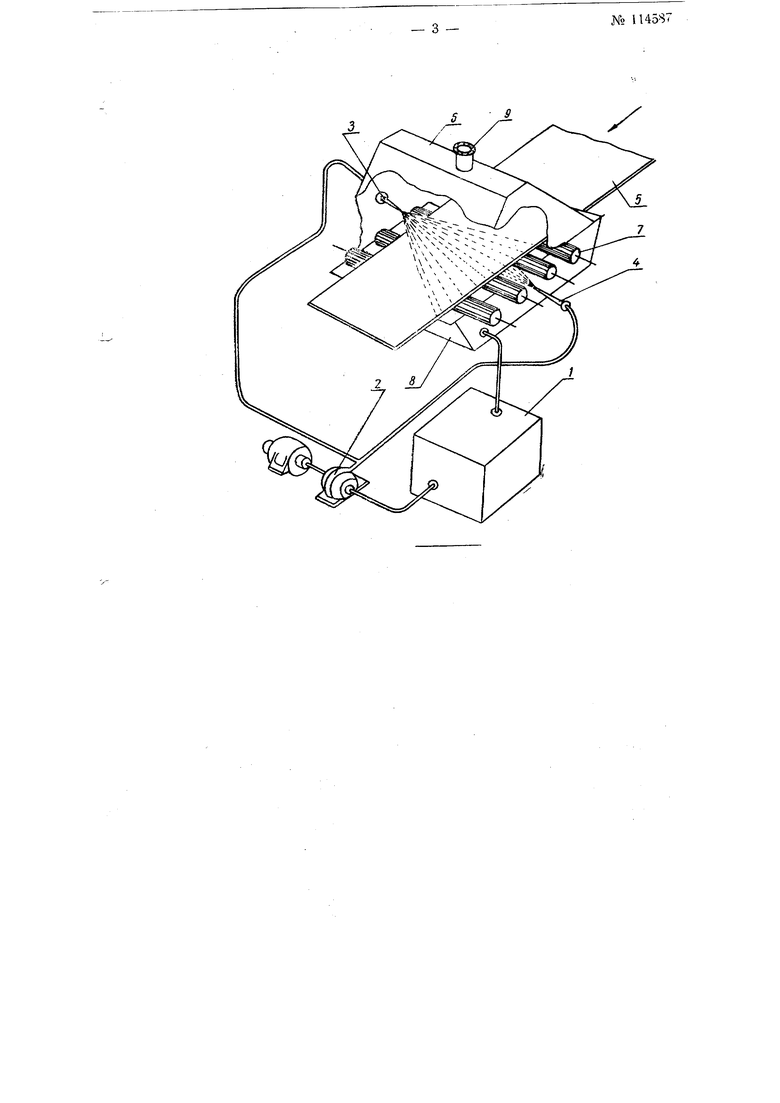
На чертеже показана принципиальная схема машины для нромасливания листов и полос.
Машина состоит из рольганга 7 с электроприводом для транспортирования листов внутри рабочей камеры с четырьмя гребенчатыми роликами Между двумя средними роликами помещается промасливающая камера, состоящая из верхней 6 и нижней 8 частей, которые встроены в кожух, так что стенками кожуха и камеры образуются полости для предотвращения проникновения в цех распыленной смазки. Распыляющие форсунки 3 VI 4 расположены в боковых стенках камеры сверху и снизу относительно плоскости движения полосы 5. Для сбора излишков масляного тумана в верхней части промасливающей камеры установлен патрубок 9.
114587
Распыление смазки производится только во время прохождения полосы через промасливающую камеру, что достигается автоматическим управлением.
Работа машины происходит следующим образом.
Полоса 5 для промасливания транспортируется по рольгангу 7 и проходит промасливающую камеру между верхней 6 и нижней 8 ее частями. Здесь полоса подвергается промасливанию распыленной смазкой, которая распыляется из форсунок 3 а 4. Причем оси факелов распыленной смалки направлены поперек движению полосы в двух горизонтальных плоскостях. Распыление смазки происходит бескомпрессорным способом с помощью лопастного насюса 2 под давлением 40-60 кг/см-. Таким образом обеспечивается промасливание обеих поверхностей полосы.
Регулировка толщины покрытия полосы смазкой производится форсунками путем изменения количества сброса смазки. Масло, не иснользованное на покрытие полосы, стекает по стенам камеры в сборник, откуда возвращается в резервуар /, питающий гидросистему.
Пред.мет изобретения
А1ашина для промасливания листов и полос из черного и цветного проката, состоящая из рольганга, в середине которого расположена камера с форсунками для распыливания масла, отличающаяся тем, что, с целью достижения равномерного покрытия поверхности металла тонким слоем масла, распыление масла производится форсунками бескомпрессорным способом с помощью насоса, подающего масло к форсункам под высоким давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМАСЛИВАЮЩАЯ МАШИНА | 2002 |
|
RU2233722C1 |
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 2002 |
|
RU2240900C2 |
| Гидравлические летучие ножницы для горячей резки слитков | 1957 |
|
SU118686A1 |
| Отжимной валок агрегата отделки листового проката | 1990 |
|
SU1755979A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Установка для промасливания металлической ленты | 1974 |
|
SU500845A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2006 |
|
RU2314885C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ СРЕДСТВОМ ДЛЯ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ И СТАЛЬНАЯ ЛЕНТА ИЛИ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2012 |
|
RU2606436C2 |
| ЭЛЕКТРОСТАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ЖИДКОСТЕЙ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2002 |
|
RU2254932C2 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТЯНЫХ ШЛАМОВ И ЛОВУШЕЧНЫХ НЕФТЕЙ | 1992 |
|
RU2041861C1 |