I .
Изобретение относится к обработке металлов резанием и может быть использовано при производстве червяков цилиндрических червячных передач
Известен способ обработки витков глобоидных червяков 1 .
Недостатком указанного способа является низкая производительность вследствие превращения всего металла впадины червяка в струлску.
Наиболее близким к изобретение по технической сущности является способ обработки цилиндрических червяков резцом с прямолинейными режущими кромками 2.
Однако известный способ, основанный на превращении металла впадины червяка в стружку, является недостаточно производительным и слишком энергоемким.
Цель изобретения - повышение производительности и снижение энергоемкости процесса обработки витков червяка.
Поставленная цель достигается тем, что согласно способу обработки витков цилиндрических червяков, при котором заготовке червяка сообщают вращение относительно своей оси, а инструменту, производящему нарез ние левого и правого профилей червяка, осевое и радиальное перемещение относительно оси заготовки обработку производят раздельно правой и левой сторон профиля витков червяка инструментами в виде прорезных резцов соответственно для правого и левого профилей, которые располагают так, что их режущие кромки перекрывают одна другую на поверхности впадины витков червяка, а после радиального перемещения на полную
461522
глубину оставшуюся часть металла вывинчивают из впадины червяка.
На чертеже изображена схема способа обработки витков цилиндрическо, го червяка.
Цилиндрическую заготовку червяка 1 располагают в центрах на оси 0-0 и нарезание витков производят двумя прорезными резцами 2 и Д соответственно для обработки правого профиля
Ш с прямолинейной режущей кромкой 3 и левого профиля витка червяка 1 с прямолинейной кромкой 5.
Резцы устанавливают во впадине 6 так, чтобы на ее поверхности режу15щие кромки перекрывали друг друга.
Способ осуществляют следующим образом.
Заготовке червяка 1 сообщают вращение вокруг оси 0-0 со скоростью ш20
Резцу 2 сообщают осевое по стрелке А и радиальное по стрелке В перемещения .
При этом резец 2 устанавливают под углом 90° + к оси заготовки
5 червяка 1, где t - угол профиля витка червяка. Резец 2 перемещают по образующей С-С.
После обработки правой стороны профиля резцом 2 выполняют аиалогич0но обработку левой стороны прочтя витка резцом 4.
Когда режущая кромка резца 4 коснется поверхности впадш 6, произойдет отделение оставшейся части
5 металла впадины червяка в виде спирали 7 благодаря перекрыт режущих кромок резцов 2 и 4. После этого . спираль 7 вывинчивается из впадины червяка.
0
Предложенный способ повысит производительность обработки и снизит энергоемкость прсщесса.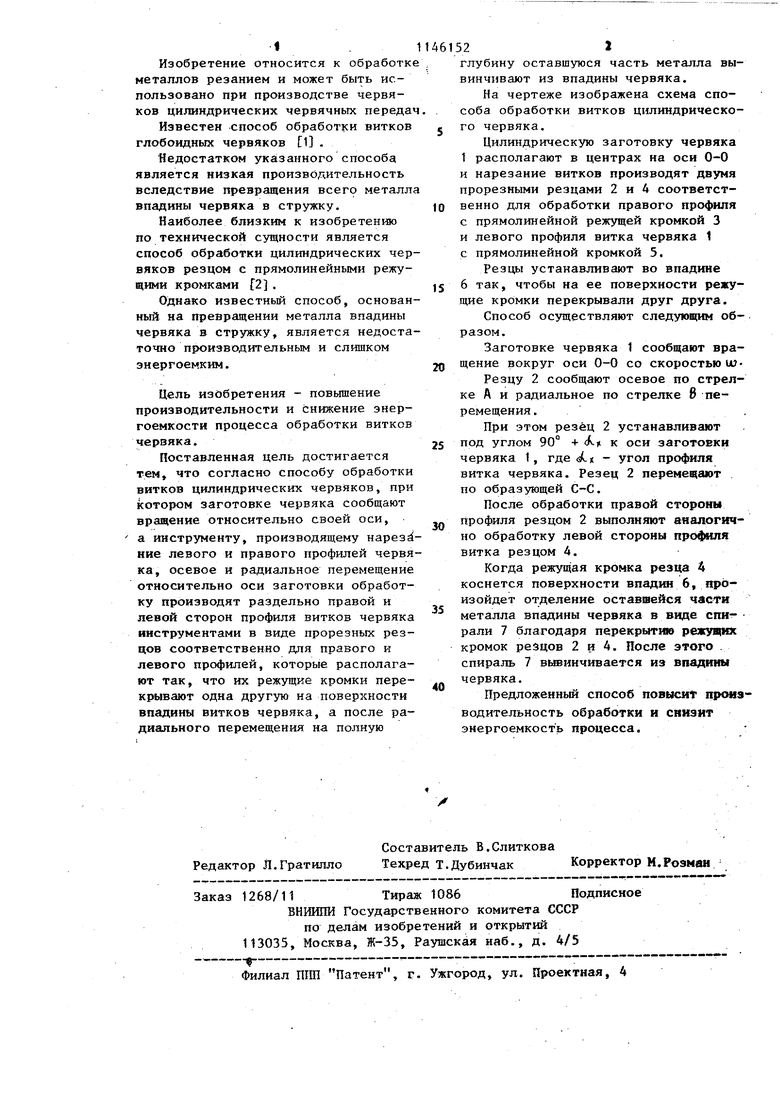
| название | год | авторы | номер документа |
|---|---|---|---|
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Способ многопроходного нарезания резьбы | 1977 |
|
SU642081A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Способ изготовления длинномерных изделий | 1983 |
|
SU1337273A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| Многорезцовая летучка | 1979 |
|
SU1036480A1 |
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
СПОСОБОБРАБОТКИ ВИТКОВ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ, при котором заготовке червяка сообщают вращение относительно своей оси, а инструменту, производящему нарезание левого и правого профилей червяка, осевое и радиал ное перемещения относительно оси заготовки, о т л и ч а ющ и и с я тем, что, с целью повьппения производительности и снижения энергоемкости. Обработку производят раздельно правой и левой сторон профиля витков червяка инструментами в виде прорезей резцов соответственно для правого и левого профилей, V которые располагают так, что их ре(2 жущие кромки перекрывают одна другую на поверхности впадины витков червяка, а после радиального перемещения на полную глубину оставшуюся часть металла вьшинчивают из впадины червяка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Декер Я.И., Сагин Л.И | |||
| Основы производства червячных глобоидных передач | |||
| М., Машгиз, 1960, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Под ред | |||
| Б.А.Тайца | |||
| Изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и доп., М., Машиностроение, 1975, с | |||
| Прибор для переработки спирта в газовую смесь для двигателей внутреннего сгорания | 1920 |
|
SU589A1 |
