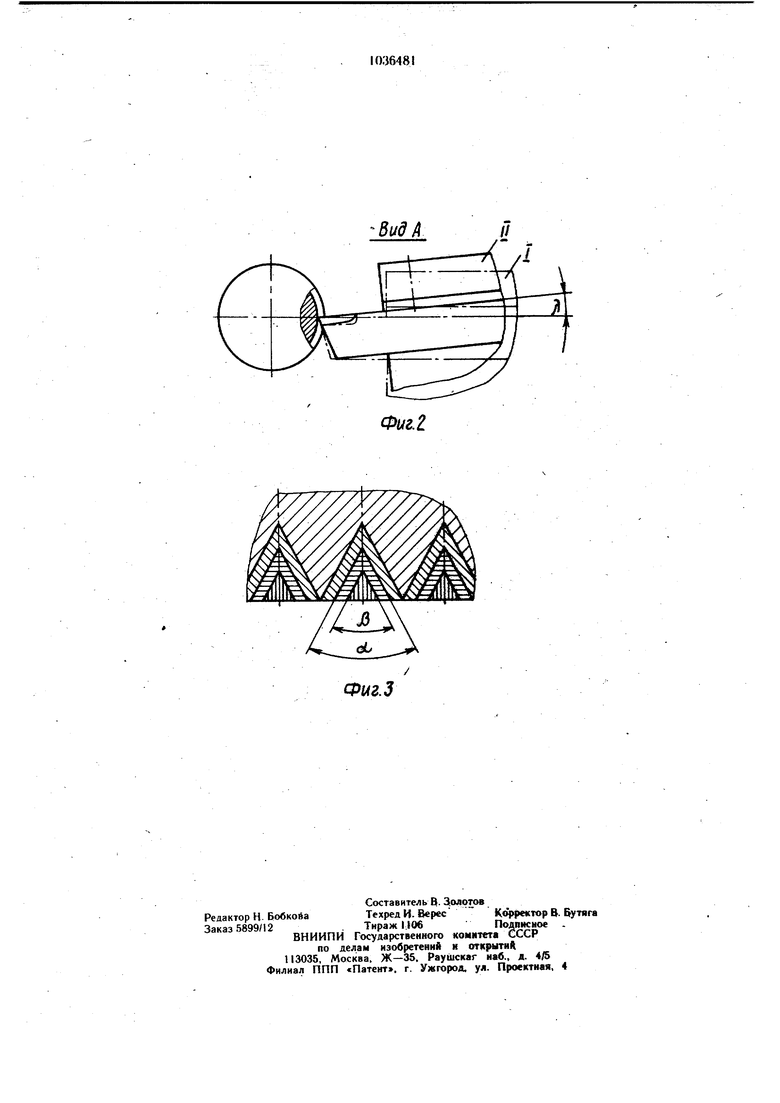
Изобретение относится к обработке металлов резанием, в частности к нарезанию резьбы резцами на токарных станках. Известны способы многопроходного нарезания резьбы резцом с углом .между режущими кромками (угол при вершине), меньшим угла профиля впадины резьбы, по которому после каждого прохода резцу сооб щают радиальное и осевое пepe eщeниe таким образом, чтобы семейство последовательных положений вершин резца образоБывало образующую впадины резьбы (I. Недостатками способа являются повышенная сложность и трудоемкость процес-, са, связанная с наличием точных перемещений, взаимосвязанных с параметрами: резца. Известны и наиболее широко применяются способы нарезания резьбы резцами -с углами между режущими кромками, соответствующими угла.м профиля впадины резьбы, заключающиеся в том, что перед каждым следующим рабочим ходом резцу сообщают радиальное перемещение. Это достаточно простая схема обработки (2|. К недостаткам способа следует отнести недостаточно высокую точность угла профиля получаемой резьбы из-за наличия разбивания. Величина его непостоянна и зависит от конкретных условий обработки (обрабатываемого материала, режимов резания и т. д.) ввиду чего учесть ее при первоначальном изготовлении инструмента не представляется возможным. Это делает необходимым изменение первоначального угла профиля резца (его перещлифовку) .в процессе обработки, что повыщает трудоемкость и не обеспечивает требуемой точности профиля резьбы. Наиболее близким к изобретению является способ многопроходного нарезания резьбы резцом, в котором по результатам предварительного рабочего хода корректируют угол профиля резьбы путем разворота резца. При этом разворот осуществляют вокруг оси, проходящей через верщину резца перпендикулярно оси вращения заготовки. Способ в целом обеспечивает требуемую точность профиля резьбы 3. К недостаткам способа следует отнести необходимость выполнения на резцах увеличенных задних углов, которые должны превыщать возможные углы разворота. Это в некоторых случаях приводит к ослаблению резцов, снижению их стойкости, а еледовательно и ухудшению качества (шероховатости) резьбы. Помимо этого при разворотах резца вокруг оси, перпендикулярной оси вращения заготовки, значения передних и задних углов на его режущих кромках, обрабатывающих разные боковые стоРОНЫ одной и той же впадины резьбы, существенно различаются, что приводит . к разным условиям обработки боковых сторон впадины и ухудшению качества резьбы в целом. Целью изобретения является повышение качества получаемой резьбы и повышение стойкости резца. Поставленная цель достигается тем, что согласно способу многопроходного нарезания резьбы, в котором по результатам предварительного рабочего хода корректируют угол профиля резьбы путем разворота резца, разворот осуществляют в плоскости, перпендикулярцой к оси вращения заготовки, на угол/ , выбираемый равным Д arccos гдеу - угол профиля впадины резьбы после предварительного рабочего хода; - заданный угол профиля резьбы. На фиг. 1 показана схема обработки резьбы; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема снятия припусков при нарезании резьбы. Сущность способа заключается в следующем. Обрабатываемую заготовку 1 .закрепляют в патроне станка, например, токарновинторезного, а резьбовой резец 2 - в его поворотном резцедержателе. Заготовке 1 сообщают вращение, а резцу 2 - поступательное перемещение с подачей S, равной шагу резьбы в указанных стрелками направлениях:Первый рабочий ход производят в по: ложении I (изображено щтрихпунктирной линией, фиг. 2) .резца, когда его основная плоскость горизонтальна. После первого рабочего хода, при котором резьбу прорезают на часть ее глубины, замеряют угол профиля впадины р. Полученное значение подставляют в приведенную выше зависимость и определяют значение угла корректировки Л . Затем разворачивают резец 2 . в поворотном резцедержателе на указанный уголЛ в положение II и осуществляют дальнейшую обработку. При развороте на уголЛ угол профиля впадины получаемой резьбы увеличивается, поэтому резец изготавливают с менее точным и смещенным полем на угол при вершине, например, для метрической резьбы 59°30,.,в Предложенный способ .опробован при нарезании резьбы М7бХ1,5-6g на кольцах из стали 45 на токарно-винторезном станке 16К20. При этом достигаемая точность угла профиля составила ±4, а шероховатость боковых поверхностей впадин 2,5 мкм. Предложенный способ позволяет повысить стойкость резьбовых резцов, улучшить качество изрезаемой .
Sud A
Фиг.2.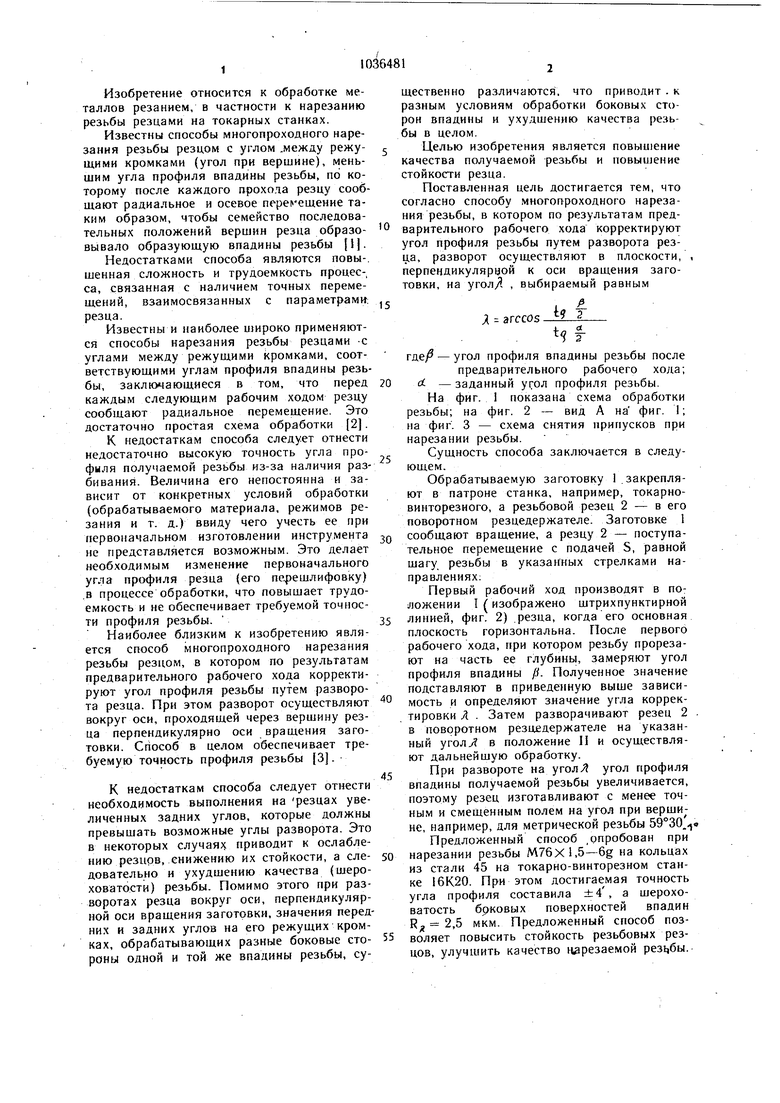
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| Способ многопроходного нарезания резьбы | 1980 |
|
SU982846A1 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| Способ многопроходного нарезания резьбы | 1977 |
|
SU642081A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Способ многопроходного нарезания резьбы резцами | 1980 |
|
SU994169A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2392096C2 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ, в кото. ром по результатам предварительного рабочего хода корректируют угол профиля резьбы путем разворота резая, отличающийся тем, что, с целью повышения качества |)еЗьбы и повышения стойкости резца, разворот осуществляют в плоскости, перпендикулярной к оси вращения тзаготовки, на угол-Л, выбираемый,равным ч I Aoarccos d Т угол профиля впадины резьбы после предварительного рабочего хода; «t - заданный угол профиля резьбы. со Ф) 4ib 00 ФмгЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ многопроходного нарезания резьбы | 1977 |
|
SU642081A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Комнатная печь | 1925 |
|
SU977A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для выпечки формового хлеба в механических печах с выдвижным подом без смазки форм жировым веществом | 1921 |
|
SU307A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
