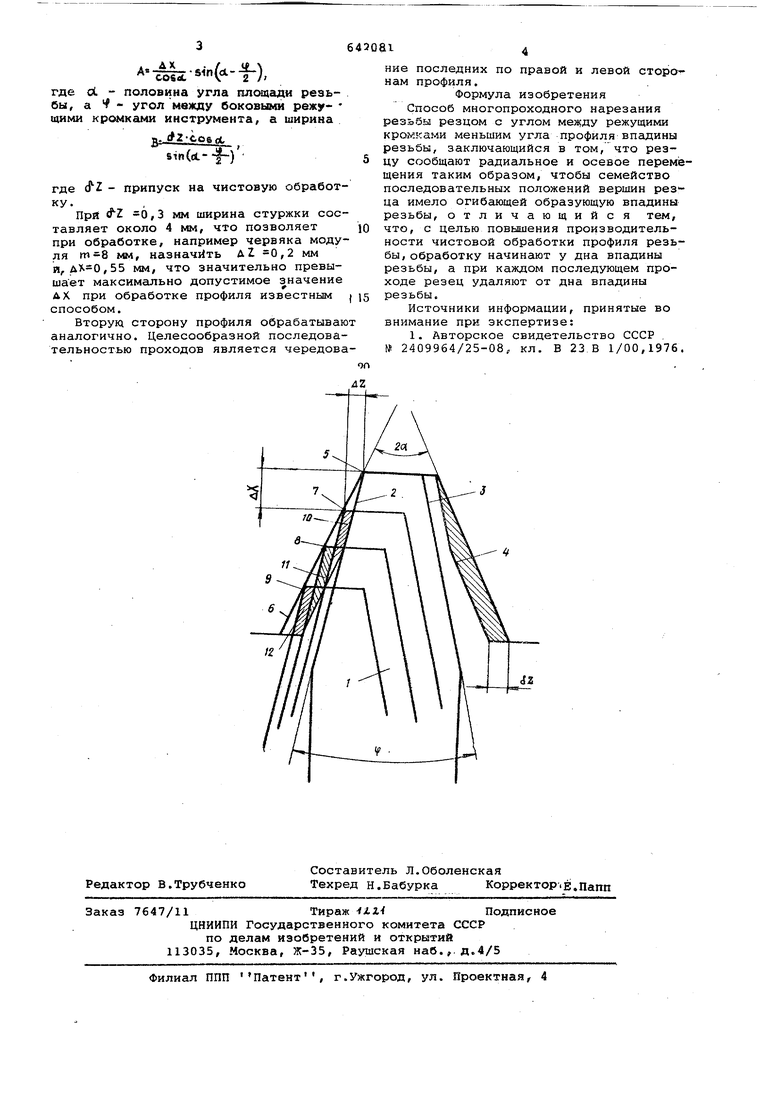
Изобретение относится к металлообработке, а именно к способам многопроходного нарезания резьбы на токарных станках. Известны способы многопроходного нарезания резьбы резцом с углом между боковыми режущими кромками меньшим угла профиля впадины резьбы, при этом резцу сообщают радиальное и осе вое перемещения таким образом, чтобы семейство последовательных положений вершин резца имело огибающей образующую впадины резьбы l . Однако при выполнении чистовой обработки профиля производительность ограничена допустимой толщины стружки, при.этом сечение стружки при мало величине припуска получается невыгодным, поскольку ее толщина практически равна ширине.. Цель изобретения - повьшение произ водительности чистовой обработки профиля резьбы. Для этого по предлагаемому способу обработку начинают у дна впадины резьбы, а при каждом последующем проходе резец перемещают в радиальном направлении от дна впадины резьбы к е вершине, На чертеже показан профиль впадины резьбы и положение режущего инструмента в различных проходах. Для резьбонарезания используют режущий инструмент 1 с двумя режущими кромками 2 и 3, ;. гол Ч между которыми меньше полного угла 2 сХ. профиля впадины резьбы. Для модульных резьб 2 d- 40° , tf 27 « 30° . При чернрвой обработке впадины резьбы получают образующую 4 с профилем, представленным на чертеже. Чистовую обработку профиля резьбы начинают, когда вершина 5 режущего инструмента находится у дна впадины и лежит на образующей 6 профиля окончательно обработанной впадины. В последующих проходах вершина режущего инструмента последовательно занимает положения 7, 8, 9, , что приводит к удалению участков припуска соответственно 10, 11 и 12 (заштрихованы). ДПя нарезания резьб с прямолинейной образующей соотношение радиального ДХ и осевого д1 перемещений выбирают постоянным. Толщина стружки определяется величинойCOficC -(--2); где оС - половина угла площади резьбы, а f - угол между боковыми режу- щими кромками инструмента, а ширина Rs. sinCtff-) где 2. - припуск на чистовую обработку. При rZ 0,3 мм ширина стуржки сос 4 мм, что позволяет тавляет около при обработке, например червяка моду ля мм, назначить д1 0,2 мм и, ,55 мм, что значительно превышает максимально допустимое значение ДХ при обработке профиля известным способом. Вторук сторону профиля обрабатываю аналогично. Целесообразной последовательностью проходов является чередова i ние последних no правой и левой сторонам профиля, Формула изобретения Способ многопроходного нарезания резьбы резцом с углом между режущими кромками меньшим угла профиля впадины резьбы, заключающийся в том, что резцу сообщают радиальное и осевое перемещения таким образом, чтобы семейство последовательных положений вершин резца имело огибающей образующую впадины резьбы, отличающийся тем, что, с целью повышения производительности чистовой обработки профиля резьбы, обработку начинают у дна впадины резьбы, а при каждом последующем проходе резец удаляют от дна впадины резьбы. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР , № 2409964/25-08, кл. В 23 В 1/00,1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2012 |
|
RU2518022C2 |
| Способ многопроходного нарезанияРЕзьбы | 1978 |
|
SU808223A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2009 |
|
RU2403131C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФА В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2001 |
|
RU2299813C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
