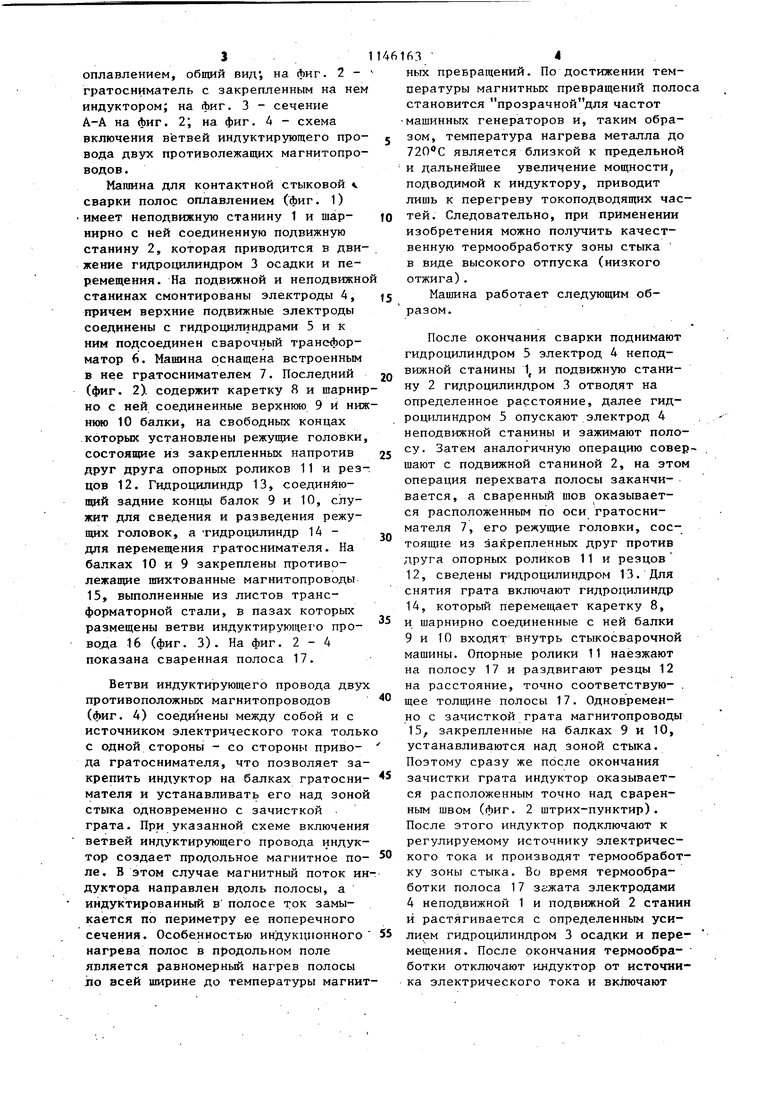
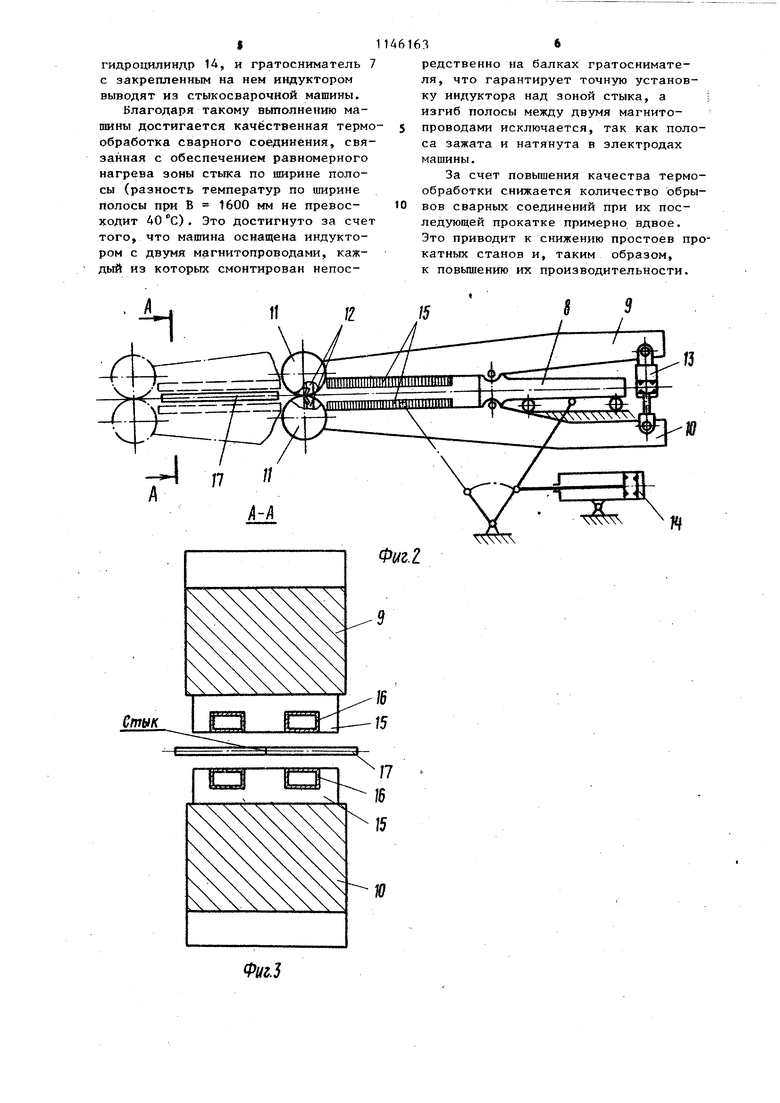
I Изобретение относится к области сварки и может быть использовано при контактной стыковой сварке полос оплавлением, преимущественно высокоуглеродистых и легированных сталей. Высокопроизводительная контактная стыковая сварка оплавлением осуществляется с высокими скоростями нагрева и охлаждения металла стыка, его большими обжатиями и значительными скоростями деформагщи. В резуль тате этого микротвердость металла зон стыка при сварке высокоуглеродистых сталей настолько высока, что холодная прокатка соединений, а иногда даже их транспортировка через агрегат травления становятся невозможными. Зона стыка полос из углеродистой и некоторых легированнь х, сталей требует после сварки проведения термической обработки, которая для сохранения производительности непрерыв но работающих агрегатов должна быть по возможности кратковременной и обес печивать для прокатки без обрывов пластичность металла зоны стыка, близкую к пластичности исходного металла. Известно устройство для стыковой сварки полос, в котором для термообработки зоны стыка используется ра положенный за стыкосварочной машиной прямоугольный проходной индуктор 11 . Недостатками этого устройства являются низкое качество термообработки зоны стыка, так как при нагреве происходит значительный поперечный изгиб полосы, приводяпшй к ее соприкосновению с индуктором, что вызывает местные пережоги полосы, а также приводит к выходу из строя индуктора, далее недостатком устройства является низкая производительность при термообработке и необходимость применения индукторов значительной мощности из-за того, что за время транспортировки от сты косварочной машины до расположенног за ней проходного индуктора и точно остановки стыка между ветвями индук тора металл зоны стыка охлаждается высокой скоростьюjH часть; аустенита превращается в мартенсит. Это приво дитк необходимости увеличения как мощности индуктора, необходимой для быстрого нагрева металла зоны стыка 3 2 до температуры термообработки, так и к увеличению времени термообработки на величину, достаточную для окончания процесса распада мартенсита и коагуляции карбидов. Известна машина для контактной стыковой сварки полос оплавлением, содержащая подвижную и неподвижную станины со смонтированньми на них электродами и гратосниматель в виде каретки с двумя параллельными относительно друг друга балками, на свободном конце каждой из которых закреплена режущая головка {2Т. В электродах известной машины после окончания сварки и зачистки грата можно проводить термообработку зоны стыка токами короткого замыкания, однако обеспечить качественную термообработку широких полос в виде высокого отпуска (низкого отжига) на данной машине невозможно, так как при контактном нагреве полос шириной более 600 мм затруднительно обеспечить равномерньш нагрев по ширине полосы токами короткого замыкания и наблюдается пережог краев полосы при недостаточном для термообработки нагреве ее центральной части, невозможна качественная термообработка нетравленой полосы, так как различные по толщине слои окалины непредсказуемо меняют величину активного сопротивления сварочного контура, что не позволяет обеспечить заданных программой токов нагрева и, таким образом, это приводит к различным температурным режимам термообработки, т.е. к недогреву или перегреву зоны стыка. Целью изобретения является повышение качества сварного соединения. Поставленная цель достигается тем, что машина для контактной стыковой сварки полос оплавлением, содержащая подвижную и неподвижную станины со смонтированными на них электродами и гратосниматель в виде каретки с двумя параллельными между собой балками, на свободном конце каждой из которых закреплена режущая головка, снабжена индуктором с двумя магнитопроводами, закрепленными на обращенных одна к другой сторонах параллельных балок гратоснимателя позади режущей головки. На фит. 1 изображена машина для контактной стыковой сварки полос 3 . оплавлением, общий вид; на фиг. 2 гратосниматель с закрепленным на не индуктором; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - схема включения ветвей индуктирующего про вода двух противолежащих магнитопро водов. Машина для контактной стыковой v сварки полос оплавлением (фиг. 1) имеет неподвижную станину 1 и шарнирно с ней соединенную подвижную станину 2, которая приводится в дви жение гидроцилиндром 3 осадки и перемещения. На подвижной и неподвижн станинах смонтированы электроды 4, причем верхние подвижные электроды соединены с гидроцилиндрами 5 и к ним подсоединен сварочный трансформатор 6. Машина оснащена встроенным в нее гратоснимателем 7. Последний (фиг. 2). содержит каретку 8 и шарни но с ней соединенные верхнюю 9 и ни нюю 10 балки, на свободных концах которых установлены режущие головки состоящие из закрепленных напротив друг друга опорных роликов 11 и рез цов 12. Гидроцилиндр 13, соединяющий задние концы балок 9 и 10, служит для сведения и разведения режущих головок, а тидроцилиндр 14 для перемещения гратоснимателя. На балках 10 и 9 закреплены противолежащие шихтованные магнитопроводы 15, выполненные из листов трансформаторной стали, в пазах которых размещены ветви индуктирующего провода 16 (фиг. 3). На фиг. 2-4 показана сваренная полоса 17. Ветви индуктирующего провода дву противоположных магнитопроводов (фиг. 4) соединены между собой и с источником электрического тока толь с одной стороны - со стороны привода гратоснимателя, что позволяет за крепить индуктор на балках гратосни мателя и устанавливать его над зоно стыка одновременно с зачисткой грата. При указанной схеме включени ветвей индуктирующего провода индук тор создает продольное магнитное по ле, В этом случае магнитный поток и дуктора направлен вдоль полосы, а индуктированный в полосе ток замыкается по периметру ее поперечного сечения. Особенностью индукционного нагрева полос в продольном поле является равномерный нагрев полосы ло всей ширине до температуры магни 63 4 ных превращений. По достижении температуры магнитных превращение полоса становится прозрачной для частот машинных генераторов и, таким образом, температура нагрева металла до является близкой к предельной и дальнейшее увеличение мощности подводимой к индуктору, приводит лишь к перегреву токоподводящих частей. Следовательно, при применении изобретения можно получить качественную термообработку зоны стыка в виде высокого отпуска (низкого отжига). Машина работает следующим образом. После окончания сварки поднимают гидроцилиндром 5 электрод 4 неподвижной станины 1, и подвижную станину 2 гидроцилиндром 3 отводят на определенное расстояние, далее гидроцилиндром 5 опускают электрод 4 неподвижной станины и зажимают полосу. Затем аналогичную операцию совер шают с подвижной станиной 2, на этом операция перехвата полосы заканчивается, а сваренный шов оказывается расположенным по оси гратоснимателя 7, его режущие головки, состоящие из закрепленных друг против друга опорньк роликов 11 и резцов 12, сведены гидроцилиндром 13. Для снятия грата включают гидроцилиндр 14,который перемещает каретку 8, и шарнирно соединенные с ней балки 9 и 10 входят внутрь стыкосварочной машины. Опорные ролики 11 наезжают на полосу 17 и раздвигают резцы 12 на расстояние, точно соответствую- . щее толщине полосы 17. Одновременно с зачисткой грата магнитопроводы 15,закрепленные на балках 9 и 10, устанавливаются над зоной стыка. Поэтому сразу же после окончания зачистки грата индуктор оказывается расположенным точно над сваренным швом (фиг. 2 штрих-пунктир). После этого индуктор подключают к регулируемому источнику электрического тока и производят термообработку зоны стыка. Во время термообработки полоса 17 зажата электродами 4 неподвижной 1 и подвижной 2 станин и растягивается с определенным усилием гидроцилиндром 3 осадки и перемещения. После окончания термообра- ботки отключают индуктор от источника электрического тока и включают I гидроцилиндр 1Д, и гратосниматель с закрепленным на нем индуктором выводят из стыкосварочной машины. Благодаря такому выполнению машины достигается качественная терм обработка сварного соединения, свя занная с обеспечением равномерного нагрева зоны стыка по ширине полосы (разность температур по ширине полосы при В 1600 мм не превосходит 40 с). Это достигнуто за сче того, что машина оснащена индуктором с двумя магнитопроводами, каждый из которых смонтирован непос36редственно на балках гратоснимателя, что гарантирует точную установку индуктора над зоной стыка, а ; изгиб полосы между двумя магнитопроводами исключается, так как полоса зажата и натянута в злектродах машины. За счет повышения качества термообработки снижается количество обрывов сварных соединений при их последующей прокатке примерно вдвое. Это приводит к снижению простоев прокатных станов и, таким образом, к повышению их производительности.
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| Способ контактной стыковой сварки оплавлением полос | 1983 |
|
SU1134331A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| СПОСОБ ЗАЧИСТКИ ЭЛЕКТРОДОВ СВАРОЧНОЙ МАШИНЫ ГРАТОСНИМАТЕЛЕМ | 2011 |
|
RU2471598C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
rtAUlHHA ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ, содержащая подвижную и неподвижную станины со смонтированными на них электродами и гратосниматель в виде каретки с двумя параллельными между собой балками, на свободном конце каждой из которых закреплена режущая головка, отличающаяс я тем, что, с целью повышения качества сварного соединения, машина снабжена индуктором с двумя магнитопроводами, закреплёнными на обращенных одна к другой сторонах параллельных балок гратоснимателя позади режушей головки. (Л J } 4 Од 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гельман А.С | |||
| Стыковая сварка ленты из инструментальных сталей | |||
| Справочное производство, 1956, N 1 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ClIA № 3484579, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
