Изобретение относится к сварке, а именно к оборудованию для контактной стыковой сварки, и может быть использовано для сварки полос в непрерывную ленту. В процессе электроконтактной сварки образуется усиление сварного шва, которое должно быть удалено гратоснимаюшим устройством.. Для повышения надежности, долговечности и производительности сварочной машины гратоснимающее устройство должно состоять из инимaльнoгo количества механизмов, быть защищенным от брызг расплавленного металла и максимально приближено к зоне сварки. Известна машина для сварки полос, включающая средство для срезания грата. Машина содержит станину, состоящую из подвижной и неподвижной частей, на которые закреплены сварочные головки с электродами, в пространство между которыми при съеме грата вводится вилкообразная каретка с резцами, охватывающая полосу сверху и сниЗУ 1 . Каретка перемешается от гидроцилиндра в направляющих, установленных вне зоны сварки.-Данная конструкция хорошо работает при узкой полосе. Выполнение и использование данной конструкции машины-для сварки и съема грата со сваренных полос шириной 1500-2000 мм связано с наличием значительной консоли каретки гратоснимателя, что приводит к возрастанию роли вибрационных нагрузок в процессе резания, вс;1едствие чего стойкость резцов значительно снижается. Кроме того, направляющие для перемещения каретки с резцами предполагают выполнение конструкции значительной массы и габаритов (2,-5 ширины полосы) . Известна также машина для контактной стыковой сварки полос, содержащая подвижную и неподвижную колонны, на каждой из которых смонтированы верхний и нижний корпуса механизмов зажима полосы, а также устройство для удаления грата, выполненное в виде расположенных одна над другой подвижных кареток с режущими инструментами 2 . Данная машина является наиболее близкой к описываемой по механической сущности и достигаемому результату. В известной конструкции машины контактной сварки полос гратосниматель представляет собой автономный
узел стыкосварочной машины, Тмею1ций индивидуальный привод зажатия полосы Так как в известной машине позиция для съема грата расположена на значительном расстоянии от зоны сварки, то температура сварного шва значит тельно понижается по сравнению с температурой, которую имел сварной шов в зоне сварки. Это требует больших усилий резания, более прочной и жесткой конструкции кареток и, кроме того, в значительной мере снижает стойкость режущего инструмента.
При снятии грата с полос шириной более 1000 мм усилие Зажатия полос составляет несколько десятков тонн, что приводит к значительным габаритам как механизма зажатия, так и сварочной машины в целом.
Целью изобретения является повышение производительности машины путем сокращения времени удаления грата и уменьшение габаритов машины.
Это достигается тем, что каретки устройства для удаления гара смонтированы на одной из колонн в верхнем и нижнем корпусах механизма зажима полосы. При этом каретки выполнены в виде кинематически связанных между собой гидроцилиндров, штоки которых жестко закреплены на соответствующих корпусах механизма зажима полосы.
На фиг. 1 изображена машина для контактной стыковой сварки полос, разрез на фиг. 2 - разрез по .А-А фиг. 1.
Машина для контакт ной сварки полос содержит станину, состоящую из . неподвижной 1 и подвижной 2 колонн приводом 3 перемещения подвижной колонны при сварке.
На неподвижной колонне закреплен нижний корпус 4 механизма зажима с электродами 5, верхний корпус б механизма зажима с электродами 7 и гидроприводом 8 его вертикального перемешения. На подвижной колонне закреплен также нижний корпус 9 механизма зажима с электродами 10, верхний корпус 11 механизма зажима с электродами 12 и гидроприводом 13 егб вертикального перемешения. Гидроприводы 8 и 13 служат для зажатия . свариваемых полос электродами.
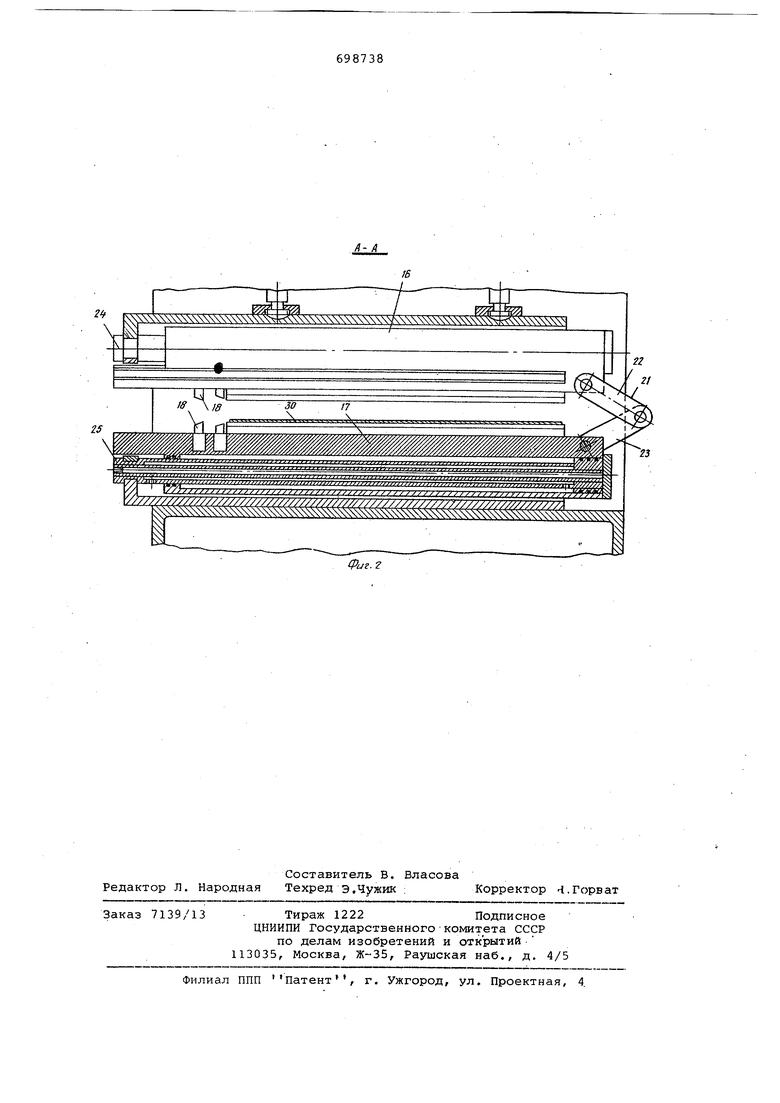
В верхнем б и нижнем 4 корпусах йеподвижной колонны по направляющим 4. и 15 могут перемещаться верхняя 16 и нижняя 17 каретки с режущим инструментом 18. Каретки 16 и 17 одновременно являются корпусами гидроцилиндров 19 и 20 привода их горизонтального перемещения, связанные узлом синхронизации движения 21, который выполнен в виде имеющих обитую ось вращения двух рычагов 22 и 23, вторые концы которых закреплены на каретках 16 и 17 с возможностью вращения. Штоки 24 и 25 гидроцилиндров
19 и 20 закреплены соответственно в верхнем и нижнем корпусах механизма зажима.
Для точной передачи полосы с линии сварки а-а на линию-б-б съема грата служит транспортное устройство 26, состоящее из подвижного корпуса 27, -механизма зажима полосы 28 и механизма перемещения 29.
Машина работает следующим образом
Для сварки в непрерывную ленту полосы 30 подаются в машину до линии сварки а-а. Электроды 7 и 12 опускаюся с помощью гидроцилиндров 8 и 13, зажимая концы полос. Включается ток и привод 3 перемещения подвижной колонны 2. Производится оплавление концов и осадка - заключительная стадия сварки.
После сварки электроды 7 и 12 поднимаются с помощью гидроприводов 8 и 13 и освобождают сваренные полосы 30. Одновременно с этим полоса зажимается механизмом зажима полосы 28 транспортного устройства 26, после чего с помощью механизма перемещения 29 сварной шов полос устанавливается на линик съема грата б-б.
Затем верхний корпус 6 с помощью гидроцилиндра 8 опускается и полоса зажимается между электродами 5 и 7.
В поршневой полости гидроцилиндров 19 и 20 через полые штоки 24 и 2 подается жидкость под рабочим давлением. Каретки 16 и 17 с режушим инструментом 18перемешаются в направляющих 14 и 15 горизонтально поперек полосы срезая грат, причем синхронность их движения обеспечивается узлом синхронизации 21.
После съема грата все механизмы возвращаются в исходное положение.
Предложенная машина контактной сварки полос позволяет повысить ее надежность и производительность при. одновременном снижении габаритов.
Формула изобретения
1. Машина для контактной стыковой сварки полос, содержащая подвижную и неподвижную колонны, на каждой из которых смонтированы верхний и нижний корпуса механизмов зажима полосы а также устройство для удаления грата, выполненное в виде расположенных одна над другой подвижных кареток с режунщми инструментами, о т л и ч ающа я с я тем, что, с целью повышения производительности машины путем сокращения времени удаления грата и уменьшения габаритов машины, каретки устройства для удаления трата смонтированы на одной из колрнн в верхнем и нижнем корпусах механизм зажима полосы.
2. Машина по п. 1, отличающаяся -тем, что каретки выполнены ввиде кинематически связанных между собой, гидроцилиндров, штоки которых жестко закреплены на, соответствующих корпусах механизма зажима полосы .
Источники информации, принятые во внимание при эк4 пертизе
1. Патент США 3484579, кл. 219-97, 1965.
. 2. Патент США 3227851, кл, 219-97, 1959 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| Устройство для снятия наружного грата | 1982 |
|
SU1016107A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2748185C1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
| Машина для контактной стыковой сварки труб | 1968 |
|
SU249507A1 |