Изобретение относится к многоцилиндровым поршневым гйдромашинам, в частности к способам изготовления блока цилиндров аксиально-поршневых машин.
Известен способ изготовления блока цилиндров аксиально-поршневой гидромашины, заключающийся в механическом изготовлении стального корпуса с цилиндрическими расточками, бронзовых втулок и подпятника и закреплении втулок внутри корпуса, а подпятника - на корпусе по сопрягаемым с ним поверхностям 1.
Недостатком известного способа является необходимость точного изготовления бронзовых втулок, имеющих буртик, сопрягаемьш одновременно с корпусом блока цилиндров и подпятником.
Цель изобретения - упрощение технологии изготовления блока цилиндров.
Указанная цель достигается тем, что согласно способу изготовления блока цилиндров аксиально-поршневой гидромашины, заключающемуся в механическом изготовлении стального корпуса с цилиндрическими расточками, бронзовых втулок и подпятника и закреплении втулок внутри корпуса, а подпятника - на корпусе по сопрягаемым с ним поверхностям, на одной из сопрягаемых поверхностей корпуса или подпятника в зоне расточек под втулки выполняют несимметричные выемки относительно оси расточки, а втулки закрепляют, деформируя их стенки в сторону выемки опрессованием под давлением.
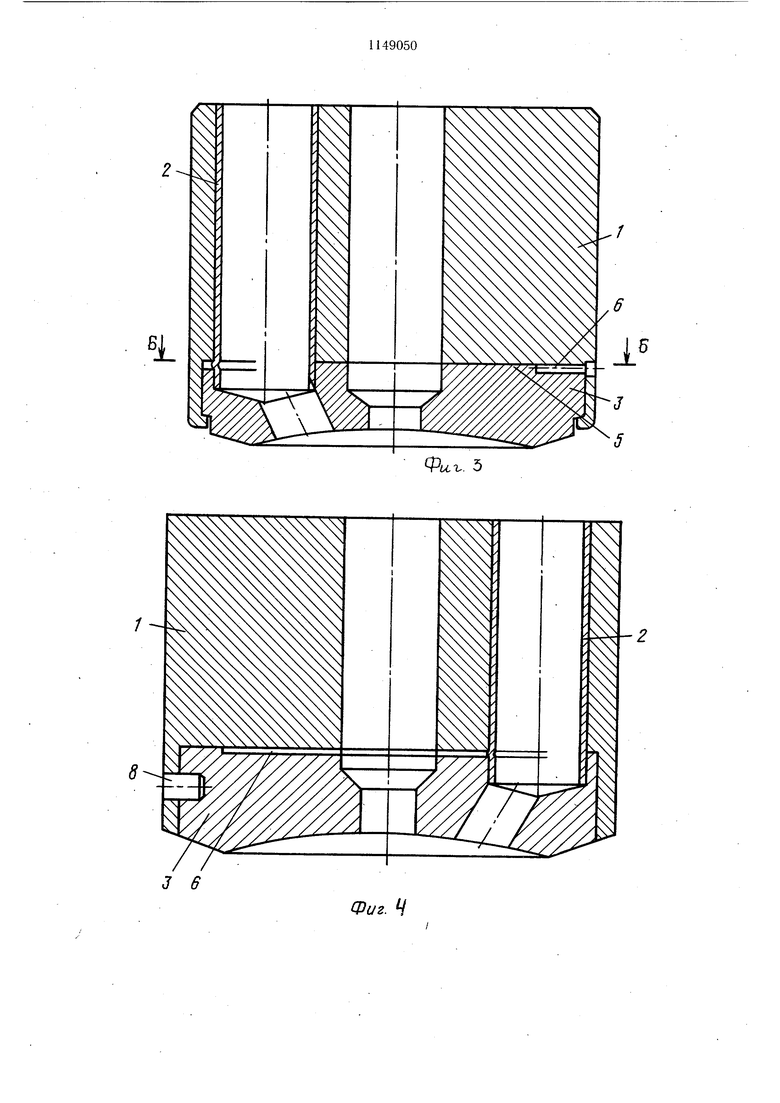
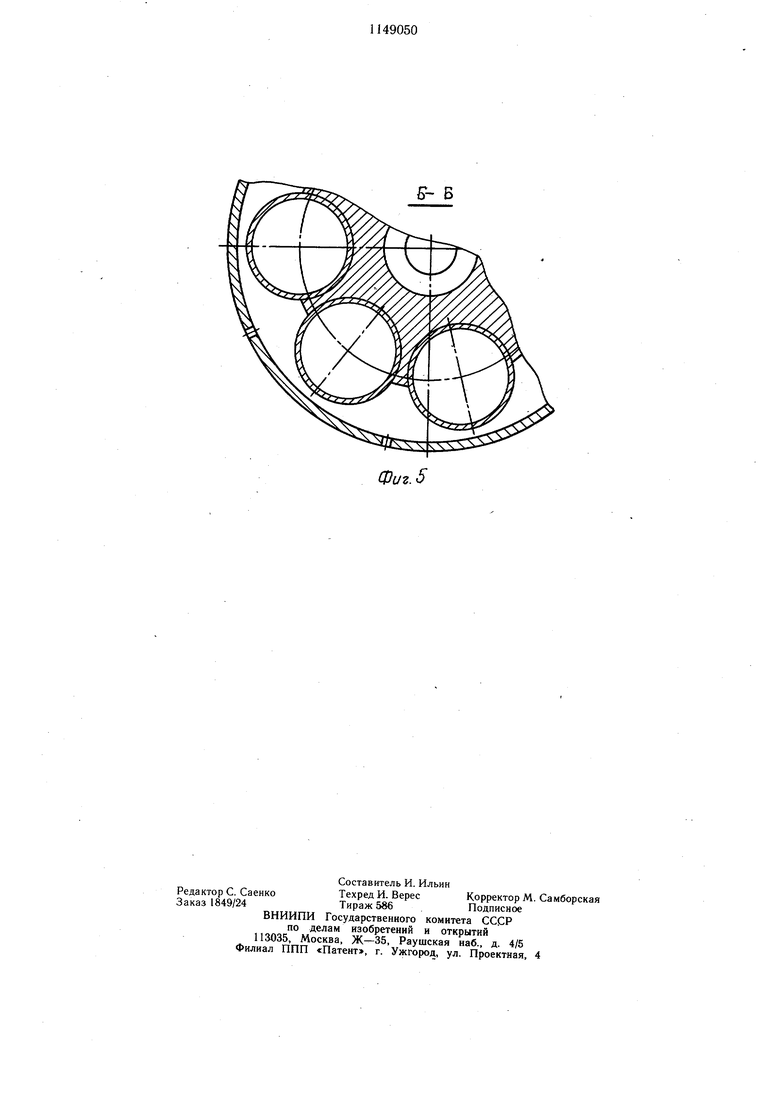
На фиг. 1 изображен блок цилиндров аксиально-поршневой гидромашины; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - блок цилиндров аксиально-поршневой гидромашины с подпятником, завальцованным в расточке корпуса;, на фиг. 4 - то же, с подпятником, закрепленным на штифтах в расточке корпуса; на фиг. 5 - разрез Б-Б на фиг. 3.
Блок цилиндров аксиально-поршневой гидромашины содержит стальной, корпус 1 с выполненными из бронзы цилиндровыми втулками 2 и подпятником 3, причем в корпусе 1 выполнена расточка 4 под бронзовый подпятник 3, имеющий выступ 5, образующий с корпусом 1 в зоне цилиндровых втулок 2 торцовый зазор 6, величина которого составляет 1,5-3,0 толщины стенки втулки 2, а в подпятнике 3 выполнены углубле0ния 7, в которых установлены втулки 2.
Подпятник 3 может быть завальцован в расточке 4 корпуса 1 (фиг. 3) или закреплен на щтифтах 8 в расточке 4 корпуса I (фиг. 4).
Способ осуществляется следующим об5разом.
Механически изготавливают стальной корпус с цилиндровыми расточками, в котором выполняют расточку 4 под установку бронзового подпятника 3, имеющего выступ 5
0 в зоне цилиндровых втулок 2 и образующего совместно с корпусом 1 торцовый зазор 6, величина которого должна находиться в пределах 1,5-3,0 толщины стенки втулки 2. В подпятнике 3 выполняют углубление 7 и 5 втулки 2 устанавливают в корпус 1 и углубления 7. Затем подпятник 3 закрепляют на корпусе завальцовыванием в расточке 4 или устанавливают на штифтах 8. После этого производится опрессовка внутренней полости втулок под давлением 60-70 МПа. Под действием давления материал цилиндровой втулки 2 выдавливается в осевой зазор 6, благодаря чему обеспечивается фиксация втулки 2 от осевого перемещения. Кроме того, благодаря наличию выступа 5 на сегментных его участках втулки не деформируются, образуя упоры, предотвращающие поворот втулок вокруг своих осей.
Изобретение позволяет упростить технологию изготовления блока цилиндров.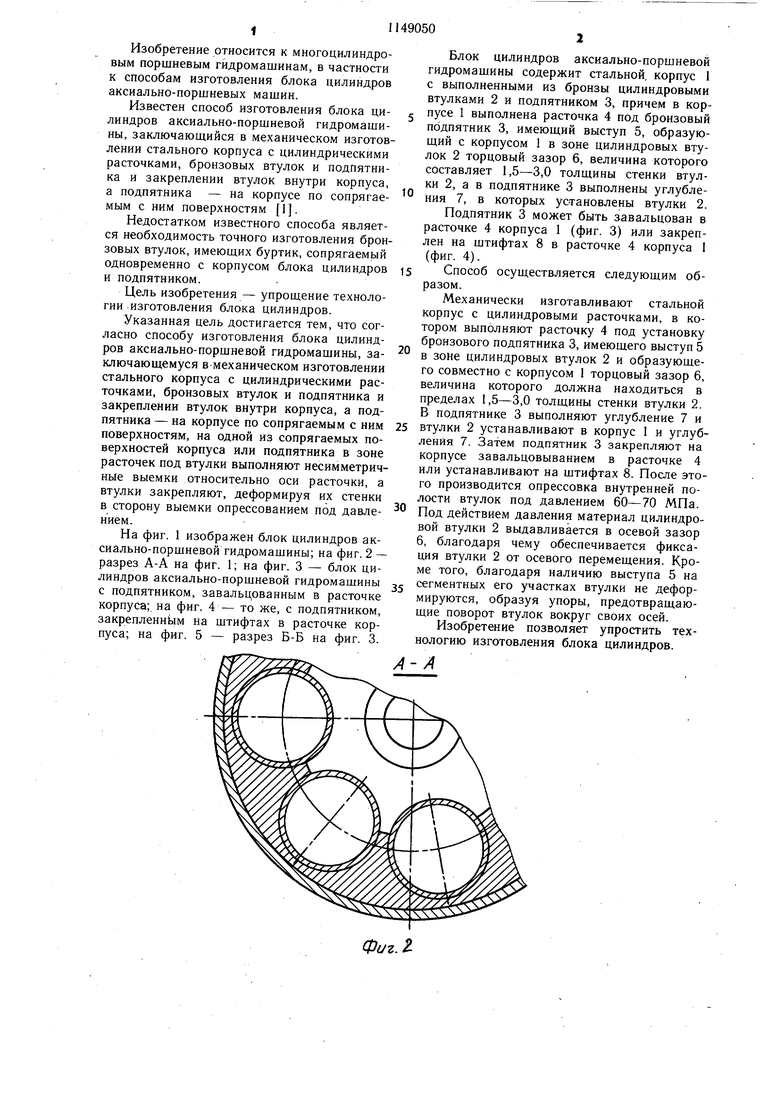
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ АКСИАЛЬНО-ПОРШНЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099596C1 |
| Аксиально-поршневая гидромашина | 1980 |
|
SU1038548A1 |
| Аксиально-поршневая гидромашина | 1987 |
|
SU1483087A1 |
| АКСИАЛЬНО-ПОРШНЕВАЯ ГИДРОМАШИНА | 1992 |
|
RU2031241C1 |
| Аксиально-поршневая гидромашина | 1988 |
|
SU1532724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2272696C1 |
| Аксиально-поршневая гидромашина | 1972 |
|
SU561002A1 |
| Аксиально поршневая гидромашина | 1972 |
|
SU430704A1 |
| Аксиально-поршневая гидромашина | 1974 |
|
SU542017A1 |
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА | 2002 |
|
RU2233388C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ аксиально-поршневой гидромашины, заключаюш.ийся в механическом изготовлении стального корпуса с цилиндрическими расточками, бронзовых втулок и подпятника и закреплении втулок внутри корпуса, а подпятника - на корпусе по сопрягаемым с ним поверхностям, отличающийся тем, что, с целью упрош,ения технологии, на одной из сопрягаемых поверхностей корпуса или подпятника в зоне расточек под втулки выполняют несимметричные выемки относительно оси расточки, а втулки закрепляют, деформируя их стенки в сторону выемки опрессованием под давлением. (Л 4 О СП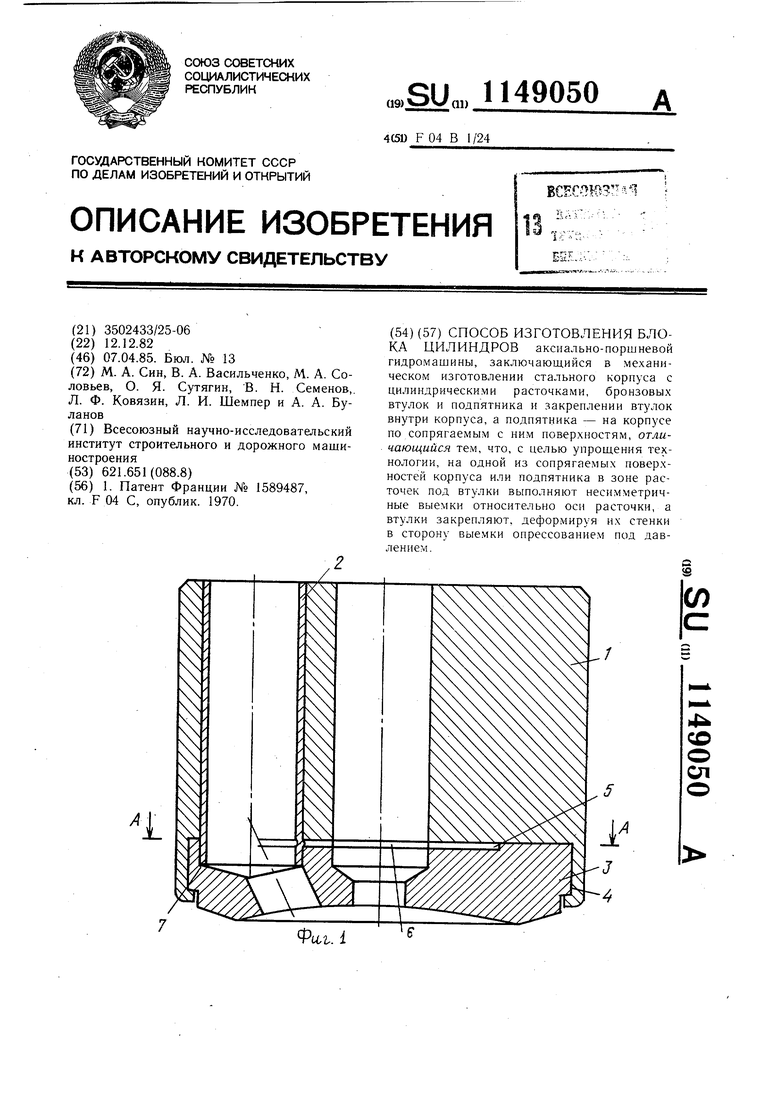
Фиг. Ц
S- Б
Фиг. 5
| I | |||
| Патент Франции № 1589487, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
