Изобретение относится к машиностроению, в частности к технологии изготовления биметаллических деталей, и может быть использовано, например, для изготовления заготовок блоков цилиндров аксиально-поршневых гидромашин.
Известно, что, поскольку аксиально-поршневые гидромашины обладают наилучшими габаритами и весовыми характеристиками, отличаются компактностью и кпд, пригодны для работы при высоких частотах вращения и давления, обладают сравнительно малой инерционностью, а также просты по конструкции, они находят самое широкое применение. Учитывая масштабы использования аксиально-поршневых гидромашин и характер их работы в условиях высокого давления (от 21-35 до 55 МПа и более) и производительности (от 400 до 8700 л/мин), производители особое внимание уделяют надежности и качеству гидромашин, которые, как показывает практика, неразрывно связаны с технологией изготовления блока цилиндров.
В большинстве конструкций аксиально-поршневых гидромашин применяют торцовое распределение, осуществляемое при помощи двух серпообразных окон, выполненных на упорно-распределительном диске, с которым поочередно соединяются при своем круговом движении цилиндры через отверстия в своих донышках. Опорные торцовые поверхности распределительного диска изготовляют плоскими или сферическими. Преимуществом последнего типа является то, что он не требует точного совпадения осей скользящих поверхностей, а допускает наличие некоторой несоосности, что не допускает плоский распределитель. Но последний обладает существенным преимуществом, заключающимся в отсутствии необходимости индивидуальной подгонки поверхностей скольжения [Башта Т.М. Объемные насосы и гидравлические двигатели гидросистем. - М.: Машиностроение, 1974, с.606].
Однако и в том, и в другом случае остаются одинаково высокие требования к качеству блока цилиндров, и прежде всего должно быть гарантировано надежное сцепление антифрикционного слоя и основы, стабильность состава антифрикционного слоя.
Известен способ изготовления блока цилиндров аксиально-поршневой гидромашины [см. описание к патенту РФ №2063549, Мкл. F 04 В 1/24, опубл. 10.07.96 и № РФ №2099596, Мкл. F 04 В 1/20, опубл. 20.12.97], при котором до окончательной обработки блока формируют заготовку, включающую корпус с запрессованными втулками (стержнями) из антифрикционного материала. Со стороны входной части корпуса выполняют полость, которая сужена со стороны входной части корпуса и сообщается с цилиндрическими отверстиями. В полость запрессовывают антифрикционный материал.
Окончательная обработка заготовки включает сверление и расточку втулок (стержней) одновременно со сверлением и расточкой опорного элемента, сверление и расточку центрального отверстия и запрессовку шпоночной втулки, окончательную обработку сферы.
Формирование такой заготовки включает штамповку корпуса и входной полости с ребрами, обработку сферической поверхности под бронзирование, бронзирование сферической поверхности в проходной печи, дробеструйную обработку входной полости, протачивание кольцевой канавки во входной полости, обтачивание наружного диаметра, обработку торцов на токарном станке, сверление, зенкерование отверстий цилиндров в стальном корпусе, снятие фасок, обезжиривание полости отверстий цилиндров корпуса в струйно-моечной машине щелочным раствором, промывку в холодной, горячей воде, сушку, нанесение флюса, легкоплавкого сплава на поверхность цилиндров, изготовление втулок из трубных заготовок или стержней, нагрев корпуса блока, запрессовку втулок (стержней) в цилиндрические отверстия корпуса, опрессовку входной полости блока антифрикционным материалом и только после этого окончательную механическую обработку заготовки блока.
Применение в промышленности описанного выше способа формирования заготовки блока аксиально-поршневой гидромашины позволяет, по мнению авторов, использовать способ сборки заготовки экономически более выгодный, повысить качество и надежность блоков, автоматизировать процесс сборки.
Однако использование метода создания биметаллического изделия путем прессования требует специального подхода к конструкции заготовки, форме отдельных составляющих заготовки и специальных операций, предшествующих окончательной обработке блока цилиндров, и тем не менее не обеспечивает надежное сцепление основного металла и антифрикционного слоя.
Известна также технология биметаллизации блока цилиндров гидроприводов методом литья [см. Литейное производство, №2, 1981], при которой получают заготовку блока цилиндров, состоящую из корпуса, полученного путем предварительной механической и химической обработки, и антифрикционного сплава, который заливают бронзой через литниковую систему.
Исследования показали, что с ростом температуры нагрева стальной заготовки до 1080°С прочность сцепления стали с бронзой увеличивается. Качественное сцепление бронзы со сталью при 945-1080°С обусловлено хорошим удалением флюса с поверхности стальной заготовки потоком заливаемой бронзы, так как температура стали выше температуры нулевой текучести бронзы (930-940°С). Нагревать стальную заготовку до температуры более 970°С нецелесообразно вследствие роста зерен, особенно при длительной выдержке заготовки в печи в процессе выравнивания температуры по ее сечению. Поэтому заготовку нагревают до температуры ниже 970°С, а температуру заливаемой бронзы повышают, чтобы использовать тепло бронзы для быстрого и кратковременного повышения температуры биметаллизируемой поверхности. За оптимальную принята температура предварительного прогрева стальной заготовки до 880-920°С, поскольку при этой температуре не наблюдается рост зерна даже при длительной выдержке. Оптимальная температура заливаемой бронзы выбрана в интервале 1180-1250°С.
Использование описанной выше технологии позволяет получить заготовку с качественным и стабильным сцеплением бронзы со сталью. Ультразвуковой контроль подтвердил отсутствие в биметаллических заготовках блока цилиндров скрытых дефектов, таких как неметаллические включения, неспаи и пр.
Однако такой способ обладает существенным недостатком, который заключается в том, что требует большого расхода дорогостоящего цветного металла, который остается в литниковой системе, а при окончательной обработке отверстий переходит в стружку.
Наиболее близким к заявляемому решению по назначению, технической сущности и достигаемому результату при использовании является способ изготовления биметаллических деталей, включающий выполнение технологической полости и каналов, соединяющих полость с наплавляемой поверхностью, установку стержней, формирующих внутренние полости, герметизацию зазоров между стержнями и заготовкой, размещение в технологической полости флюса и наплавляемого металла, нагрев и выдержку заготовки в устройстве для нагрева до полного плавления наплавляемого сплава и заполнения зазоров, извлечение заготовки из устройства для нагрева, установку термоизоляции технологической полости в течение 1-2 мин, охлаждение, удаление формирующих стержней и окончательную механическую обработку [см. описание к патенту Украины №17743, В 22 D 19/00, опубл. 20.05.97 г.], при этом нагрев заготовки перед нанесением наплавляемого сплава осуществляют в соляной ванне с температурой около 1120°С.
Описанный выше способ обеспечивает возможность использования дозированного количества цветного металла. Кроме того, при осуществлении плавления в присутствии флюса происходит очистка поверхности заготовки и одновременно рафинирование наплавляемого металла, что существенно повышает качество сцепления, уменьшает количество дефектов в наплавляемом слое.
Тем не менее, вследствие неравномерности прогрева основы заготовки не исключено, что в отдельных зонах температура нагрева не превышает температуры прогрева дна технологической полости, поэтому расплавленная бронза после протекания в предусмотренные конструкцией зазоры контактирует с основой, температура которой ниже температуры расплава. В этом случае не гарантировано надежное сцепление бронзового слоя с основой и возможно образование дефектов. На практике при бронзировании по описанному способу (патент Украины №17743, B 22 D 19/00, опубл. 20.05.97 г.) дефекты в цилиндрах заготовки обнаруживались только со стороны от заготовки, где прогрев отставал в связи с наличием воздушной пробки в центральном канале. Для исключения подобного эффекта и повышения скорости прогрева заготовки в ней выполняется сквозной центральный канал. В этом случае удается увеличить общую скорость нагрева основы заготовки, обеспечить ее более равномерный прогрев и, что представляется наиболее важным, удается добиться более быстрого прогрева всей массы основы заготовки по сравнению с прогревом дна технологической полости.
Поэтому целью заявляемого технического решения является повышение качества заготовок путем создания оптимальных условий для формирования наплавляемого слоя.
Поставленная цель достигается тем, что в известном способе изготовления биметаллических деталей, включающем установку стержней, формирующих внутренние полости заготовки, герметизацию зазоров между стержнями и заготовкой, выполнение технологической полости и каналов, соединяющих технологическую полость с наплавляемой поверхностью, размещение в технологической полости флюса и наплавляемого металла, нагрев и выдержку заготовки в устройстве для нагрева до полного плавления наплавляемого металла за счет тепла, передаваемого от заготовки, и заполнения зазоров, извлечение заготовки из устройства для нагрева, термоизоляцию технологической полости в течение 1-2 мин, охлаждение, удаление формующих стержней и окончательную механическую обработку заготовки, согласно изобретению в устройстве для нагрева устанавливают температуру превышающую температуру плавления направляемого металла, на 50-200°С, а заготовку выдерживают в устройстве для нагрева в течение 2-60 мин.
Температуру в нагревательном устройстве и время выдержки в нем выбирают в зависимости от параметров заготовки. Так для деталей с толщиной стенок 5-10 мм время выдержки в нагревательном устройстве не превышает 2-3 мин, а температура в объеме нагревательного устройства на 50-60°С выше температуры плавления наплавляемого металла. При работе с деталями с толщиной стенок до 250 мм для создания необходимой температуры на наплавляемых поверхностях время выдержки в нагревательном устройстве может быть порядка 55-60 мин, а температура может быть на 180-200°С выше температуры плавления наплавляемого металла.
Как видно из изложения сущности заявляемого решения, оно отличается от прототипа и, следовательно, является новым.
Решение также обладает изобретательским уровнем. В основу изобретения поставлена задача усовершенствования способа изготовления биметаллических деталей. Вследствие предварительной установки в нагревательном устройстве температуры на 50-200°С выше температуры плавления наплавляемого металла и нагрева заготовки в нем в течение 2-60 мин таким образом, чтобы технологическая полость с флюсом и наплавляемым металлом прогревалась ниже температуры прогрева заготовки, но достаточной для полного расплавления наплавляемого металла, создания условий для равномерного прогрева заготовки и более позднего прогрева технологической полости с шихтой, обеспечивается в результате передачи тепла от заготовки к флюсу и наплавляемому металлу контакт расплавленного металла с заготовкой, прогретой до более высокой температуры, защита наплавляемого металла от воздействия окружающей атмосферы, оптимальные условия для смачивания покрываемой поверхности при контакте твердой заготовки и жидкого металла, а затем для кристаллизации наплавляемого металла, минимизация количества объемных дефектов типа газовых пор, раковин, неметаллических включений, усадочных дефектов, а также стабильность состава наплавляемого металла. За счет отмеченных выше технических результатов улучшается сцепление наплавляемого металла с заготовкой, а также сохраняются эксплуатационные свойства наплавляемого металла, например антифрикционные свойства.
Известна уже упомянутая технология биметаллизации блока цилиндров гидроприводов методом литья [см. Литейное производство, №2, 1981], при которой антифрикционный сплав заливают через литниковую систему.
Принципиальное отличие заявляемого решения от известных ранее заключается в том, что условия для прогрева заготовки создают в нагревательном устройстве предварительно с учетом габаритов заготовки, состава флюса и температуры наплавляемого металла. Нагрев заготовки на начальной стадии осуществляют при условии сохранения градиента температуры от основания заготовки с более высокой температурой к технологической полости с шихтой с менее высокой температурой, что позволяет повысить качество наплавляемого слоя. Кроме того, способ позволяет свести к минимуму расход цветного металла.
Предлагаемое техническое решение промышленно применимо, поскольку его используют в настоящее время на современном промышленном оборудовании.
Предлагаемый способ поясняет чертеж.
Заготовка блока цилиндров аксиально-поршневой гидромашины содержит корпус 1 с осевым отверстием 2 и отверстиями 3, расположенными по окружности, а также цилиндрические стержни 4, установленные в отверстиях, расположенных по окружности и выполненные с возможностью фиксирования одного их конца 5 в основании корпуса путем герметичной сварки. В технологической полости 6 размещают флюс 7 и наплавляемый металл 8, например бронзу. Объем технологической полости 6 увеличивают за счет установки на корпусе 1 кольца 9. Сборку закрывают графитовой крышкой 10 и устанавливают в приспособлении 11.
Формирование технологической заготовки осуществляют следующим образом. Из стального проката или чугунной заготовки путем механической обработки изготавливают корпус 1 и стальные стержни 4. Последние изготавливают из более дешевого материала, чем корпус 1. После установки стержней 4 их основания 5 герметизируют путем, например, сварки для того, чтобы предотвратить вытекание расплава. Затем в технологическую полость 6 помещают флюс 7 и наплавляемый металл 8. Технологическую полость 6 закрывают крышкой 10 для создания при нагреве безокислительной атмосферы, и технологическую сборку помещают в приспособление 11, а затем погружают, например, в соляную ванну 12. Погружение заготовки осуществляют таким образом, чтобы боковые стенки технологической полости 6 находились на 5-10 мм выше уровня соли, нагретой до температуры 1100°С. При погружении заготовки в расплавленную соль она нагревается, и в течение некоторого времени в ней устанавливается градиент температуры от более нагретого основания корпуса 1 к менее нагретой технологической полости 6 с флюсом 7 и бронзой 8. Поскольку металлические детали обладают высокой скоростью теплопередачи, при нагреве такой сборки по мере прогрева корпуса 1 происходит передача тепла к объему технологической полости 6, и вначале расплавляется флюс 7 (Тпл=700-750°С), затем расплавляется наплавляемый металл 8, например бронза (Тпл=960-980°С), который затекает в зазоры между стержнями 4 и корпусом 1 и заполняет дно технологической полости 6. Флюс выбран таким образом, чтобы он не только создавал защитную атмосферу для расплава, но и изолировал поверхность расплава от контакта с воздухом. В результате вьщержки в соляной ванне, например из хлористого бария в течение 15-20 мин, основная часть заготовки нагревается до температуры заметно выше температуры плавления наплавляемого металла, а технологическая полость 6 с расположенными в ней флюсом 7 и наплавляемым металлом 8 до температуры, достаточной для полного расплавления наплавляемого металла. В результате дно технологической полости 6 и специально подготовленные зазоры оказываются заполненными, например антифрикционным материалом. После полного расплавления бронзы, что фиксируют визуально, приподняв крышку 10, технологическую заготовку блока цилиндров в сборе с приспособлением 11 извлекают из соляной ванны 12, термоизолируют в течение 1-2 мин, охлаждают и затем подвергают окончательной механической обработке.
В таблице приведены параметры осуществления предлагаемого способа для нескольких деталей.
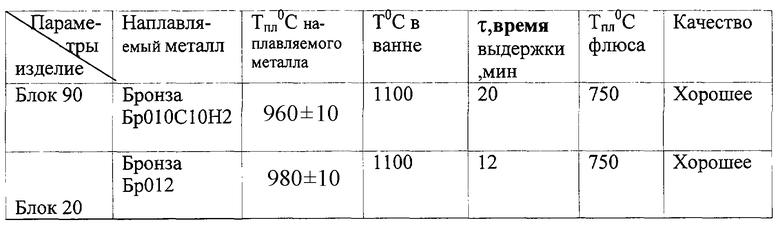
Анализ качества технологических заготовок блоков цилиндров аксиально-поршневых гидромашин показывает отсутствие дефектов в бронзовом слое рабочих цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавки | 1990 |
|
SU1773621A1 |
| Способ наплавки | 1987 |
|
SU1454600A1 |
| Способ изготовления биметаллических деталей | 1989 |
|
SU1704988A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| Способ наплавки медных сплавов на сталь | 1990 |
|
SU1779502A1 |
| Способ изготовления биметаллических отливок "сталь-бронза | 1977 |
|
SU745592A1 |
| Способ центробежной биметаллизации втулок с нагревом токами высокой частоты | 2015 |
|
RU2637205C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ АКСИАЛЬНО-ПОРШНЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099596C1 |
| Способ изготовления биметаллического подшипника скольжения | 1991 |
|
SU1822373A3 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 2005 |
|
RU2288070C1 |
Изобретение относится к машиностроению и может быть использовано для изготовления, например, блоков цилиндров аксиально-поршневых гидромашин. В отверстия заготовки устанавливают стержни, формирующие внутренние полости заготовки. Герметизируют зазоры между стержнями и заготовкой. В технологическую полость помещают флюс и наплавляемый металл. Технологическую сборку закрывают крышкой и помещают в нагревательное устройство. Нагрев и выдержку заготовки в устройстве для нагрева осуществляют до полного плавления наплавляемого металла за счет тепла, передаваемого от заготовки. Температуру в устройстве для нагрева устанавливают на 50-200°С выше температуры плавления наплавляемого металла. Флюс обеспечивает образование защитной атмосферы. Заготовку выдерживают в устройстве для нагрева в течение 2-60 мин. Металл расплавляется и заполняет зазоры между стержнями и заготовкой. Извлекают заготовку из устройства для нагрева. В течение 1-2 мин термоизолируют технологическую полость, охлаждают заготовку, удаляют стержни и осуществляют окончательную механическую обработку заготовки. Обеспечивается повышение качества заготовок за счет хорошего сцепления наплавляемого металла с заготовкой. 1 ил., 1 табл.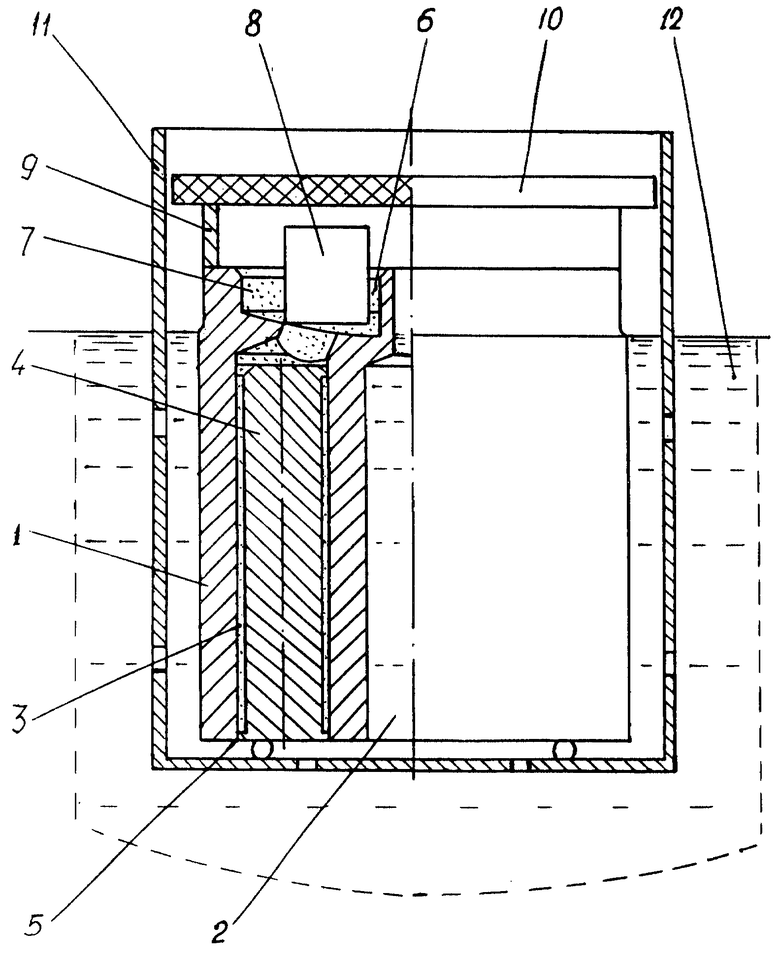
Способ изготовления биметаллических деталей, включающий установку стержней, формирующих внутренние полости заготовки, герметизацию зазоров между стержнями и заготовкой, выполнение технологической полости и каналов, соединяющих технологическую полость с наплавляемой поверхностью, размещение в технологической полости флюса и наплавляемого металла, нагрев и выдержку заготовки в устройстве для нагрева до полного плавления наплавляемого металла за счет тепла, передаваемого от заготовки, и заполнения зазоров, извлечение заготовки из устройства для нагрева, термоизоляцию технологической полости в течение 1-2 мин, охлаждение, удаление формующих стержней и окончательную механическую обработку заготовки, отличающийся тем, что в устройстве для нагрева устанавливают температуру, превышающую температуру плавления наплавляемого металла на 50-200°С, а заготовку выдерживают в устройстве для нагрева в течение 2-60 мин.
| Концентратор для серной кислоты | 1937 |
|
SU53165A1 |
| Способ наплавки | 1987 |
|
SU1454600A1 |
| RU 2058217 C1, 20.04.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1991 |
|
RU2060869C1 |

