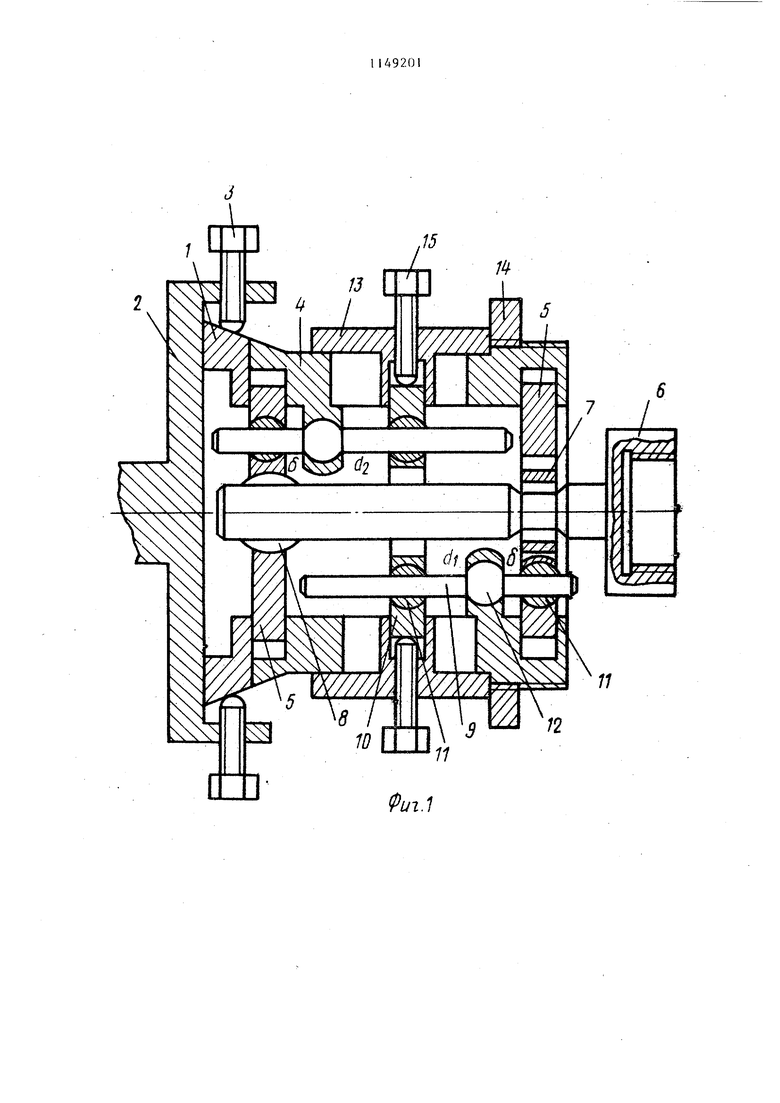
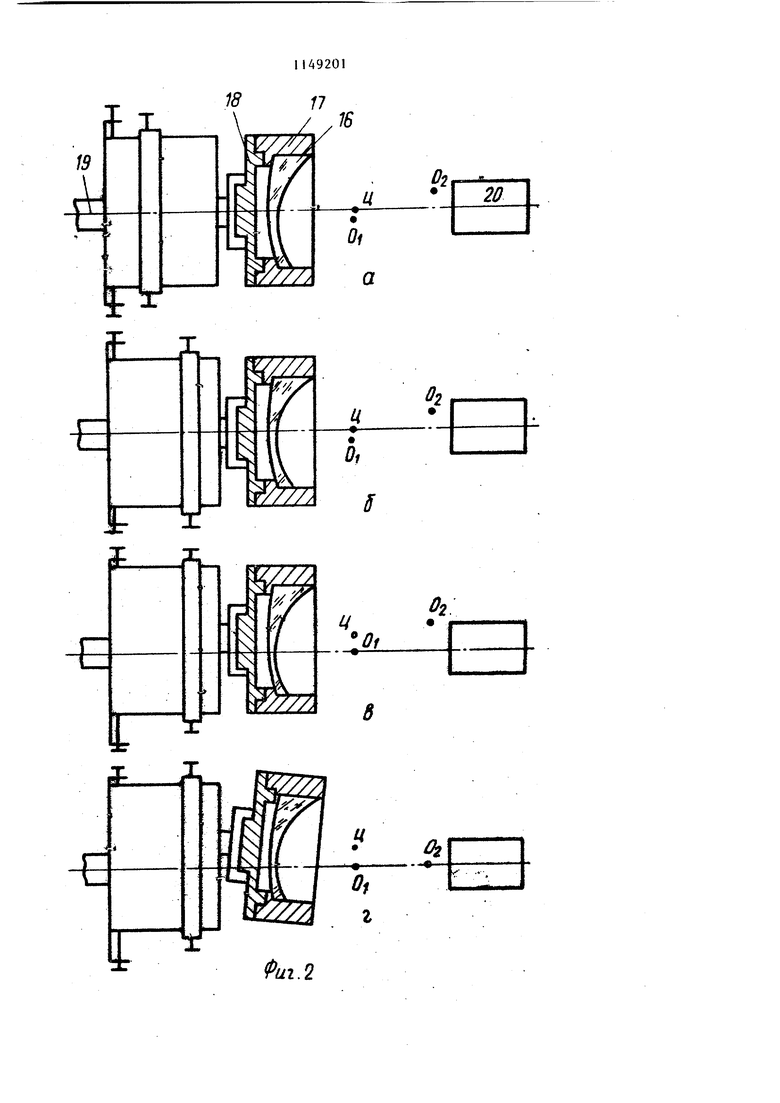
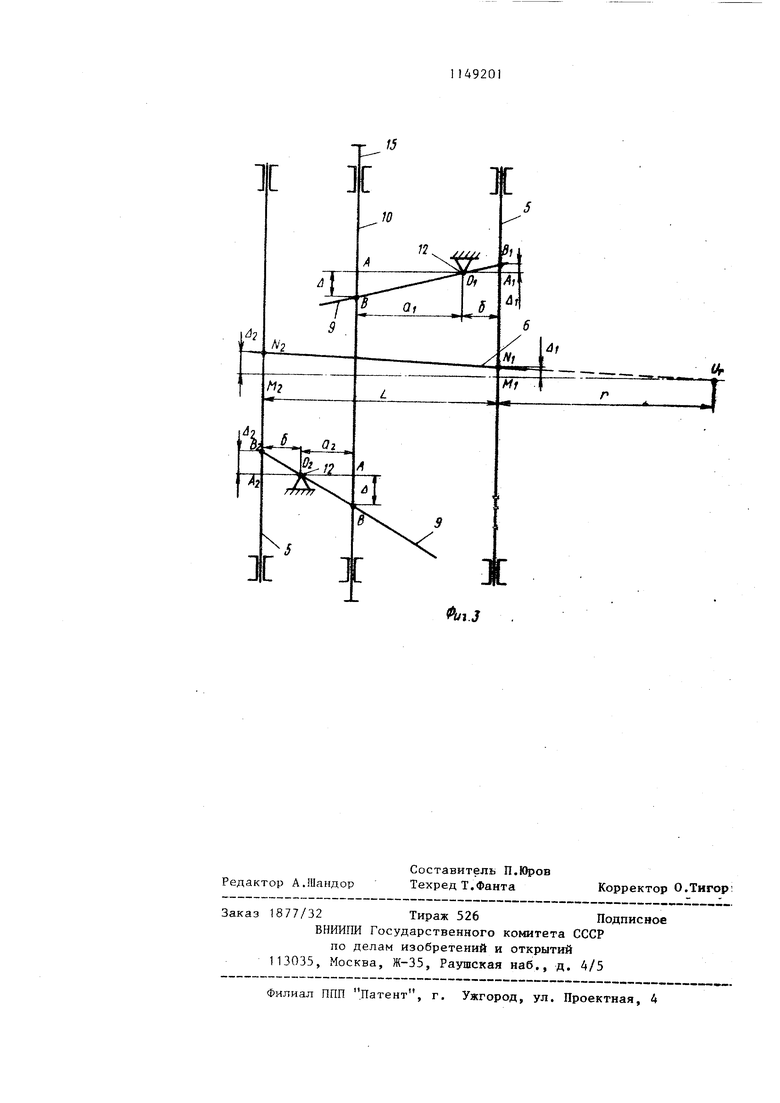
Изобретение относится к оптическому приборостроению, в частности к приспособлениям для сборки оптических приборов, и может быть испол зовано для центрирования линз. Известен патрон для центрировани линз в оправах, содержащий хвостовик, несущий узел качания с основанием и подвижной частью в виде цилиндра, перемещаемой регулировочным винтами по направляющей основания, и узел смещения относительно оси патрона, причем центр кривизны сферической направляющей жестко закреп ленного на хвостовике основания узла качания размещен на оси вращения патрона, а его подвижная часть служит базовой поверхностью для узла смещения {f . Наиболее близким техническим реш нием к изобретению является патрон для центрирования линз, содержащий узел смещения по двум взаимно перпендикулярньм направлениям и узел качания, жестко соединенный с узлом смещения 2 . Недостатками известного патрона для центрирования линз в оправах яв ляются недостаточный диапазон радиу сов центрируемых линз и малая точность центрирования линз. Целью изобретения является расши рение диапазона радиусов центрируемых линз и повьшение точности центрирования. Поставленная цель достигается тем, что в патроне для центрирования линз, содержащем узел смещения по двум взаимно перпендикулярным на правлениям и узел качания, жестко соединенный с узлом смещения, узел качания выполнен в виде расположен ных в корпусе трех параллельно установленных планшайб, подвижных в радиальном направлении и связанны между собой при помощи двуплечих ры чагов и шарниров, ориентирующего штока для закрепления переходной. оправки, направляющей и регулировоч ных винтов, при этом ориентирующий шток закреплен в двух крайних планшайбах, центральная планшайба, рас-положена в направляющей, установлен ной на корпусе с возможностью перемещения вдоль его оси вращения, рычаги шарнирнозакреплены в корпусе а регулировочные винты взаимодействуют с одной из планшайб. На фиг. 1 представлена конструкция патрона для центрирования линз, на фиг. 2 - процесс центрирования линз на фиг. 3 - кинематическая схема патрона для центрирования линз, Патрон для центрирования линз состоит из узла смещения и узла качания. Узел смещения выполнен, например, в виде планшайбы 1 (фиг.1), смещаемой в корпусе 2 регулировочными винтами 3 по двум взаимно перпендикулярным направлениям. Узел качания выполнен в виде корпуса 4, в котором расположены две крайних планшайбы 5 с возможностью подвижки в радиальном направлении. 8планшайбах 5 шарнирно закреплен ориентирующий шток 6 для закрепления переходной оправки, причем хотя бы один шарнир выполнен в виде шарнира Кардано 7, а второй может быть выполнен в виде шарового шарнира 8. Планшайбы 5 посредством двуплечих рычагов 9 связаны с центральной планшайбой 10. Концы двуплечих рычагов 9проходят сквозь шаровые шарниры 11, расположенные в планшайбах 5 и 10. Рычаги 9 соединены с корпусом 4, например, с помощью шарового шарнира 12, Центральная планшайба 10 установлена в направляющей 13 с возможностью радиальной подвижки, а направляющая 13 расположена в корпусе 4 с возможностью перемещения вдоль его оси вращения, например, при помощи гайки 14. Для качания направляющего штока 6 используются регулировочные винты 15, взаимодействующие с одной из планшайб, например центральной планшайбой 10. Процесс центрирования линз осуществляется следуюпщм образом. Центрируемая линза 16 (фиг.2) в оправе 17 через переходную оправку 18 минимальной длины закрепляетсяв патроне для центрирования линз, который закреплен в шпинделе 19 токарного станка (фиг.2а). Изменением радиуса кривизны патрона для центрирования линз совмещают центр кривизны патрона Ц с центром кривизны первой поверхности линзы 16 О (фиг.2Ю. Производят наведение автоколлимационной трубки 20 на автоколлимационную точку О, линзы 16. При помощи узла .смещения совмещают точку Oj с осью вращения шпинделя 19 токарного станка (фиг.2Ь). Наводят автоколлимациониую трубку 20 на вторую автоколлимационную точку О. линзы 16. При по мощи узла качания совмещают точку O с осью вращения шпинделя 19 токарно го станка. При этом,, так как точка О, совмещена с центром кривизны патрона, то точка 0 не смещается с оси вращения шпинделя 19 токарног станка. После этого проводят обработ ку базовых поверхностей оправы 17 (или линзы 16) для совмещения оптической оси линзы 16 с геометрической осью оправы (фиг.2г). Узел качания действует следующим образом. Под действием регулировочных винтов 15 (фиг.1) происходит радиаль ное смещение центральной планшайбы 10 в направляющей 13 на величину А . При этом планшайба 10 через шаровые шарниры 11 воздействует на плечи а,2 рычагов 9, которые поворачиваются на шарнирах 12 и через плечи S рычагов 9 и шарниры 11, в свою очередь, воздействуют на крайние планша бы 5, вызывая их радиальное смещение в одном направлении на величину где U, U, и UJ - смещение планшайбы q, (Qj ,u - плечи рычагов. Очевидно, что шарнирно, закреплен ные в крайних планшайбах 5 концы ориентирующего штока 6 также смещаются на величины зультате чего ориентирукнций шток заклоняется на угол оС (фиг.З) . йа- .,,el orrcl - - |.., Геометрическая ось Ч/риентирующеrd штока 6 пересекается с осью враще ния патрона в точке Ц, расположенной на расстоянии г от первой планшайбы. Очевидно, что -- л Из (1) и (3) имеем Из (4) следует, что при любых смещениях планшайб 5 и 10 геометрическая ось ориентирующего штока 6 пересекается с осью вращения патра на в одной точке, игракмцей роль центра кривизны патрона, причем расстояние по оси от первой планшайбы 5 до этой точки (радиус патрона) зависит только от расстояния меящу крайними планшайбами 5 (постоянного для данного патрона) и охношения длин плеч рычйгов а и а, . Очевидно, что минимальный радиус кривизны (), который можно получить для данного патрона при заданном диаметре tJ шарового шарнира 12 определяется из условия Перестройка радиуса патрона происходит при перемещении направляющей 13 с центральной планшайбой 10 вдоль оси вращения корпуса 4, например, при помощи гайки 14/ При этом меняется отношение О, рычагов 9. Преимуществом предлагаемого патрона для центрирования линз по сравне нию с известным является его применимость для более широкого диапа-. зона радиусов центрируем&ж линз, так как он позволяет перестраивать радиус кривизны в широких пределах от--00 до -г и от +Гд,,,до (;( . Кроме того, повышает точность центрирования за счет увеличения жесткости систены патрон-оправкалинза из-за возможности применения переходных оправок минимальной длины.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон для центрирования линз | 1990 |
|
SU1756849A1 |
| Устройство для центрирования линз | 1986 |
|
SU1455235A1 |
| Патрон для центрировки линз | 1985 |
|
SU1315922A1 |
| Патрон для центрировки линз | 1985 |
|
SU1282042A1 |
| Патрон для центровки линз в оправах | 1976 |
|
SU569996A1 |
| Устройство для центрировки линз | 1986 |
|
SU1365016A1 |
| Патрон для центрировки линз | 1986 |
|
SU1363113A1 |
| Способ центрировки цилиндрических линз в оправах | 1979 |
|
SU775705A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| Способ центрирования в оправе линз, работающих в инфракрасной области спектра | 2016 |
|
RU2634078C1 |
ПАТРОН ДЛЯ ЦЕНТРИЮБАНИЯ ЛИНЗ, содержащий узел смещения по двум взаимно перпендикулярным направ лениям и узел качания, жестко соединенный с смещения, отличающийся тем, что, с целью расширения диапазона радиусов центрируемых линз и повывения точности центрирования, узел качания выполнен, в виде расположенных в корпусе трех параллельно установленных планшаЗШ, подвижных в радиальном направлении и связанных медду собой при noMOipi двуплечих рычагов и шарниров, ориентирующего штока для I закреплеаяя переходной оправки, иаправлянцей и регулировочных винтов, при эгом оря ентирующий шток закреплен в двух крайних пла ншайбах, центральная планшайба расположена в налравяяюцейа установление на корпусе с воэмож ностью перемещения вдоль его оси вращения, рычаги шарвирно эакреопены в корпусе, а регул1фовочяые винты вза|д4одействуют с одной не юмшшайб.:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патрон для центровки линз в оправах | 1976 |
|
SU569996A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ельников Н.Т | |||
| и др | |||
| Сборка и юстировка оптико-кеханических приборов | |||
| М., Машиностроение, 1974, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
