Изобретение относится к металло-обработке, а именно к метчикам, и предназначено для обработки резьб повышенной точности.:
Наиболее близким к изобретению по технической сущности является мет чик, предназначенный для уменьшения шероховатости резьбовой поверхности и повышения точности резьбонарезания.
У метчика режущий и пластически деформирующий (выглаживающий) участки расположены на каждом зубе последовательно по ширине пера, начиная от передней грани, при этом пластически деформирующий (выглаживающий) участок имеет бочкообразную форму в дуговом сечении по среднему диаметру, превышает средний диаметр режущих участков и располагается от спинки пера примерно на расстоянии 10,3 ширины пера СОНедостатком данного метчика является более быстрое истирание пластически деформирующих участков у вершин зубьев по сравнению с их нижележащими участками, которое уве- личивается при росте превышений средних диаметров пластически деформирующих участков зубьев над средними диаметрами режущих участков зубьев. Указанное истирание пластически деформирующих участков у вершин зубьев уменьшает размерную стойкость метчиков.
Целью изобретения является повышение .стойкости метчиков с режущими и пластически деформирзпощими участками на зубьях.
Цель достигается тем, что у метчика с режушлми и пластически деформирующими участками, расположенными на каждом зубе последовательно по ширине пера, начиная от передней грани, угол профиля на режущих участках зубьев выполнен меньше угла профиля на пластически деформирующих участках зубьев, а ширина режущих участков зубьев при вершине на калибрующей части вьтолнена . больше или равной ширине пластически деформирующих участков зубьев у метчиков с мелкими шагами резьбы, уменьшается по мере увеличения шага резьбы и равна ширине пластически, деформирующих участков зубьев у метчиков с крупными шагами резьбы.
Кроме того, для уменьшения усилий резьбонарезания и высоты возможного заусенца при превышениях средних диаметров на пластически деформирующих участках зубьев над режущими участками более чем на 0,06 мм уменьшенньй угол профиля зубьев между внутренним и средним диаметрами метчика может выполняться с превьппением уменьшенного угла профиля зубьев между средними и наружным диаметрами метчика.
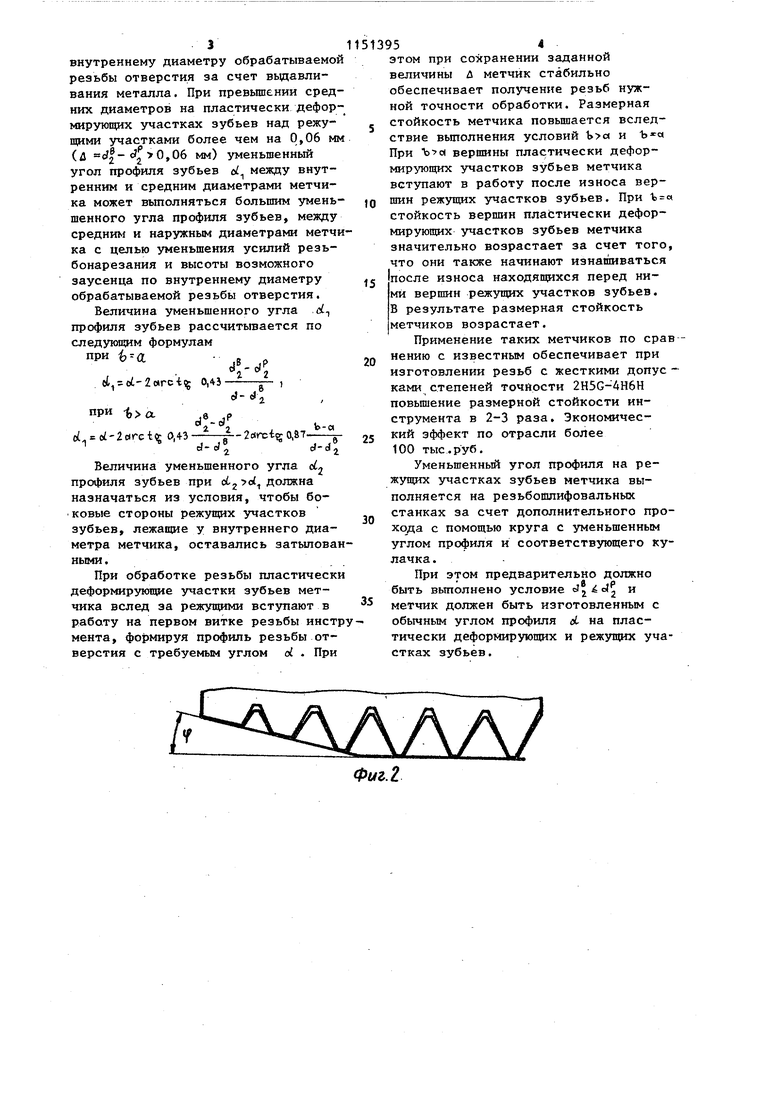
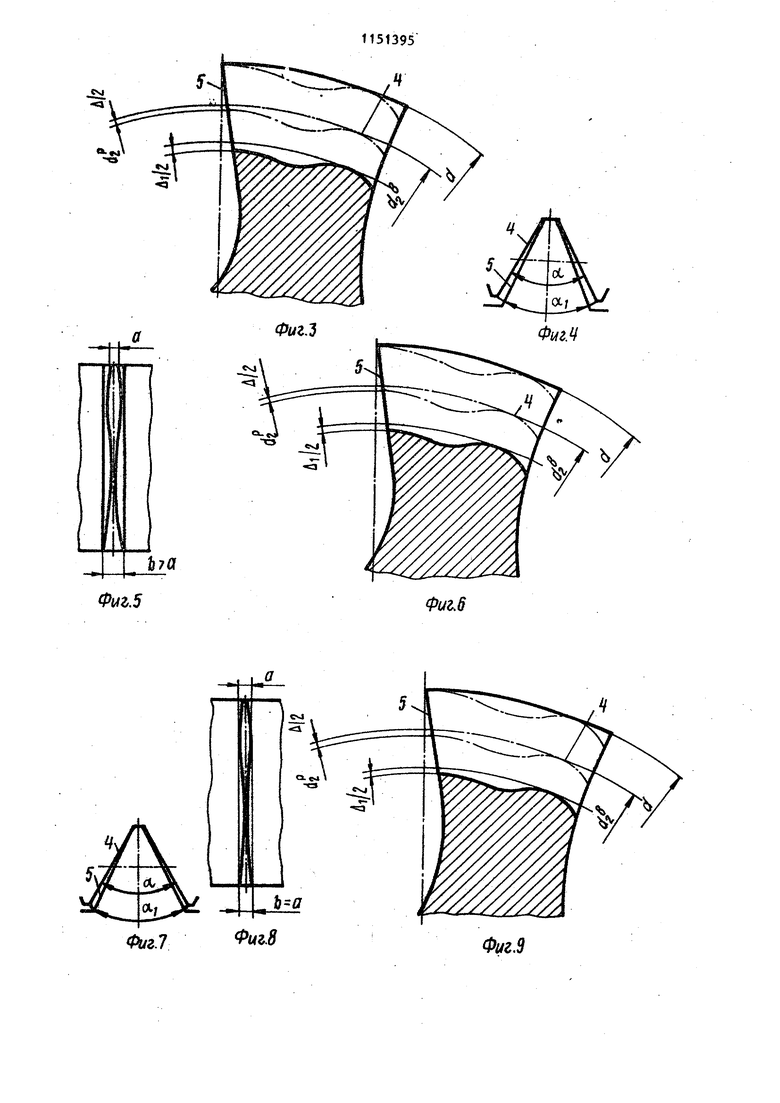
На фиг. 1 изображен метчик, общий вид , на фиг. 2 - перо метчика, вид со стороны передней поверхности на фиг. 3-5 - соответственно вид сбоку, спереди и сверху на калибрующий зуб; на фиг. 6-8 - соответственно вид сбоку, спереди и сверху на калибрующий зуб, у которого ширина режущего участка при вершине равна ширине пластически деформирующего участка (1; о) ; на фиг. 9-11 соответственно вид сбоку, спереди и сверху на калибрующий зуб, у корого ширина режущего участка при вершине больше ширины пластически деформирующего участка, а уменьшенный угол профиля на режущем участке между внутренним и средним диаметрами больше уменьшенного угла профиля между средним и наружным (d диаметрами метчика.
Метчик состоит из заборного конуса 1, калибрующей части 2 и хвостовика 3. Пластически деформирующие участки 4 на зубьях метчика по среднему диаметру ( 2 ) выполняются вьш1е режущих участков
d d, -d
5 (с/р на величину
Угол
профиля на режущих участках зубьев () вьтолняется меньше угла профиля d, на пластически деформирующих участках зубьев. Величина Д, от которой зависит точность наре- . зания резьб данными метчиками, должна оставаться без изменений при уменьшении угла профиля на режущих участках зубьев. У метчиков с мелкими шагами резьбы угол профиля на режущих участках зубьев уменьшают до значений,- при которых ширина режущих участков зубьев при вершине на калибрующей части становится больще ширины пластически деформирующих участков зубьев, (фиг.3У метчиков с крупными шагами резьбы выполняют Ъ с (фиг. 6-8) с тем, чтобы Не вызывать значительного превышения 4 л иад д, которое может приводить к образованию заусенца по
3
внутреннему диаметру обрабатываемой резьбы отверстия за счет вьщавливания металла. При превьшении средних диаметров на пластически деформирующих участках зубьев над режущими участками более чем на 0,06 мм (Д 0,06 мм) уменьшенный угол профиля зубьев oL между внутренним и средним диаметрами метчика может выполняться большим уменьшенного угла профиля зубьев, между средним и наружным диаметрами метчика с целью уменьшения усилий резьбонарезания и высоты возможного заусенца по внутреннему диаметру обрабатываемой резьбы отверстия.
Величина уменьшенного угла d профиля зубьев рассчитывается по следующим формулам при г
ci, ot-2«rci 0,43eJ- l
при -(,а
-
b-d
- 2oirci5 0,87.
с( oi-2ctret 0,43 cJ-0«
rf-d.
Величина уменьшенного угла dj профиля зубьев при cL о должна назначаться из условия, чтобы боковые стороны режущих участков зубьев, лежащие у внутреннего диаметра метчика, оставались затьшованными.
При обработке резьбы пластически деформирующие участки зубьев метчика вслед за режущими вступают в работу на первом витке резьбы инстру мента, фо змируя профиль резьбы отверстия с требуемым углом d . При
513954
этом при сохранении заданной величины л метчик стабильно обеспечивает получение резьб нужной точности обработки. Размерная стойкость метчика повьш1ается вследствие вьшолнения условий Ъхя и При Ъй вершины пластически деформирующих участков зубьев метчика вступают в работу после износа вершин режущих участков зубьев. При .« стойкость вершин пластически деформирующих участков зубьев метчика значительно возрастает за счет того, что они также начинают изнашиваться после износа находящихся перед ними вершин режущих участков зубьев. В результате размерная стойкость метчиков возрастает.
Применение таких метчиков по сравнению с известным обеспечивает при изготовлении резьб с жесткими допус ками степеней точности 2H5G-4H6H повьш1ение размерной стойкости инструмента в 2-3 раза. Экономический зффект по отрасли более 100 тыс.руб.
Уменьшенный угол профиля на режущих участках зубьев метчика выполняется на резьбоюлифовальных станках за счет дополнительного прохода с помощью круга с уменьшенным углом профиля и соответствующего кулачка .
При этом предварительно должно быть вьтолнено условие J d и метчик должен быть изготовленным с обычным углом профиля d- на пластически деформирующих и режущих участках зубьев.
Фиг.5
Фиг,6
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1983 |
|
SU1134322A2 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик | 1980 |
|
SU979046A1 |
| МЕТЧИК | 2000 |
|
RU2185938C1 |
| Метчик | 1986 |
|
SU1371811A2 |
| Метчик | 1984 |
|
SU1279764A1 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| МЕТЧИК | 2001 |
|
RU2198074C2 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Метчик | 1987 |
|
SU1516207A1 |
1. МЕТЧИК с режущими и пластически деформирующими участками зубьев, расположенными на каждом зубе последовательно по ширине пера, начиная от передней грани, о тличающийся тем, что, с целью повьшения стойкости, угол профиля на режущих участках зубьев выполнен меньше угла профиля на пластически деформирующих участках зубьев, а щнрина режущих участков зубьев при вершине на калибрующей части выполнена больше или равной ширине пластически деформирующих участков зубьев. 2. Метчик по п. 1, отличающийся тем, что, с цепью уменьшений усилий резьбонарезания и высоты возможного заусенца при увеличенной разнице между средними диаметрами на пластически деформирующих и режущих участках зубьев, угол профиля зубьев между внутренним; .и средним диаметрами метчика выполнен больше угла профиля зубьев между средним и наружным диаметрами (Л метчика. сд со со ел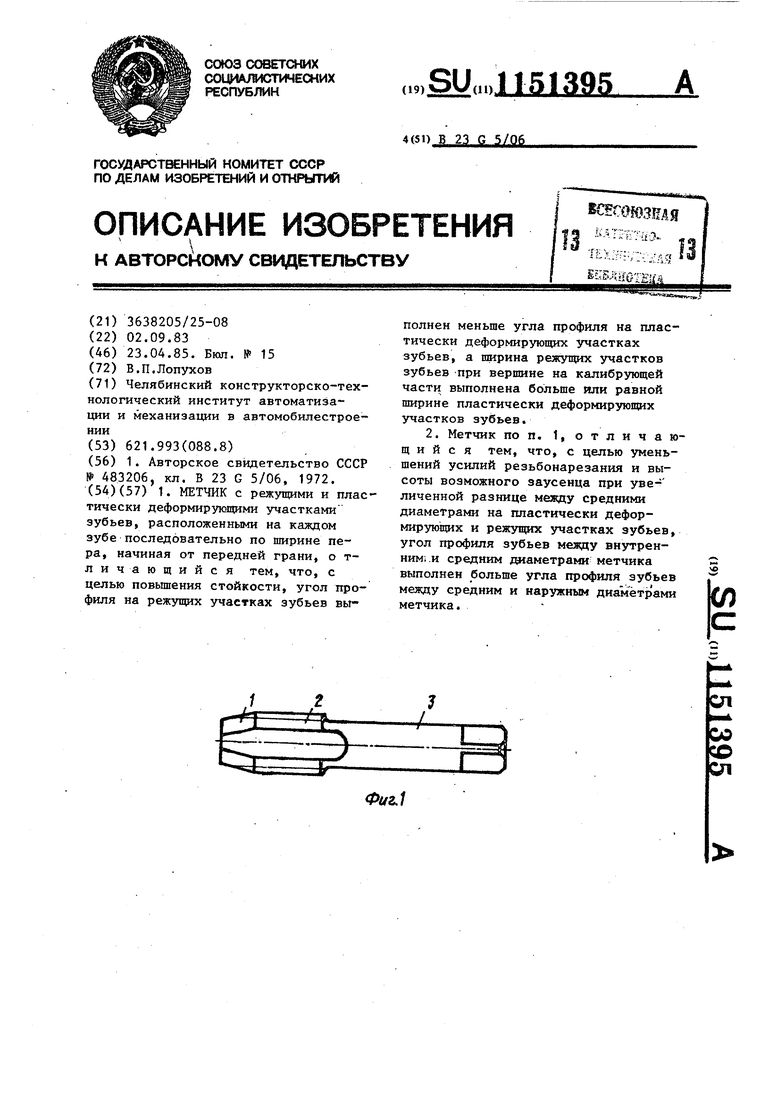
Фиъ.8 Фиг Фиг.9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Метчик | 1972 |
|
SU483206A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
