Изобретение относится к области металлообработки, а именно к изготовлению резьб метчиками (преимущественно гаечными) методом резания, и может быть использовано для повышения точности образования резьб, главным образом в деталях со сквозными отверстиями.
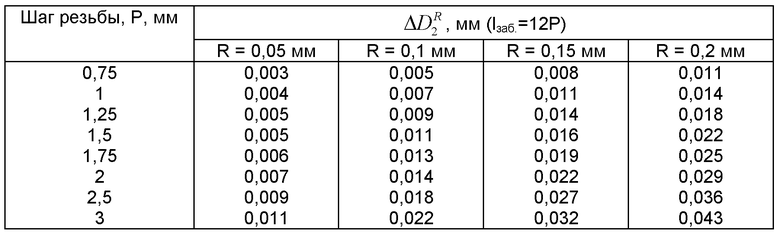
Известно, что сочетание обратной конусности по резьбе метчиков с зубьями заборной части вызывает в обрабатываемых отверстиях увеличение углов профиля резьбы. Это происходит потому, что режущие зубья заборной части, увеличивающиеся по высоте в направлении калибрующей части, одновременно уменьшаются по ширине при наличии обратной конусности по резьбе. Увеличение углов профиля резьбы отверстий вызывает увеличение их собственно среднего диаметра, т. е. ухудшение точности резьбонарезания. Наиболее сильно это проявляется применительно к работе гаечными метчиками, у которых заборная часть (lзаб) выполняется удлиненной, равной, как правило, не менее 12 шагам резьбы. Для наглядности приращения ΔD
Сопоставление ΔD
Известны конструкции метчиков, содержащие заборную часть, переходной участок и калибрующую часть, у которых зубья заборной части выполнены с уменьшенным углом профиля и расположены на обратном конусе, а зубья переходного участка, окончательно формирующие профиль резьбы отверстий, расположены на прямом конусе (см. авт. св. СССР 984751 по кл. В 23 G 5/06 и 1389955 по кл. и 23 G 5/06). Уменьшение углов профиля зубьев на заборной части этих метчиков может уменьшать углы профиля изготовляемой ими резьбы.
Известна также конструкция метчика, содержащая заборную и калибрующие части, обратную конусность по резьбе и зубья с уменьшенным углом профиля по всей резьбовой длине инструмента (см. книгу "Инструмент резьбонарезной и резьбонакатной для метрической резьбы". - ч. II. - М., НИИТавтопром, 1972. - С. 38-40), выбранная в качестве прототипа, которая формирует угол профиля резьбы отверстий зубьями с уменьшенным углом профиля. При этом половины углов профиля зубьев связаны определенной зависимостью с обратной конусностью по резьбе и длиной заборной части метчика.
Недостатком прототипа является невозможность его использования для уменьшения вышеуказанных значений увеличенного угла профиля резьбовых впадин отверстий и вытекающей из этого нежелательной величины ΔD
Задачей настоящего изобретения является повышение точности резьбонарезания метчиками через устранение или значительное уменьшение увеличенных углов профиля резьбовых впадин отверстий.
Для решения этой задачи у метчика, содержащего заборную и калибрующие части, обратную конусность по резьбе и зубья с уменьшенным углом профиля, половины углов профиля зубьев на заборной части выполнены уменьшенными по сравнению с зубьями калибрующей части на величину, определяемую по формуле: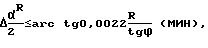
а средний диаметр резьбы на зубьях заборной части выполнен заниженным на величину
ΔD
где R - обратная конусность по резьбе метчика,
ϕ - угол заборной части метчика,
lзаб - длина заборной части метчика.
Уменьшение половин углов профиля зубьев и среднего диаметра резьбы на заборной части метчика по предложенным выражениям устраняют ухудшения точности резьбонарезания и связанной с ней размерной стойкости, образующихся по указанным причинам.
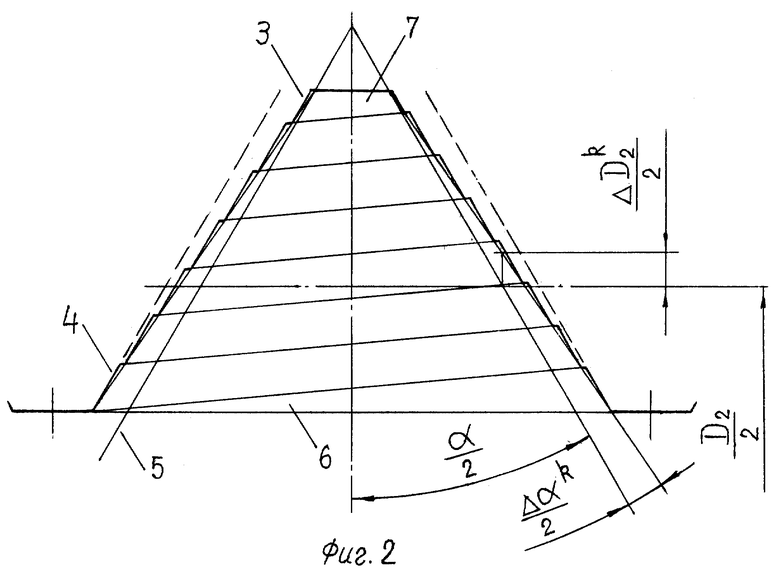
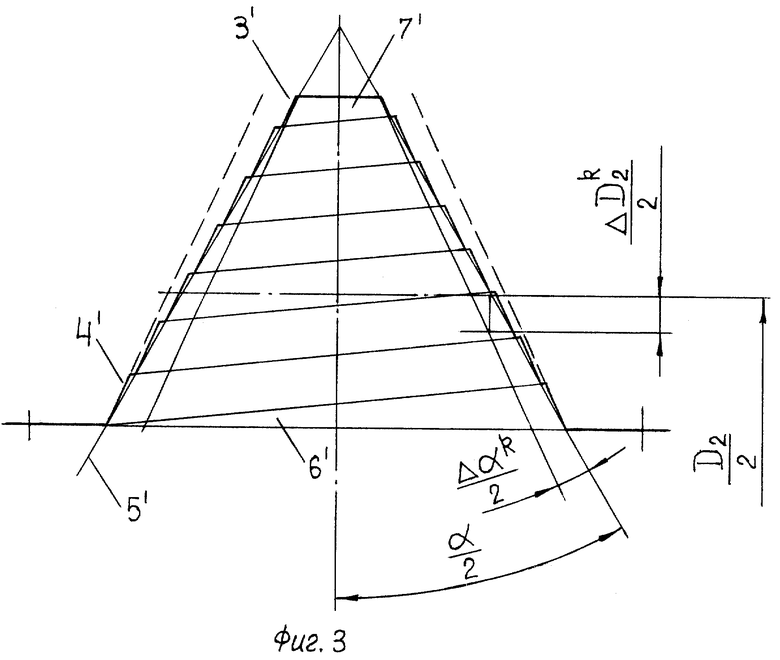
На фиг.1 показана конструкция заборной (режущей) части метчика; на фиг.2 - схема резания и профиль резьбы отверстия, вырезаемого зубьями обычного метчика; на фиг. 3 - схема резания и профиль резьбы отверстия, вырезаемого зубьями метчика предлагаемой конструкции.
Метчик содержит калибрующую часть 1 и заборную (режущую) часть 2 (lзаб) с зубьями уменьшенного угла профиля. Калибрующая и заборная части расположены на обратном конусе. На калибрующей части зубья с уменьшенным углом профиля выполняются в пределах, устанавливаемых стандартами или техническими требованиями. На заборной части угол профиля зубьев и средний диаметр резьбы выполняют меньшими, чем на калибрующей части. На заборной части половины углов профиля зубьев уменьшены на величину  определяемую из соотношения
определяемую из соотношения
а средний диаметр на величину ΔD
ΔD
где R - обратная конусность по резьбе метчика,
ϕ - угол заборной части метчика,
lзаб - длина заборной части метчика.
Совместное влияние обратной конусности по резьбе метчика и зубьев заборной части, ухудшающее точность резьбонарезания, показано схематично на фиг. 2. Цифрами 4, 3, 5 даны соответственно положения первого и последнего зуба заборной части метчика и первого калибрующего зуба, 6 и 7 - участки профиля резьбовой впадины отверстия, вырезаемые первым и последним зубьями заборной части метчика. Указанное совместное влияние увеличивает углы профиля резьбы отверстия по сравнению с углами профиля зубьев метчика  на
на  и средний диаметр резьбы отверстия D2 по сравнению со средним диаметром d2 на зубьях метчика на ΔD
и средний диаметр резьбы отверстия D2 по сравнению со средним диаметром d2 на зубьях метчика на ΔD
Схема резания метчиком предлагаемой конструкции и образуемый профиль резьбовой впадины отверстия изображены на фиг.3, где 4', 3', 5' - соответственно положения первого и последнего зуба заборной части метчика и первого калибрующего зуба, а 6' и 7' - участки профиля резьбы отверстия, вырезаемые первым и последним зубьями заборной части метчика. При этом величина ΔD
Метчики предлагаемой конструкции при наибольших значениях  и ΔD
и ΔD и ΔD
и ΔD
Резьба метчика предлагаемой конструкции может быть изготовлена следующим образом. На всей резьбовой длине инструмента изготовляются зубья, не отличающиеся от зубьев на калибрующей части. Рассчитываются величины  и ΔD
и ΔD уменьшаются половины углов профиля резьбошлифовального круга. Этим резьбошлифовальным кругом шлифуются зубья заборной части метчика с уменьшением ее среднего диаметра резьбы на величину ΔD
уменьшаются половины углов профиля резьбошлифовального круга. Этим резьбошлифовальным кругом шлифуются зубья заборной части метчика с уменьшением ее среднего диаметра резьбы на величину ΔD
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик | 1983 |
|
SU1134322A2 |
| Метчик | 1980 |
|
SU1041244A1 |
| Метчик | 1983 |
|
SU1151395A1 |
| Метчик | 1986 |
|
SU1389955A1 |
| Метчик | 1975 |
|
SU621508A1 |
| Метчик | 1983 |
|
SU1152733A1 |
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик | 1973 |
|
SU484050A1 |
| Метчик | 1990 |
|
SU1738512A2 |
Изобретение относится к области металлообработки, изготовлению резьб преимущественно гаечными метчиками. Метчик имеет заборную и калибрующую части, обратную конусность по резьбе и зубья с уменьшенным углом профиля. Для повышения точности посредством устранения или значительного уменьшения увеличенных углов профиля резьбовых отверстий половины углов профиля зубьев на заборной части выполнены уменьшенными по сравнению с их значениями на калибрующей части на величину, определяемую из приведенного соотношения. При этом средний диаметр резьбы на зубьях заборной части выполнен заниженным на величину, определяемую из приведенного соотношения. 1 табл., 3 ил.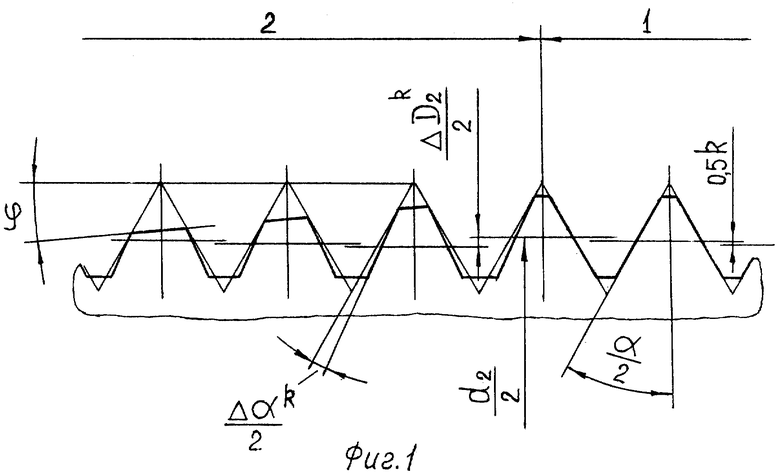
Метчик, содержащий заборную и калибрующую части, обратную конусность по резьбе и зубья с уменьшенным углом профиля, отличающийся тем, что половины углов профиля зубьев на заборной части выполнены уменьшенными по сравнению с их значениями на калибрующей части на величину, определяемую из соотношения: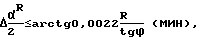
а средний диаметр резьбы на зубьях заборной части выполнен заниженным на величину
ΔD
где k - обратная конусность по резьбе метчика;
ϕ - угол заборной части метчика;
lзаб - длина заборной части метчика.
| Метчик | 1986 |
|
SU1389955A1 |
| Метчик | 1980 |
|
SU984751A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| Агрегат для строительства тоннелей со сборной обделкой | 1983 |
|
SU1090875A1 |
| ФРУМИН Ю.Л | |||
| Высокопроизводительный резьбообразующий инструмент, М.: Машиностроение, 1977, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

