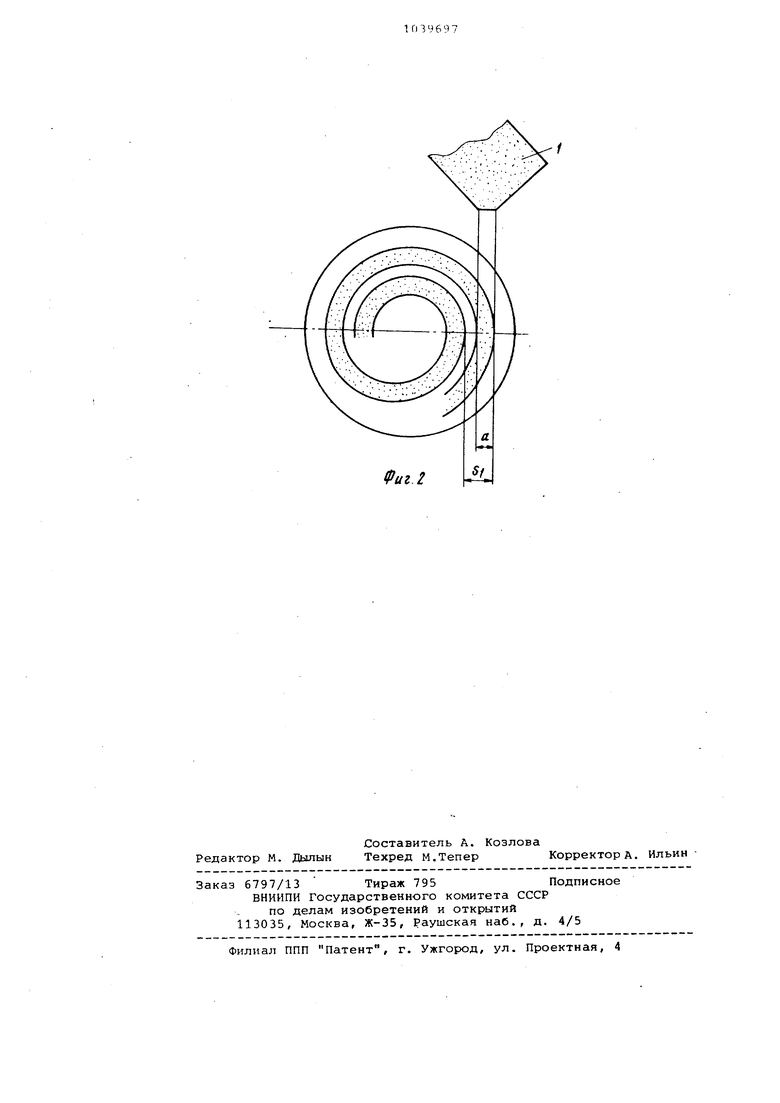
Изобретение относится к абразивной обработке хрупких материалов и может быть использовано в оптикомеханической промышленности при шли фовании и полировании асферических поверхностей оптических деталей. Известен способ обработки оптических поверхностей инструментом, содержащим концентрично расположенные абразивные элементьа с различной зернистостью, выступающие один отно сительно другого и установленные на шпинделе, ось которого располагают под углом к оси вращения обрабатыва мой детали Ij . Недостатком этого способа является низкое качество обработки поверхности, связанное с тем, что абразивные зерна большей зернистости выпадая в процессе шлифования из Iсвязки инструмента, могут попадать в зону обработки поверхности инстру ментом с меньшей зернистостью, нано ся царапины, выколки и другие дефекты. Другим недостатком этого спо соба является невысокая точность фо мообразования. Целью изобретения является повышение качества обработки поверхност детали и точности формообразования. Цель достигается тем, что соглас но способу обработки поверхностей o тических деталей инструментом, уста новленным на шпинделе под углом к оси детали и содержащим концентричн расположенные абразивные элементы с различной зернистостью, выступающие один отьюсительно другого, обработк ведут кругом с элементами одинаковой ширины и диаметром каждого последующего, составляющего 1,2 + 2,5 диаметра предыдущего, а перемещение его вдоль обрабатываемой поверхност осуществляют с подачей 1,0 2,0 мм/мин, при этом зернистость элементов определяют по следующей зависимости R (О,Обо + 1,5) Кср, где D - средний диаметр алмазного зерна основной фракции, R - требуемая шероховатость обработанной поверхности детали/ kgp- ртношение величины микронеровностей обработанной поверхности детали, изготовленной из стекла любой марки, к величине микронеравностей поверхности . детали, изготовленной из стекла марки К8. На фиг 1 представлена схема pea лизации способа; на фиг. 2 - схема, поясняющая выбор подачи инструмента. Шлифовальный круг с элементами 1, 2 и 3 одинаковой ширины с и диаметрами D,, D , D устанавливают под углом oi к оси вращения детали 4,Выбор диаметров элементов осуществляется в зависимости от формы обрабатываемой поверхности с учетом обязательного обеспечения их одновременного контакта с поверхноЪтью. Диаметр каждого из последующих элементов составляет 1,2 - 2,5 диаметра предыдущего. В процессе работы абразивные элементы изнашиваются. При этом на каждом из них образуется кромка, по которой происходит контакт элементов с поверхностью обрабатываемой детали. Ширина этой кромки (а) обуславливает выбор подачи 5 при перемещении инструмента вдоль обрабатываемой поверхности детали. За один оборот детали перемещение инструмента S должно быть меньше ширинв ревущей кромки g , в противном случае поверхность будет обрабатываться неполностью, ухудшится ее качество. Траектория движения кромок каждого элемента по обрабатываемой поверхности представляет собой Архимедову спираль. Подачу круга выбирают таким образом, чтобы шаг спирали был меньше ширины кромки элемента, что обеспечивает минимум макроот-клонений поверхности и высокое ка-, . чество ее обработки. Предложенный способ обработки асферических поверхностей деталей предусматривает использование в качестве абразивных элементов алмазосодержащего проката. Алмазосодержащий прокат заданной толщины изготавливается в виде листов (полос) любых.размеров и характеристик. Вырубая из них элементы требуемого диаметра и закрепляя их на оси в определенной последовательности, образовывают торцевой сборный шлифовальный круг. Образованный таким образом круг, содержащий 2-4 элемента с уменьшающейся зернистостью алмазов, обеспечивает возможность получения заданной шероховатости из любой исходной шероховатости обработанной детали. Пример. Обрабатываемая деталь из стекла марки К8 с параболической поверхностью устанавливается на-шпиндель со скоростью вращения 500-1000 об/мин. Исходная шероховатость параболической поверхности соответствует R - 8 мкм. Необходимая шероховатость обрабсртанной поверхности R - 0,40 мкм (Ila класс по ГОСТ 2789-73). Данная шероховатость может быть достигнута после трех переходов обработки. Диаметры элементов вращения со скоростью 60-100 тыс. об/мин выбираются на основании данных, приведенных в табл. 1.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1982 |
|
SU1077771A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ПРЕЦИЗИОННОЙ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ИЗДЕЛИЙ РЕЗАНИЕМ | 1999 |
|
RU2165349C1 |
| Способ обработки оптических деталей | 1981 |
|
SU946888A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ОБРАЗУЮЩИХ НЕПОДВИЖНЫЙ КОНТАКТ | 1994 |
|
RU2049650C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2017 |
|
RU2672973C1 |
СПОСОБ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ инструментом в виде концентрично расположенных абразивных элементов с различной зернистостью, выступающих один относительно другого, при котором деталь и инструмент устанавливают под углом друг к другу и сообщают им относительное перемещение , отличающийся тем, что, с целью повышения качества обработки и точности формообразования абразивные элементы инструмента имеют одинаковую ширину, а диаметр каждого последующего элемента составляет 1,2-2,5 диаметра предыдущего, при этом перемещение инструмента вдоль обрабатываемой поверхности осуществляют с подачей 1,02,0 мм/мин, а зернистость абразивных элементов определяют по следующей зависимости К„ ( 0,06 D + 1,5 Ф L4 D средний размер алмазного где зерна основной фракции/ RV требуемая шероховатость обработанной поверхности детали; с S Хсротношение величины микронеровностей обработанной (Л поверхности детали, изготовленной из стекла любой с марки, к величине микронеровностей поверхности детали, изготовленной из стекла марки КВ. 00 СО о со 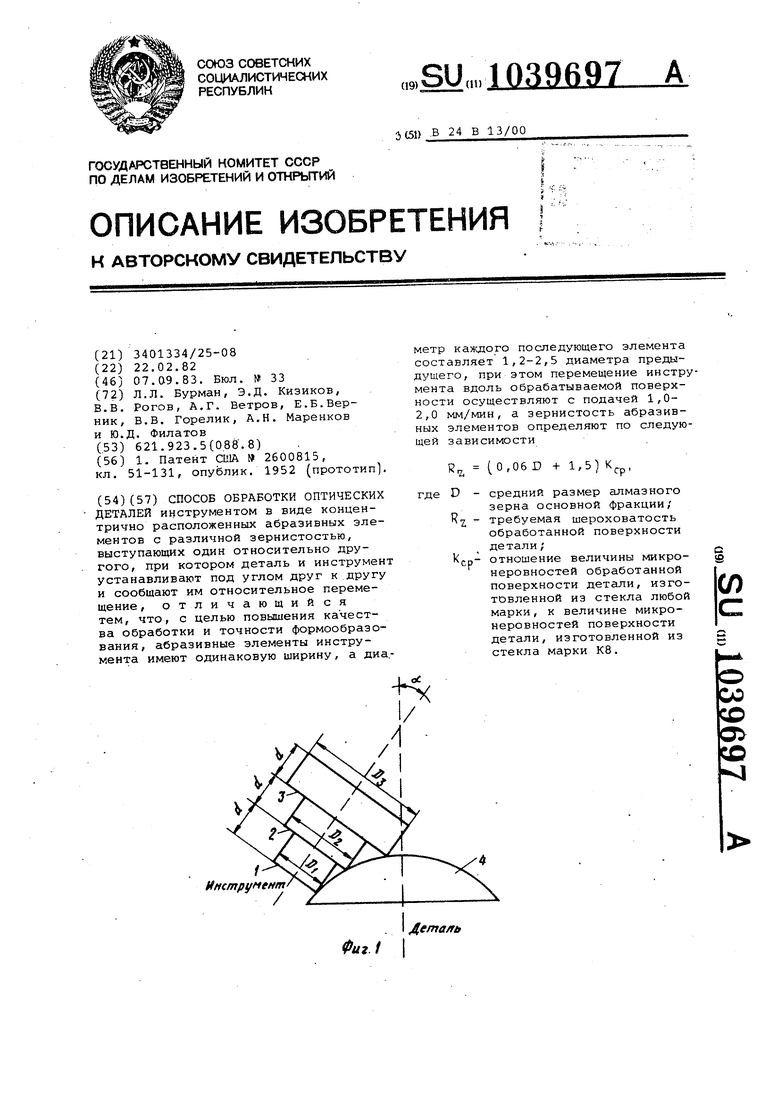
Шероховатость, 3,2 3,0R, мкм Износ кромки алмазоносного слоя после прохождения 100 мм пути при съеме 0,1 мм, мкм Производительность обработки (при постоянной .подаче), 3,5-3,1 3,1мм/минПримечание: Характеристика и Зависимость параметров процесса шлифования от угла наклона шпинде- 30 ля инструмента по отношению к оси :Шероховатость, R, мкм . 5-4 3,2Износ кромки алмазоносного слоя после прохождения 100 мм пути при съеме О,1 мм, мкм 3,7-6,11,0Производительностьобработки (при постоянной подаче), мм/мин 2-34,0Примечание: Характеристика 2,52,5 2,7-2,25 2,5-2,0 2,5 2,3 1,0-1,2 1,6-1,3 4,5-6,0 3,3 4,5-5,0 4,0-5,0 2,0-2,1 D. 10 мм, АСН 28/20струмента:МААС - 300% концентрации. 2 АСН 14/10 - МААС - 300% концентрации. вращения обрабатываемой детали представлена в табл. 2, а от величины по подачи - в табл. 3. Таблица2 2,5 2,5 2,5-2,0 4,2-3,0 1,51,0-1,2 1,1-1,5 1,8-2,0 5,04,5-5,0 4,2-4,3 1,0-4,0 инструмента: D 10 мм, АСН 28/20 МААС - 300% концентрации. Шароховатость обработанной пойерхности, , I мкм 1,6-2,0 2,0Износ KpoiviKM алмазоносного слоя после прохождения 100 мм пути при съеме ОД мм, мкм 3,7-6,1 1,0Примечание. Характеристика
Из данных, приведенных в таОл.1-3 следует, что цель изобретения достигается при таком соотношении диаметров элементов, когда диаметр каждого последующего составляет 1,2 - 2,5 диаметра предыдущего, при угле между осями и.нструмента и детали 22,530,0 и при подаче 1,0 - 2,0 1мм/мин.
Шероховатость обработанной поверхности, R п, мкм
j
Размер алмазного зерна основной фракции, мкм
Принятая зернистость порошка
Установка круга под заданным углом и выбор ширины и диаметров абразивных элементов позволяют обеспечить одновременный контакт всех элементов с- обрабатываемой поверхностью детали. Ступенчатое сошлифол и ц а 3
Т а
При диаметрах элементов, углах и подачах, непопадающих в приведенные ВЕлше интервалы, качество обработанных поверхностей и точностьформообразования ухудшаются.
Зернистости алмазного порошка, из которого изготавливаются круги, приведень в табл. 4.
Таблица4
0,40
8,1 10/7
вывание заданного припуска обеспечивает минимальный износ каждого элемента и значительно повышает размерную стойкость круга, определяя точность формообразования поверхности и ее качество. 2,5 2,5 2,5-3,5 4,0-4,2 1,5 1,0-1,5 1,1-1,5 1,8-2,0 инструмента: Х) 10 мм, АСН 28/20 МААС - 300% концентрации.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ ДЛЯ ОБРАБОТКИ ОЖОГОВ КОЖИ | 2010 |
|
RU2600815C2 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Приспособление для отвешивания жидкости без предварительного определения веса тары | 1925 |
|
SU1952A1 |
