. . 1
Изобретение относится к шлифовальному и полировальному абразивному, например алмазному инструменту.
Известны абразивные ксяипозиции на органических связках, в состав которых введены, например карбиды металлов Vy , v , vi групп периодической систеки, а также нитрида, например нитрид титана, что повышает производительность и износостойкость инструмента 111.
Однако введение указанных материалов вкаучуковые связки незначительно повышает износостойкость инструмента.
Известна также каучуковая связка, включающая полярный каучук, совмещенный с термореактивными и термопластичными смолами, а также пластификаторы, стабилизаторы, вулканизующие добавки, отвердители и нитрид крем-, иия; последний в количестве 30-100 масс.ч на 100 масс.ч каучука V2J.
Однако изготовленный на основе такой связки инструмент, например бруски для хонингования гильз из серого чугуна (НВ196), не может быть принят к внедрению при обработке указанных деталей, так как бруски имеют низкую стойкость из-за того.
что на их поверхность налипает снятый при хонингованйи металл, поэтому они оставляют риски и маз.ки на поверхности обработанных деталей и требуют частой очистки, а достигаемая шероховатость поверхности хоHHHryevBJx деталей при этом ниже требуемой .
Цель изобретения - создание кау0чуковой связки для абразивного инструмента, имеющего высокую износостойкость , обеспечивающего повышение качества обработанных деталей, не требующего периодической очистки его
5 от налипшего металла. .
Поставленная -цель достигается тем, что в приготовленную на вальцах каучуковую связку следующего состава, масс.ч на 100 масс.ч. каучука:
0
Синтетический, бутади100
ен-нитрильный каучук
Связукядее ПБ (пульвер10-20
бакелит)
S
Поливин илхлоридн ая
40-60
смола 15-30
Дибутилфталат
0,5-3,0
Стеарат кгшьция 10-20
Окись цинка
8-12
0
Оки9Ь магния 2,2-дибензтиазолдисульфид (альтакс) 1,5-3,0 Сера°1,5-40 Нитрид кремния25-45 вводят фталоцианин меди в количестве 15-35 масс.ч. на 100 масс.ч. каучука . V Суммарное содержание фталоцианин меди и нитрида кремния составляет 60 масс.ч. Пример. На лабораторных вал цах Л16М изготавливают каучуковую связку следующего состава, масс.ч. на 100 масс.ч. каучука: каучук СКН40С 1,00; связующее ПБ 15; поливинил хлорид 50; дибутилфталат 15; стеара кальция 0,5; белила цинковые сухие 15; окись магния 10; альтакс 2; сера 40. Затем на вальцах в нее вводя фталоцианин меди и нитрид кремния в разных соотношениях. Далее в каждую связку на вальцах вводят алмазы АСО 80/63 50%-ной концентрации и изгота вливают хонинговальные эластичные бруски по обычной технологии. Бруски испытывают в производстве ных условиях на операции окончательн го хонингования гильз двигателя: ма териал гильзы - серый чугун НВ 196. Стойкость инструмента оценивают количеством обработанных гильз при износе алмазоносного слоя бруска на 1. мм, качество - снижением шероховатости обработанной поверхности, отсутствием образования налипов металла на алмазоносном слое бруска в прО цессе хонингования, а следовательно и отсутствием мазков и рисок на обра ботанной детали. Причем при содержании в связках фталоцианина меди 15-35 и нитрида кремния 45-25 масс.ч. на 100 масс,ч каучука износостойкость изготовленных на этих связках брусков наибольшая - 1327-2377 шт. деталей. Наилучший результат по износостойкости достигается при содержании в связке фталоцианина меди и нитрида кремния по 30 масс.ч. на 100 масс.ч. каучука. Алмазные хонинговальные бруски, изготовленные на оптимальных вариантах связок, обеспечивают стабильное снижение шероховатости поверхности обработанных деталей, к ним не налипает снятый металл поэтому они не оставляют на обработанных деталях мазков и царапин и не требуют очистки. Благодаря всем перечисленным достоинствам брусков, изготовленных на оптимальных вариантах связок, они пригодны для работы в автоматическом цикле. При использовании исследованных компонентов в дозировках выходящих за указанные пределы, стойкость алмазоносйого слоя инструмента заметно снижается. Увеличение дозировки фталоцианина меди более 35 масс.ч. на 100 масс.ч., каучука, а нитрида кремния более 50 масс.ч. на 100 масс.ч. каучука представляет технологические трудности, что не позволяет равномерно распределить эти компоненты в связке при их смешении на вальцах. Уменьшение дозировки фталоцианина меди в каучуковой связке менее 15 масс.ч. на 100 масс.ч. каучука также не оправдывает себя, так как изготовленный на такой связке инструмент имеет низкую стойкость. В отсутствии нитрида кремния каучуковые связки, содержащие фталоцианин меди, и изготовленные на их основе алмазные хонинговальные бруски резко теряют свою стойкость. В свою очередь, бруски, изготовленные на каучуковой связке в отсутствии фталоцианина меди и содержащие нитрид кремния в количестве 50-60 . масс.ч. на 100 масс.ч. каучука, при хонинговании труднообрабатываемых материалов, например серого чугуна твердостью НВ 196, имеют на поверхности налипы снятого металла, оставляют на обработанных деталях мазки и царапины, требуют частой очистки, что делает их непригодными. В каучуковых связках абразивного инструмента, особенно при использовании его для обработки труднообрабатываемых материалов, применение фталоцианина меди совместно.с нитридом кремния в оптимальном соотношении позволяет устранить указанные недостатки. Приводят также сопоставительные испытания по стойкости хонинговальных брусков на каучуковой связке, изготовленной по наилучшему варианту, и хонинговальных брусков на такой же каучуковой связке, но содержащей взамен фталоцианина меди такие антифрикционные материалы, как графит и дисульфид молибдена. Во всех исследованных связках нитрид кремния берут в количестве 30 масс.ч. на 100 масс.ч. каучука, все антифрикционные наполнители - в одинаковых объемах. Износостойкость хонинговальных брусков, изготовленных на связках содержащих графит и дисульфид молибдена, в 2-3,4 раза ниже, чем у хонинговальных брусков, изготовлен({ых на связке по наилучшему варианту. Таким образом, из антифрикционных материалов для абразивного инструмента на каучуковых связках наилучшие результаты дает применение фталоцианина меди в сочетании с нитридом кремния, взятых в оптимальном соотношении, масс.ч. на 100 масс.ч. каучука: фталоцианин меди 15-35, нитрид кремния 45-25.
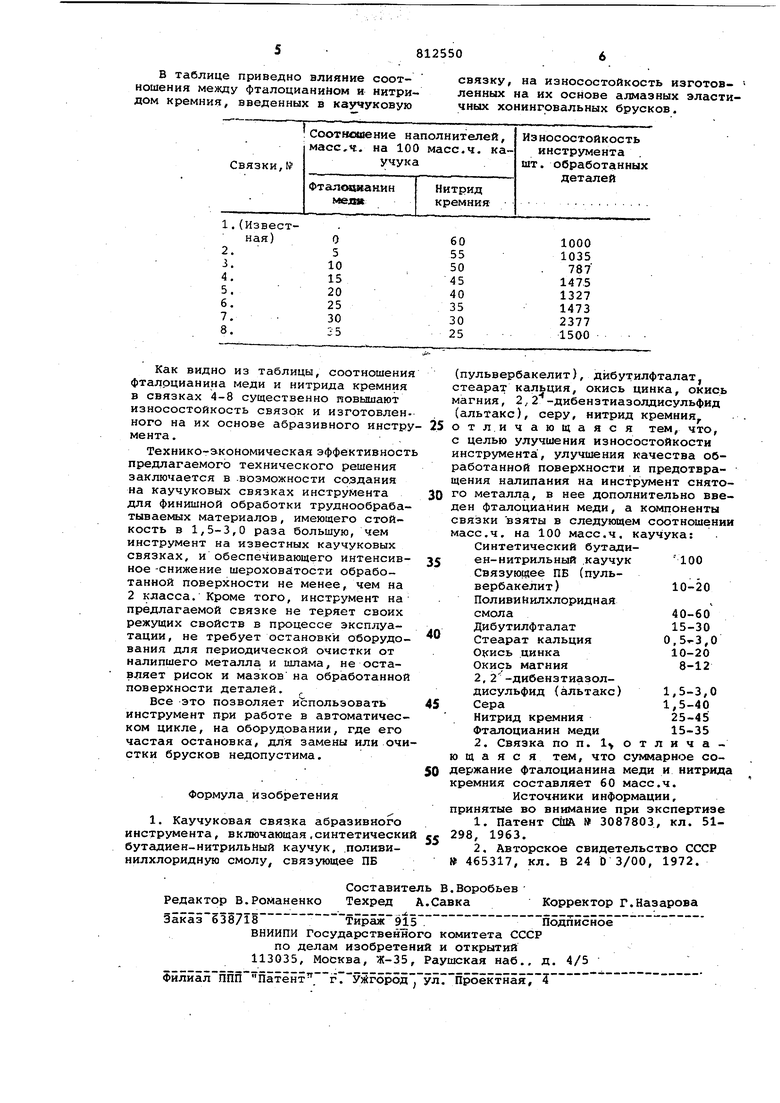
В таблице приведно влияние соотношения между фталоцианиМом и нитридом кремния, введенных в каучуковую
связку, на износостойкость изготов- ленных на их основе алмазных эластичных хонинговальных брусков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая связка для абразивного инструмента | 1983 |
|
SU1087320A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| Алмазный инструмент | 1983 |
|
SU1114540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА | 1992 |
|
RU2071908C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1349982A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
