112
Изобретение относится к изготовлению абразивного инструмента.
Цель изобретения - повьппение качества инструмента путем увеличения адгезионной связи частиц абразива и СВЯЗКИ) обеспечение равномерного их распределения в объеме абразивной массы.
Цель достигается тем, что при изготовлении рабочего слоя инструмент та в качестве абразива используют синтетические алмазы, компоненты связки перед перемешиванием намагничивают берут компоненты связки с размерами частиц 1,8-2,5 раза больше размера частиц абразива, при этом выдерживается условие
1,0
2,0,
Где Н - количество компонентов связкиь - количество абразивных часТИЦь
П р им е р. Компоненты свйзки Ml (20% Sn и 80% Си) просеивают через сита с размером ячеек в свету от 20 до 63 мкм. Изготавливают инструменты зернистостью АСН14/10-АЧН28/20. Алмазные порошки зернистойтью 14/10 перемешивают с шихтой размером 20- 40 iMKMj 20/14 с размером 20-50 мкм;
14/10
11
20 25 30 40
11
20 25 30
0,100,125
1,25 0,10-0,120,16
1,57 0,10-0,120,16
1,88 0,12-0,140,10
s
0 5
0
5
0
772
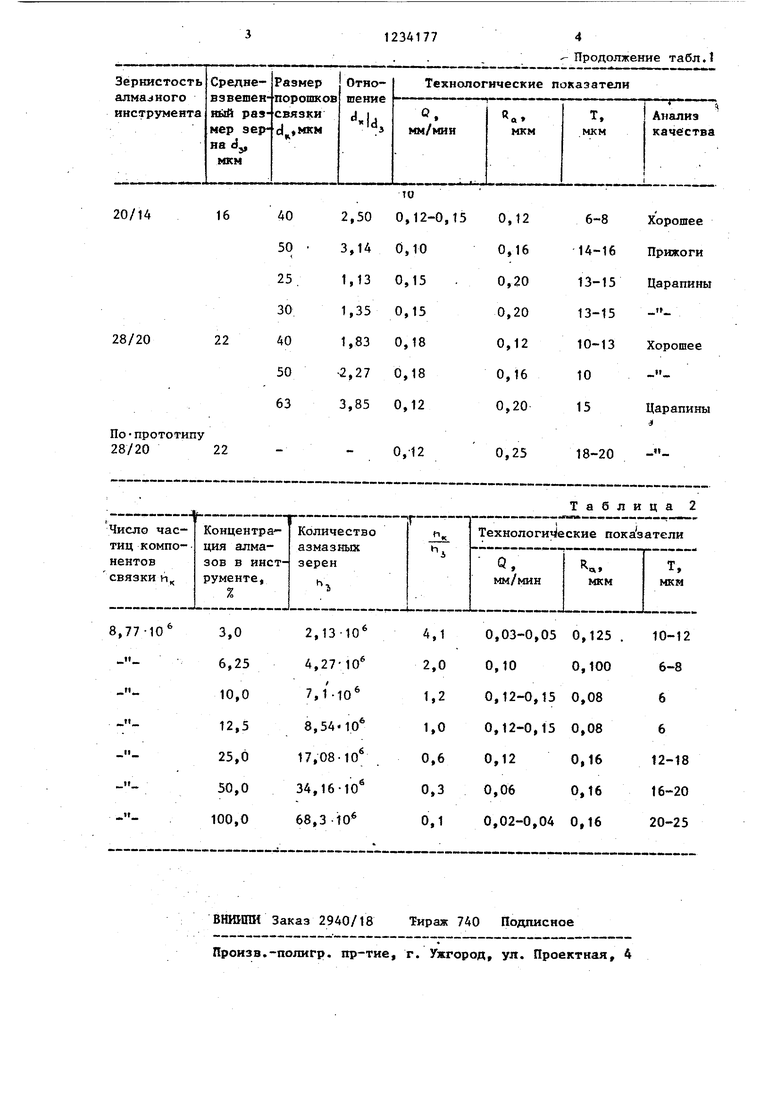
28/30 с размером 25-63 мкм. Перемешивание осуществляют в течение 5 мин в аппарате мод, ПА-100, В рабочую емкость загружают ферромагнитные стержни 2 мм длиной 15 мм, изогнутые под углом 90-150°. Туда же помещают :компоненты ишхты, предварительно намагниченные, идущие на изготовление 100 шт, алмазных таблеток АТб 10x3. При испытаниях используют компоненты связки и абразив в количестве и с размерами частиц согласно изобретению. Результаты испытаний приведены в табл. 1 и 2 в которых даны зависимости технологических показателей процесса обработки деталей при различных соотношениях .(h (табл.2) и (табл.1) где размер частиц связки dj - размер частиц абразива. На основании проведенных исследований установлено, что, применяя шихту алмазоносного инструмента с размером зерен компонентов равным 1,83-2,5 размеров зерен абразива и в количестве определяемом указанным соотношением, можно на 20-25% повысить производительность процесса тонкого шлифования, на 1 класс повысить шероховатость обработанной поверхности и на 30-40% снизить величину разрушенного слоя.
Т а б л и ц а 1
Царапины Прижоги Царапины Хорошее
Продолжение табл.1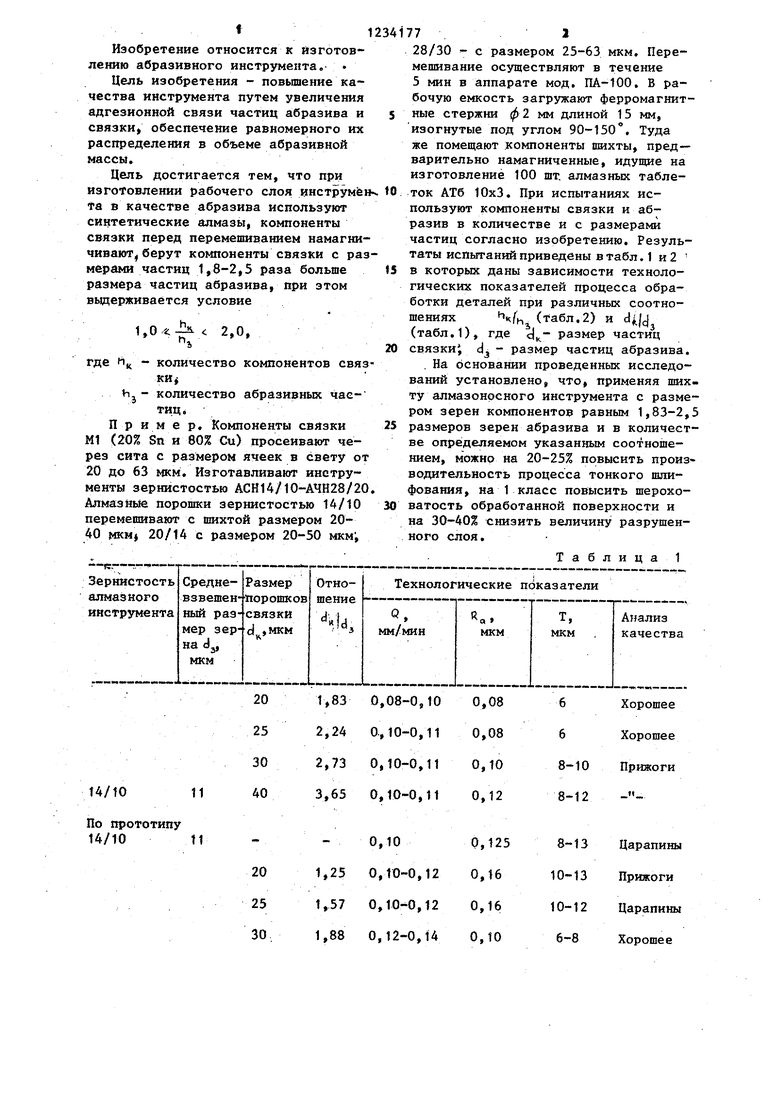
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1991 |
|
SU1815196A1 |
| Способ получения порошка для магнитно-абразивной обработки | 2020 |
|
RU2749789C1 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ ДЛЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2011 |
|
RU2523859C2 |
| Масса для изготовления абразивного инструмента | 1987 |
|
SU1495098A1 |
| Связка на основе высокоэнтропийного сплава для изготовления алмазного инструмента | 2024 |
|
RU2835270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1992 |
|
RU2043911C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| Способ изготовления рабочего слоя абразивного инструмента | 1984 |
|
SU1187971A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
