Известен станок для намотки изделий, нанример трансформаторов, сопротивлений и др., тончайшим проводом в стеклянной и эмалевой изоляции, с раскладочным устройством, выполненным в виде трех роликов, оси которых расположены на разных уровнях.
Описываемый станок, по сравнению с известным, позволяет автоматизировать операцию многослойной намотки проволоки на изделие.
Особенность станка заключается в том, что в нем применена система из ведущего ролика, ведомой рейки и двух попеременно включающихся электромагнитов, сообщающих рейке и неподвижно закрепленному на ней раскладочному устройству возвратно-поступательное движение.
Для плавной регулировки щага рядовой намотки в станке применены фрикционный редуктор и коробка скоростей, а для предотвращения при намотке излома изоляции - электропечь.
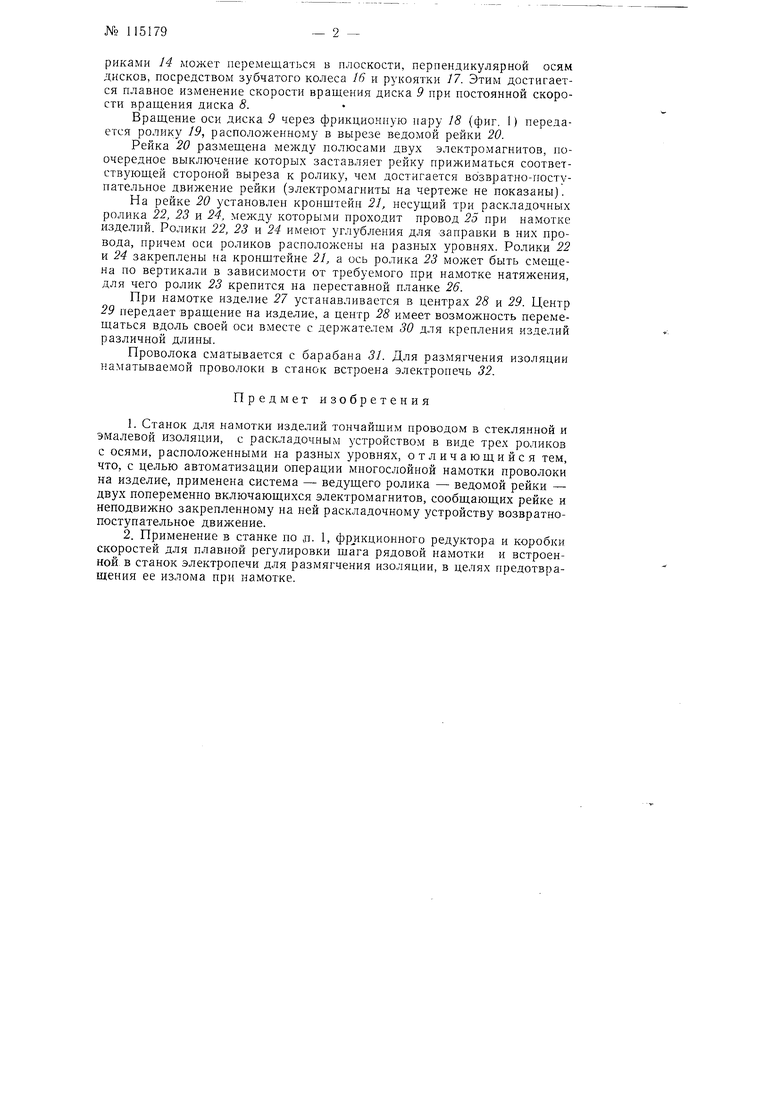
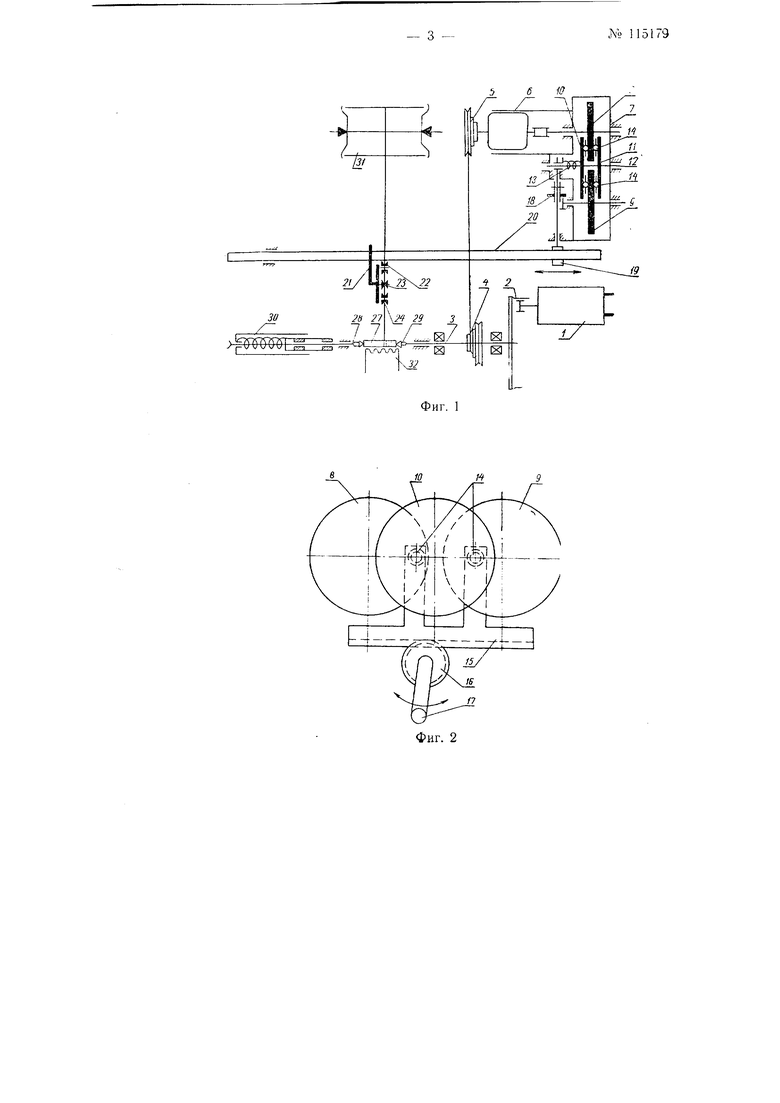
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - схема регулировочного устройства коробки скоростей; на фиг. 3 - схема раскладочного устройства.
На панели станка расположен электродвигатель /, передающий вращение через фрикционную передачу 2 валу 3, на котором закреплен трехступенчатый шкив 4. От щкива 4 вращение передается на такой же Шкив 5, приводящий в движение через редуктор 6 коробку скоростей 7.
Коробка скоростей состоит из четырех дисков 8, 9, 10 и 7/, из которых диски S и 5 вращаются ,в одной плоскости между диска.мп 10 и //, расположенными на общей оси 12.
Диск П жестко закреплен на оси, а диск 10 имеет возможность перемещения вдоль оси. Под действием пружины 13 диски 10 и // прижимаются к шарикам 14, свободно вращающимся в отверстиях каретки 15, нижняя часть которой выполнена в виде рейки. Каретка /5 вместе с ща№ 115179
риками 14 может перемещаться в плоскости, перпендикулярной осям дисков, посредством зубчатого колеса 16 и рукоятки 17. Этим достигается плавное изменение скорости вращения диска 9 при постоянной скорости вращения диска 8.
Вращение оси диска 9 через фрикционную пару 18 (фиг. 1) передается ролику 19, расположенному в вырезе ведомой рейки 20.
Рейка 20 размещена между полюсами двух электромагнитов, поочередное выключение которых заставляет рейку прижиматься соответствующей стороной выреза к ролику, чем достигается возвратно-поступательное движение рейки (электромагниты на чертеже не показаны).
На рейке 20 установлен кронщтейп 21, несущий три раскладочных ролика 22, 23 и 24, между которыми проходит провод 25 при намотке изделий. Ролики 22, 23 и 24 имеют углубления для заправки в них провода, причем оси роликов расположены на разных уровнях. Ролики 22 и 24 закреплены на кронщтейне 21, а ось ролика 23 может быть смещена по вертикали в зависимости от требуемого при намотке натяжения, для чего ролик 23 крепится на переставной планке 26.
При намотке изделие 27 устанавливается в центрах 28 и 29. Центр 29 передает вращение на изделие, а центр 28 имеет возможность перемещаться вдоль своей оси вместе с держателем 30 для крепления изделий различной длины.
Проволока сматывается с барабана 31. Для размягчения изоляции наматываемой проволоки в станок встроена электропечь 32.
Предмет изобретения
1. Станок для намотки изделий тончайшим проводом в стеклянной и эмалевой изоляции, с раскладочным устройством в виде трех роликов с осями, расположенными на разных уровнях, отличающийся тем, что, с целью автоматизации операции многослойной намотки нроволоки на изделие, применена система - ведущего ролика - ведомой рейки - двух попеременно включающихся электромагнитов, сообщающих рейке и неподвижно закрепленному на ней раскладочному устройству возвратнопоступательное движение.
2. Применение в станке по ,п. 1, фрикционного редуктора и коробки скоростей для плавной регулировки щага рядовой намотки и встроенной Б станок электропечи для размягчения изоляции, в целях предотвращения ее излома при намотке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для полуавтоматической намотки проволочных сопротивлений | 1957 |
|
SU120565A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| Устройство для автоматического сверления в шпалах отверстий под наживляемые костыли | 1955 |
|
SU102906A1 |
| ПРИВОД ВРАЩЕНИЯ КОПИРНОГО ШПИНДЕЛЯ СТАНКА ДЛЯ ОБРАБОТКИ КУЛАЧКОВЫХ ВАЛОВ | 1992 |
|
RU2071405C1 |
| Станок для непрерывной намотки нитевидного материала на шпули | 1975 |
|
SU611843A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| ТЕСТОДЕЛИТЕЛЬНАЯ УКЛАДОЧНАЯ МАШИНА | 1997 |
|
RU2127058C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
22
