Изобретение относится к вспомогательному оборудованию прокатных станов, а точнее к устройствам реечного типа для охлаждения и группирования проката на холодильниках, особенно на мелкосортных и трубных прокатных станах.
По основному авт. св. № 507378 известен реечный холодильник с группированием проката, содержащий чередующиеся подвижные зубчатые рейки и неподвижные, имеющие удлиненные плоские концы, плоскости которых наклонены к горизонту и составляют с торцовыми плоскостями, ограниченными высотой зубьев подвижных реек, прямой угол. Угол наклона к горизонту выбирается несколько меньшим угла трения, чтобы не происходило самопроизвольное сползание проката с наклонных поверхностей реек 13.
При таком выборе угла наклона усилие, требующееся для проталкивания всего ряда группируемого проката, сведено до минимума. Плоскости удлиненных концов неподвижных реек составляют с торцовыми плоскостями подвижных реек прямой угол, при этом высота торцовых плоскостей подвижных реек ограничена высотой из зубьев. Наличие прямого угла между наклонной плоскостью неподвижной рейки и торцовой плоскостью подвижной рейки исключает возникновение силы, выталкивающей группируемый прокат кверху.
В Известном реечном холодильнике с группированием проката в случаях, когда отдельные отрезки поступают на холодильник искривленными, при группировании возможно их переплетение, что требует вмешательства рабочего, чтобы перед правкой или резкой устранить это переплетение вручную.
Целью изобретения является повышение надежности группирования проката путем уменьшения проскальзывания при перемещении.
Поставленная цель достигается тем, что в реечном холодильнике с группированием проката каждая вторая подвижная зубчатая рейка снабжена удлиненным концом с плоской рабочей поверхностью, наклоненной к горизонтальной плоскости под углом наклона плоскостей удлиненных концов неподвижных реек, при этом в исходном положении удлиненные концы неподвижных реек расположены вьппе
концов подвижных реек на 2,2-2,31 высоты зуба.
Такое конструктивное выполнение реечного холодильника обеспечит взаимодействие удлиненных плоских концов подвижных реек, торцовых плоскостей этих же реек и плоских удлиненных концов неподвижных реек, при котором величина горизонтального перемещения групируемого проката с проскальзыанием по удлиненным концам неподвижных реек, значительно сокращается за счет того, что удлиненные концы подвижных реек часть горизонтального перемещения проката осуществляют за счет его подъема над неподвижными рейками и переноса в горизонтальном направлении.
Подъем и перемещение в горизонтальном направлении обеспечивается за счет превышения удлиненных гладких концов неподвижных реек над гладкими концами подвижных реек.
На фиг. 1 показан реечный холодильник, продольный разрез; на фиг.2то же, план; на фиг. 3 - 8 - последовательное положение группируемых в пакет отрезков проката.
Реечный холодильник с группированием проката состоит из чередующихся подвижных зубчатых реек 1 с удлиненным концом 2 и неподвижных зубчатых реек 3, имеющих удлиненные плоски концы 4 для размещения на них остывшего проката.
Плоскости удлиненных концов подвижных и неподвижных реек наклонены к горизонту под углом , который выбирается несколько меньшим угла трения, чтобы не происходило самопроизвольное сползание проката по наклонным поверхностям реек. Плоскости У{ диненных концов нег- движных реек составляют с торцовыми плоскостями нечетных подвижных реек прямой угол, . Наличие прямого угла между наклонной плоскостью неподвижных реек и торцовыми плоскостями подвижных реек исключает возможность возникновения силы, выталкивающей группируемый прокат кверху. Плоскости удлиненных концов- подвижных реек и плоскости удлиненных концов неподвижных реек расположены друг от друга на расстоянии 1т которое выбирается из следующих соображений: при рабочем ходе подвижных реек их плоские концы должны выступать над уровнем плоских концов 4 неподвижных реек 3 на такую величину. чтобы перенести прокат не более, чем на расстояние, равное 8, меньшее ег ширины , Величину Н определяют из соотношения И 2h + 2S - с, где Н - величина смещения по высоте плоских концов подвижных ре ек по отношению к неподвижным в исходном (нижнем) положении;К - высота зуба реек; ( - величина понижения зуба, гарантирующая беспрепятственную передачу проката из зуба в зуб; с - превышение гладких концов ПОДВ.ИЖНЫХ реек над глад1 ими концами неподвижных в крайнем верхнем прложенииТюдвижных реек. При этом. С (0,25 - 0,28)h для реечных холодильников с эксцент риковым приводом подвижных реек; - - (0,25 - 0,3)h - это условие обеспечивает перенос проката на расстояние, примерно равное, но не более его ширины с в холодильниках с эксцентриковым приводом подвижных реек. верхний предел величины Н предопределяется в значит-ельной степени масштабным фактором. Так, например, при длине холодильника ®100 м и шири. не 10 м достижимая точность изготов:ления и последующей сборки у заказчи ка подвижных и неподвижных реек нахо дится в пределах +2 мм. В этих условиях ,31h Полностью исключает ся перенос группируемого проката, та как удлиненные плоские концы подвижных реек при их движении не выйдут выше уровня плоских удлиненных концов неподвижных реек. Уменьшение величины Н с учетом приведенных выше допусков до значений, меньших 2,2h приведет к группированию пакета с зазором между профилями проката, т.е. плотный пакет не получится. I.-,,; Устройство работает следующим образом. В исходном положении подвижные зубчатые рейки 1 занимают крайнее нижнее положение.По мере подачи.на холодильник каждого нового отрезка проката подвижные рейки делают оче- редной шаг, перемещая прокат, до полног о заполнения реечного поля (фиг. 3), После этого начинается процесс группирования однослойного пакета перед передачей его на отводящий рольганг. Очерёдным шагом подвижных реек на гладкие удлиненные концы 4 неподвижных реек 3 укладывается отрезок проката (фиг. 4). Следующим шагом одновременно с передачей на гладкие удлиненные концы неподвижных реек одного отрезка проката другой отрезок вначале гладкими Удлиненными концами подвижных реек Ъереносится в положение О , показанное пунктиром на фиг.5, затем подвижные рейки, продолжая свое движение своими торцами проталкивают прокат по гладким удлиненным концам неподвижных реек в положение, указанное на фиг. 5. Затем поступает новый отрезок, а предыдущий отрезок переносится в положение А , а более ранний отрезок в положение d (показано пунктиром на фиг. 6) и затем подвижные рейки, продолжая движение, своими торцами проталкивают отрезки в положение, указанное на фиг. 6. Процесс продолжается до полного заполнения удлиненных гладких концов неподвижных реек. Далее набранный однослойный пакет (фиг. 8) известным способом, например с помощью подъемных передаточных тележек, передается на отводящий рольганг. За каждый цикл работы подвижных реек формируемьп однослойный пакет приподнимается над гладкими удлиненными концами неподвижных реек и переносится (без проталкивания) на величину, несколько меньшую его ширины о , после- чего перенос прекращается, а подвижные рейки, продолжая свое циклическое движение, проталкивают весь пакет еще на небольшую величину (значительно меньшую, чем ширина проката 6 ). Благодаря этому, возможность переплетения искривленных отрезков проката исключается. Предлагаемая конструкция реечного холодильника с группированием проката по сравнению с известными действующими позволяет значительно улучшить условия группирования проката в однослойный пакет.

| название | год | авторы | номер документа |
|---|---|---|---|
| Реечный холодильник с группированием проката | 1974 |
|
SU507378A1 |
| Реечный холодильник с группированием проката | 1981 |
|
SU1138202A1 |
| Устройство для поштучной разборки пакета проката | 1981 |
|
SU1031550A1 |
| Устройство для поперечного перемещения длинномерного проката | 1990 |
|
SU1731323A1 |
| Реечный холодильник | 1986 |
|
SU1395400A1 |
| Устройство для поштучной разборки пакета проката | 1988 |
|
SU1687339A1 |
| Холодильник для проката | 1978 |
|
SU740327A1 |
| Реечный холодильник | 1984 |
|
SU1228934A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Реечный холодильник для проката | 1975 |
|
SU606643A1 |


РЕЕЧНЬЙ ХОЛОДИЛЬНИК С ГРУП1ШРОВАНИЕМ ПРОКАТА по авт. св. № 5,07378, отличающийся тем, что, с целью повьшения надежности, группирования проката путем уменьшения проскальзывания при перемещении, каждая вторая подвижная зубчатая рейка снабжена удлиненным концом с плоской рабочей поверхностью, наклоненной к горизонтальной плоскости под углом наклона плоскостей удлиненных концов неподвижных реек, при этом в исходном положении удлиненные концы неподвижных реек расположены выше концов подвижных реек на 2,2-2,31 высоты зуба.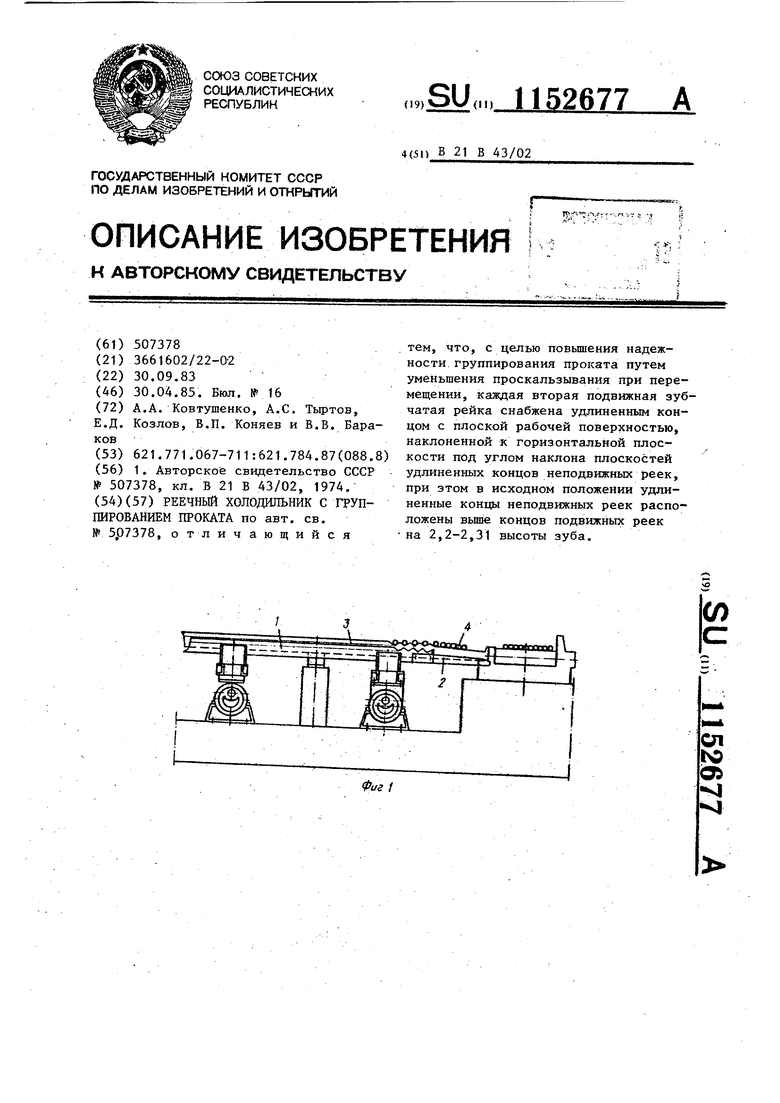
ООЧХ РиеЪ « 2 чг
фае б
г
Фиг. 7
ооооооооог
Фиев
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Реечный холодильник с группированием проката | 1974 |
|
SU507378A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
