Изобретение относится к машиностроению для кожевенной промьгашенности и может быть использовано в деревообрабатывающей промьштенности и в других отраслях, где требуется. резание волокнистых структур. В современном машиностроении известны способы изготовления спираль ных ножей, включающее вальцовку, выгибку и термическую обработку с упрочнением боковых поверхностей D и 2 . Известен также способ изготовле ния спиральных кожевенных ножей методом одностороннего упрочнения передней поверхности {з . Ножи, изготовленные по данной технологии, имеют после термической обрабЬтки механически не обработанную поверхность, качество которой характеризуется шероховатостью поверхности R 5-10 мкм с хаотичным распределением элементов i-мкрорелье фа. При строгании натуральной кожи у ЛИЯ резания спиральными ножами опре
деляются углом подъема винтовой линии ножей, степенью затупления режущей кромки, трением сходящей стружки по передней поверхности и кожи по задней поверхности.
Вследствие наличия на передней поверхности ножей шероховатости с хаотичнь&1 распределением элементов Ю1крорельефа, которьй в основном и определяет формирование профиля режущей кромки ножа, угол подъема винтовой линии на микроучастках во всех точках режущего профиля практически равен конструктивному углу подъема винтовой линии oi . При этом :(словия резания всех точек режущего профиля крошен одинаковы, и незначительное затупление кромки ведет к увеличению усилий резания и, как следствие, к низкой стойкости ножей между переточками при фиксированной твердости режущей кромки.
Цель изобретения - увеличение стойкости ножей.
Поставленная цель достигается тем, что по способу изготовления спиральных ножей строгальных кожевенных машин, включающему раскатку ленты в плоскую спираль, цементацию закалку, отпуск и выгибку ножа после выгибки на передней поверхности нополовина of; об , Участки режувдего профиля с углами подъема, меньшими и большим угла подъема винтовой
линии, следуют друг за другом, причем их размеры соответствуют расстояниям между микронеровностями передней поверхности. Резание обрабатываемого материала осуществляют как первыми,
так и вторыми микроучастками, однако способность режущей кромки дольше сохранять свои режущие свойства определяется в основном микроучастками с углами подъема, меньшими угла
-подъема винтовой линии, поскольку последние имеют лучщие условия резения. При этом процесс резания состо-, ит из чередующихся процессов деформации материала микроучастками с
большими углами подъема неровностей и резания деформированного материала микроучастками с меньщими углами подъема. Оптимальная шероховатость характеризуется зависящим от способа
и режимов обработки статистическим распределением размеров микронеровностей и углов наклона боковых поверхностей рисок к кромке ножа , . i
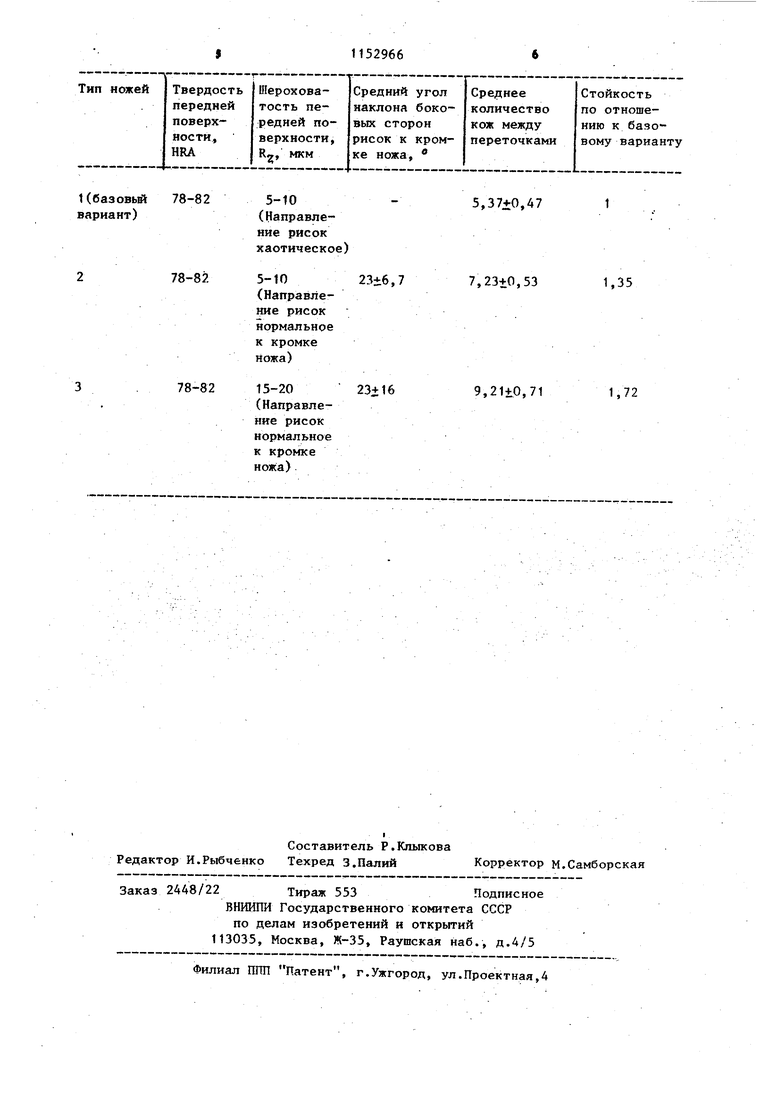
Проводят анализ профиля шероховатости различных пшифованных поверхностей с определением функций cf fCR). Принимая статистическое распределение углов наклона 62 жа создают шероховатость 15 20 мкм нанесением поперечных рисок. При этом используется то обстоятельство, что углы подъема боковых поверхностей рисок микронеровностей при шлифовании передней поверхности лежат в перпендикулярной ей плоскости, в которой находится также конструктивный угол подъема винтовой линии спирального ножа. Таким образом, на режущей кромке ножа образуются микроучастки с различными углами подъема винтовой линии, равными 6, (У 1 г, , , где g - угол наклона боковой поверхности риски к кромке ножа; ей - конструктивный угол подъекй винтовой линии. Поскольку равновероятно появление положительных и отрицательных углов наклона поверхности микронеровностей к кромке ножа, одна половина длины режущего профиля имеет угол подъема винтовой линии )i j « ci , другая нормальным, определяют средний угол наклона и параметры шероховатости шлифованной поверхности. Условием высокой стойкости ножей я ляется oCi с{+ , так как микроучасток режущей кромки с отрицательными углами в работе участия не принимае При 95%-ном уровне достоверности ра боты шкpoкpoмки установлена оптимальная шероховатость шлифованной передней поверхности строгальных ножей с углом подъема винтовой линии ot 23 (минимальным для всех типов строгальных ножей). Минимальному значению угла подъема режущих микро участков eij соответствует средний угол наклона fcp. 1, получаемьй при шероховатости передней поверхности R- 15-20 мкм. При RJ; 20 мкм значение среднего угла увеличивается и появляются отрицательные углы Ы , что ухудшает условия резания. С другой стороны, при R 15 мкм значение среднего угла уменьшается и углы подъема рёжувщх микроучастков { ci,- к - f;) возрастают, что влечет за собой увеличение усилий резания. П р и м е р. Проводят шлифование строгальных ножей по передней поверхности.Ножи предварительно отбирают по твердости упрочненного слоя (HRA 78-82 Шлифование ножей по передней поверхнос ти производят на специальном приспособ лении при следукщих режимах : Скорость резания, м/с8... 12 Глубина резания,м 0,1-0,15 Подача ручная, м/минО,5...6 ПП 250 16 V Абразивньй круг х76 63С40 СМ1 7 К5 Направление пшиНормально к фовальных рисок режущей кромке. Испытавают образец для строг ни бычину среднего развеса в половинках хромового дубления после операции двоения по типовому технологическому процессу обработки кожи, толщина образца 2,3-3,5 мм, влажность 60%, толщина готового продукта 1,6-1,9 мм. Испытания проводят на трех типах ножей. Средний угол наклона боковых сторон рисок определяют по профилограммам. Режимы строгания и заточки ножей по задней поверхности устанавливают одииаковыми для всех вариантов. С каждым вариантом ножей проводят не менее 200 опытов (один опыт заточка ножевого вала и последующее строгание до затупления). 95%-ный доверительный интервал определяют по критерию Стьюдента. Результаты стойкостных испытаний приведены в таблице. Как видно из таблицы, стойкость ножей, зашлифованных на передней поверхности на 70%, выше стойкости ножей без обработки передней поверхности . Экономический эффект от внедрения предлагаемого способа составляет 309 тыс.руб. в год.
вый 78-82 5-10 т)(Направление рисок хаотическое)
78-82 5-10
(Направление рисок нормальное к кромке ножа)
. 78-82 15-20
(Направление рисок нормальное к кромке ножа)
5,37iO,47
23±6,7
7,23+0,53
1,35
23i16
9,21+0,71
1,72
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| Инструмент для механической обработки материалов | 2016 |
|
RU2643994C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| РУЧНОЙ РУБАНОК | 2007 |
|
RU2446043C2 |
| КРУГЛАЯ СТРОГАЛЬНАЯ ПИЛА ДЛЯ ЧИСТОВОГО РЕЗАНИЯ ДРЕВЕСИНЫ | 1998 |
|
RU2149100C1 |
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| Способ строгания кожевенного полуфабриката | 1986 |
|
SU1413136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СТРОГАЛЬНЫЙ РЕЗЕЦ | 2006 |
|
RU2311271C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ НОЖЕЙ СТРОГАЛЬНЫХ КОЖЕВЕННЫХ МА1ШН, включающий раскатку ленты в : плоскую спираль, цементацию, закалку, отпуск и выгибку ножей, отличающийся тем, что, с целью увеличения стойкости ножей, после выгибки на передней поверхности ножа создают шероховатость R , равную 15-20 мкм, нанесением поперечных рисок. S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Экспресс-информация, 1963, 20 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
