&0
IBM&
Изобретение относится к кожевен- rioft промьштенноети, в частности к обработке кожевенного полуфабриката 11|осредством резания винтовыми ножа- йи.
Целью изобретения является повыше- Чие качества строгания.
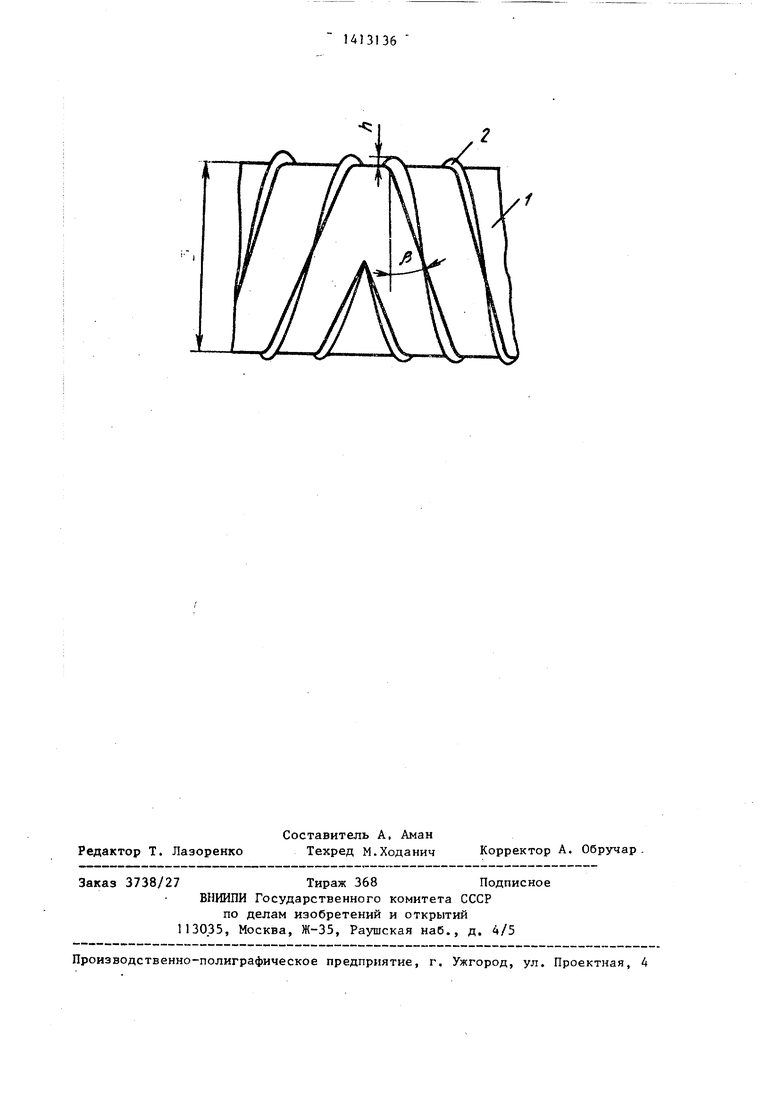
На чертеже схематично изображен 1 абочий вал.
Полуфабрикат перемещают между прижимным и рабочим валами, последний из которых снабжен разнонаправленны- щи винтовьми режущими кромками. При том используют рабочий вал с вин- фовыми кромками 2, угол подъема ко- fopbix изменяется непрерывно по сле- ующей зависимости:
%Л)
(j(R+h)
со R h L
X 30
35
40
линейная скорость точки, находящейся на режущей кромке 25 ножа ,
компонента скорости V., направленная вдоль оси вала; угловая скорость вращения вала; радиус вала; высота ножа; длина вала; угол подъема винтовой линии; координата точки, считываемая от середины зала находяща- яся на режущей кромке ножа;
f(x) - среднестатистическая толщина полуфабриката , вычисленная в точке х; oi, - коэффициент, зависящий от свойств полуфабриката, изменяющийся в диапазоне 0,5-1 .
процессе строгания кожевенного абриката винтовыми ножами он деруется (растягивается) по направ перемещения ножа. Первый нож ирует кажу на величину , втооответственно деформирует на веу 25, соответственно деформация, мер, от 12--го ножа равна 125, волна растяжения перемещается
45
50
55
0
5
0
0
5
0
5
от центра вала к его периферии, дополняясь на ка.чухом участке постоянной деформацией. Для равномерного растяжения кожевенного полуфабриката при строгании предлагается изменить угол подъема винтовой линии ножа,
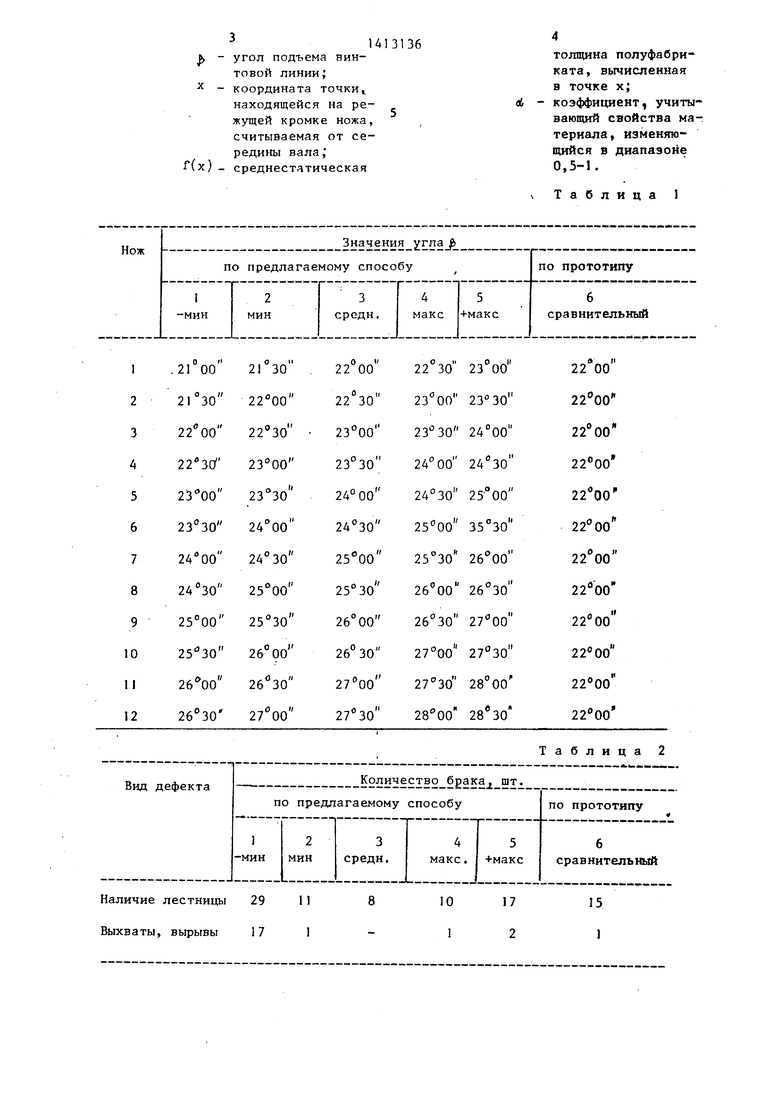
Пример исполнения ножевого вала по предложенному способу представлен в табл 1 .
По предложенному способу было обработано 100 шкур опойка, такое же количество было обработано по способу- прототипу (см.табл. 2).
Как видно из табл. 1 и 2 количество брака при использовании предлагаемого способа снизилось на 50% .
Величина параметра ei, зависит от свойств полуфабриката следующим образом: если полуфабрикат имеет вдоль ножевого вала постоянную толщину, то ,05, если полуфабрикат имеет в середине вала толщину в 1, раза
(и более) больше, чем на краях вала, то 1 .
Формула изобретения
Способ строгания кожевенного полуфабриката, заключающийся в воздействии на него рабочим валом с разнонаправленными от центра к периферии вала винтовыми режущими кромками ножа при перемещении полуфабриката между прижимньЕ и рабочим валом, о т- личающийся тем, что, с целью повышения качества строгания, воздействие на полуфабрикат осуществляют рабочим валом, угол подъема винтовых режущих кромок которого выполнен непрерывно изменяющимся по следующей зависимости:
tg U(
0,5L
jigjy f(0 +1
где У| 6J(R+h) - линейная скорость
точки, находящейся на режущей кромке ножа;
V, - компонента скорости V , направленная вдоль оси вала;
W - угловая скорость вращения вала,
R - .радиус вала;
h - высота ножа;
L - длина вала ,
1413136
угол подъема винтовой линии; координата точки находящейся на режущей кромке ножа, считываемая от се- вала, среднестатическая
толщина полуфабриката, вычисленная в точке х;
коэффициент, учиты- ваюпшй свойства материала, изменяющийся в диапазоне 0,5-1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строгания кожевенного полуфабриката | 1986 |
|
SU1413138A1 |
| Способ изготовления спиральных ножей строгальных кожевенных машин | 1982 |
|
SU1152966A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1998 |
|
RU2174462C2 |
| Устройство для подачи ножа двоильноленточной машины | 1975 |
|
SU551364A1 |
| КРУГЛАЯ ПИЛА ДЛЯ ПРОДОЛЬНОГО СТРОГАНИЯ ДРЕВЕСИНЫ | 1997 |
|
RU2120852C1 |
| РАБОЧИЙ ОРГАН ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 1991 |
|
RU2019939C1 |
| Устройство для исследования процесса резания кожевенного и мехового полуфабриката | 1981 |
|
SU985026A1 |
| РАБОЧИЙ ОРГАН ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 1991 |
|
RU2019938C1 |
| РУЧНОЙ ФУГОВАЛЬНО-РЕЙСМУСОВЫЙ СТАНОК (ВАРИАНТЫ) И РУЧНОЙ РУБАНОК ДЛЯ НЕГО | 2004 |
|
RU2271924C2 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
Изобретение позволяет повысить качество строгания. Полуфабрика перемещается между прижимным и рабочим валами. Строгание осуществляется винтовыми режущими кромками ножа, закрепленного на рабочем валу. Нож выполнен с непрерывно изменяющимся углом подъема винтовых режзтцих кромок по следующей зависимости: tg (x/0,5L) +1, где V, 6J (R+h) - линейная скорость точки, находящейся на режущей кромке ножа, VQ - компонента скорости V ,направленная вдоль оси вала; о) - угловая скорость вращения вала; В - радиус вала; h - высота ножа, Ь - длина вала; л - угол подъема винтовой линии; X - координата точки, находящейся на режущей кромке ножа, считываемая от середины вала, f(x) - среднестатистическая толщина полуфабрика- та, вычисленная в точке х{ об- коэффициент, учитывающий свойства материала, изменяющийся в диапазоне 0,5- 1. I ил, 2 табл. (Л
Наличие лестницы 29 11 Выхвати, вырывы 17 1
Таблица 2
10 1
17 2
15 1
| Бурмистров А.Г | |||
| и др | |||
| Оборудование предприятий по производству кожи и меха | |||
| М | |||
| : Легкая и пищевая промьш- ленность, 1981, с.60-68. |
