Горячекатаные полосы на установках непрерывных листопрокатных станов сматываются в рулоны на моталках, а затем передаются на конвейер для дальнейшей транспортировки. Рулоны устанавливаются на конвейер торцами и поэтому для их передачи от моталок применяются кантователи. Для того, чтобы рулоны не соскакивали с конвейера, оси пх должны располагаться по оси конвейера.
Предлагаемый механизм обеспечивает центрирование рулонов на хоботе кантователя и правильную укладк} рулонов по оси конвейера, расположенного параллельно оси прокатки. Механизм установлен в хоботе люльки кантователя рулонов.
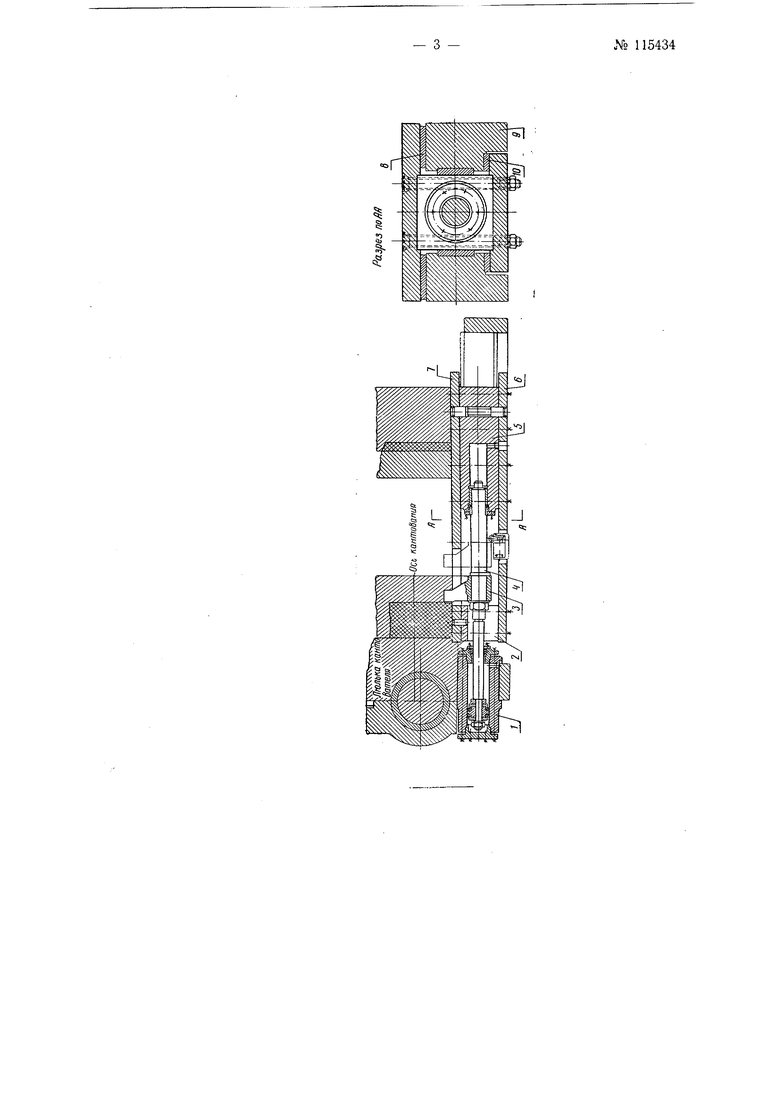
На чертеже показан механизм для центрирования рулонов.
Механизм состоит из двух гидравлических цилиндров 1 и 2, соединенных общим штоком 3, на котором укреплен ползун 4, двух листов 3 и 6 и распорки 7. Гидравлический цилиндр / двустороннего действия закреплен стационарно на люльке кантователя, а гидравлический цилиндр 2 одностороннего действия - между листами 5 и 6, которые связаны между собой распоркой 7. Гидравлический цилиндр 2 вместе с листами 5 и 5 и распоркой 7 может передвигаться по бронзовым накладкам 5 и Р хобота люльки 10 при помоши гидравлического цилиндра /.
Механизм предназначается для центрирования рулонов. имеюш,их одинаковый внутренний диаметр (например, 700 мм) и различные наружные диаметры (например, от 1100 до 1400 мм).
Процесс центрирования рулонов осуществляется следующим образом.
До поступления рулона на люльку кантователя, ползун 4 располагается в исходном крайнем правом положении. После кантователя рулона, находящийся внутри его ползун 4, передвигается гидравлическим цилиндром 2 и прижимает рулон к люльке. В зависимости от наружного диаметра рулона .получается соответствующее перемещение порщпей
,№ 115434
в гидравлических цилиндрах 1 к 2. Затем гидравлический цилиндр 2 запирается, а гидравлический цилиндр / перемещает всю подвижную часть механизма вместе с находящимся на ней рулоном вправо, устанавливая ось рулона по оси конвейера. Благодаря постоянному внутреннему диаметру рулонов, гидравлический цилиндр 2 своим перемещением, при прижатии рулона к люльке, определяет величину перемещения порщня гидравлического цилиндра У с подвижной частью механизма и рулоном вконечное положение, пои котором ось рулона устанавливается по оси конвейера.
Установленный таким образом рулон снимается приемником рулонов с хобота и, после ухода хобота кантователя, опускается на конвейер.
При обратном кантовании люльки подвижная часть механизма под влиянием собственного веса занимает исходное положение, а ползун 3 .перел{ещается в исходное положение гидравлическим цилиндром /.
Предмет изобретения
Механизм для центрирования рулонов горячекатаных полос по оси конвейера при передаче их кантователем от моталки на конвейер, расположенный параллельно оси прокатки, отличающийся тем, что, с целью перемещения рулонов разных наружных диаметров по хоботу люльки кантователя до расположения их по оси конвейера, применяется механизм, состоящий из неподвижно укрепленного на люльке кантователя гидравлического цилиндра двойного действия, подвижной части с гидравлическим цилиндром простого действия и общего для обоих гидравлических цилиндров щтока с ползуном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан моталки для наматывания полос в рулоны | 1956 |
|
SU113002A1 |
| Кантователь для передачи рулонов от моталок на перпендикулярно расположенный конвейер | 1961 |
|
SU142995A1 |
| Барабан моталки в печи | 1961 |
|
SU145524A1 |
| Устройство для уборки горячекатаных рулонов от моталок | 1961 |
|
SU142279A1 |
| Моталка для сматывания горячекатаных полос в рулоны | 1960 |
|
SU139280A1 |
| Рулоновязальная машина | 1960 |
|
SU132108A1 |
| УСТРОЙСТВО для НАПРАВЛЕНИЯ ПРОКАТЫВАЕМОГО ЛИСТА | 1965 |
|
SU174162A1 |
| Привод механизма сжатия и разжатия барабана моталки горячей полосы | 1961 |
|
SU149083A1 |
| СПОСОБ НАМОТКИ ГОРЯЧЕЙ ПОЛОСЫ НА БАРАБАНМОТАЛКИ | 1970 |
|
SU269904A1 |
| Устройство для транспортировки рулонов из стопы по одному | 1977 |
|
SU710721A1 |