Известно устройство для направления прокатываемого листа, в котором металл наиравляется по оси прокатки манипуляторными линейками, имеющими быстроходный пневматический привод и связанными с двойной реечной передачей, обеспечивающей одновременное сближение и развижение линеек.
Особенность предложенного устройства заключается в том, что привод манипуляторных линеек выполнен кривощипно-шатунным, сообщающим линейкам в процессе направления проката синхронное возвратно-поступательное движение при помощи коромысла, а для сближения и раздвижения линеек при предварительной настройке их на щирину проката применен отдельный привод, например винтовой, перемещающий подвижную относительно каркаса рабочую плиту кривощипно-шатунного привода. Это обеспечивает уменьщение износа линеек и увеличение быстроты действия устройства.
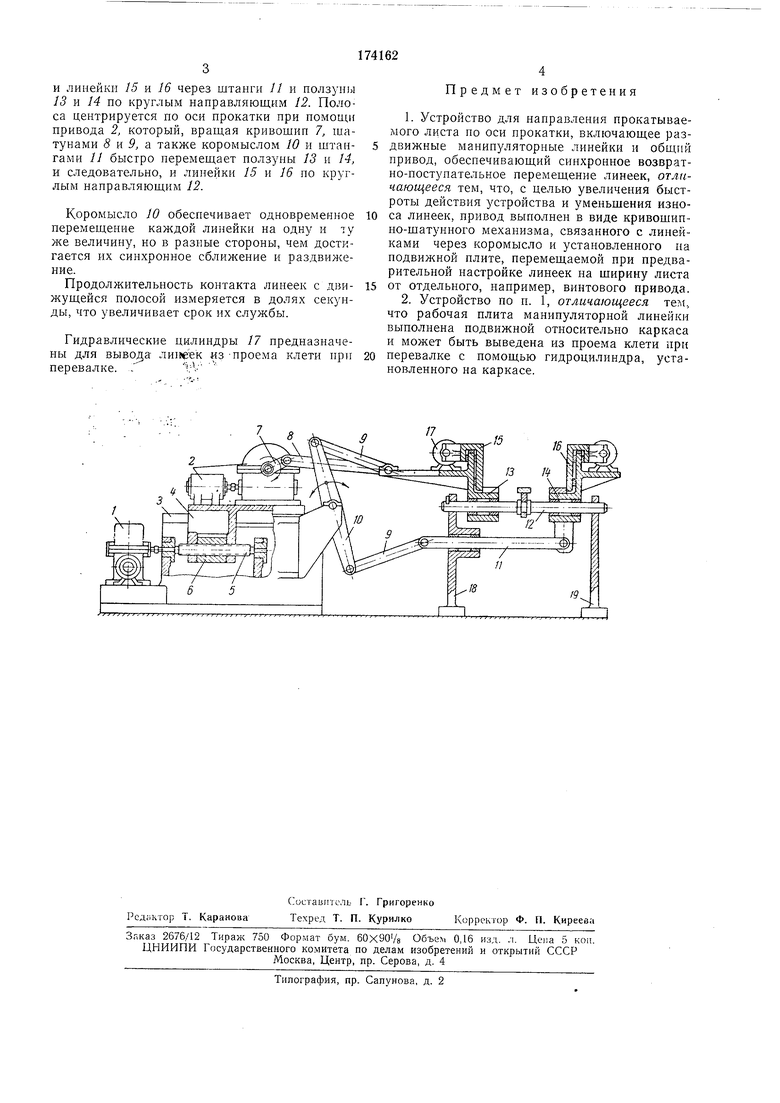
На чертеже показано предложенное устройство.
Оно состоит из привода 1 настройки линеек, привода 2 манипуляции линеек, неподвилсной плиты 3, подвижной плиты 4, ходового винта 5, гайки 6, кривошипа 7, шатунов 8 и 9, коромысла 10, щтанги П, направляющих 12, ползунов: левого 13 и правого 14, линеек: левой 15 и правой 16, гидроцилиндров 17 и стоек 18 и 19.
Привод / предназначен для настройки линеек 15 и 16, т. е. при его помощи предварительно устанавливают расстояние между линейками Б зависимости от ширины прокатываемой полосы.
Например, при настройке стана для прокатки полосы шириной 1000 мм линейки устанавливают на ширину 1210-1220 мм.
Привод 2 манипуляции линеек работает в тот момент, когда конец полосы попадает в район линеек. Величина перемещения линеек определяется радиусом кривошипа и равна
100 мм. В момент попадания переднего конца полосы в район линеек быстро срабатывает привод манипуляции и линейки перемещаются на 200 мм (каждая на 100 мм), т. е. раствор линеек становится 1010-1020 мм, что
обеспечивает быстрое направление полосы по оси прокатки. После сближения линейки расходятся до 1210-1220 мм. Во время работы привода 2 линейки непрерывно совершают возвратно-поступательное движение, т. е.
сближаются и раздвигаются. Настройка линеек - в зависимости от ширины полосы производится от привода /, который установлен на неподвижной плите 3 при помощи ходового винта 5 и гайки 6, которыми перемеи линейки /5 и 16 через штанги Л и ползуны /5 и /4 по круглым направляющим 12. Полоса центрируется по оси прокатки при помощи привода 2, который, вращая кривошип 7, шатунами 8 и 9, а также коромыслом 10 и штангами и быстро перемещает ползуны 13 и 14, и следовательно, и линейки 15 и 16 по круглым направляющим 12.
Коромысло 10 обеспечивает одновременное перемещение линейки на одну и ту величину, но в разные стороны, чем достигается их синхронное сближение и раздвижение.
Продолжительность контакта линеек с движущейся полосой измеряется в долях секунды, что увеличивает срок их службы.
Гидравлические цилиндры 17 предназначены для выво,да лииеек из -проема клети при перевалке. - I--
Предмет изобретения
1.Устройство для направления прокатываемого листа по оси прокатки, включающее раздвижные манипуляторные линейки и общий привод, обеспечивающий синхронное возвратно-поступательное перемещение линеек, отличающееся тем, что, с целью увеличения быстроты действия устройства и уменьшения износа линеек, привод выполнен в виде кривошипно-шатуниого механизма, связанного с линейками через коромысло и установленного на подвижной плите, перемещаемой при предварительной настройке линеек на щирину листа
от отдельного, например, винтового привода.
2.Устройство по п. 1, отличающееся тем,, что рабочая плита манипуляторной линейки выполнена подвижной относительно каркаса и может быть выведена из проема клети при
перевалке с помощью гидроцилиндра, установленного на каркасе.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛЬГАНГ ПРОКАТНОГО СТАНАВСЕСОЮЗНАЯПАТЕНтмо^техкг;:: нд}^БНБЛИОГСКА | 1972 |
|
SU359073A1 |
| Устройство для смещения полос при горячей прокатке | 1988 |
|
SU1547903A1 |
| Устройство для направления полосы в стане горячей прокатки при смотке в рулон | 1981 |
|
SU980889A1 |
| Грейферное устройство для подачи заготовок в рабочую зону пресса | 1971 |
|
SU401092A1 |
| Обжимной пресс для редуцирования прокатываемого материала | 1991 |
|
SU1838010A3 |
| Реверсивный листопрокатный стан | 1932 |
|
SU47630A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| Устройство для управления манипуляторными линейками реверсивного прокатного стана | 1984 |
|
SU1217512A1 |
| УСТРОЙСТВО для НАПРАВЛЕНИЯ В КЛЕТЬ ПРОКАТЫВАЕМОГО МЕТАЛЛА | 1968 |
|
SU206509A1 |
