. Известные моталки в конструктивном отношении громоздки, сложны в эксплуатации и не всегда обеспечивают достаточно плотное сматывание горячекатаной полосы в рулон.
Особенность изобретенной моталки заключается в том, что, с целью повышения качества рулонов и улучшения условий эксплуатации, механизм формирования рулона выполнен в виде двух кареток; расположенных по обеим сторонам барабана. Кроме того, с целью постоянного прижатия формируюш,их рулон роликов, их роликодержатели могут быть установлены в каретках и упруго соединены с пневматическими цилиндрами.
Описываемая моталка предназначена для сматывания горячекатанной полосы в рулоны и состоит из следуюпд.их основных узлов: тянущих роликов, узла приводов, рольганга над моталками, нривода тянущих роликов и механизма формирования.
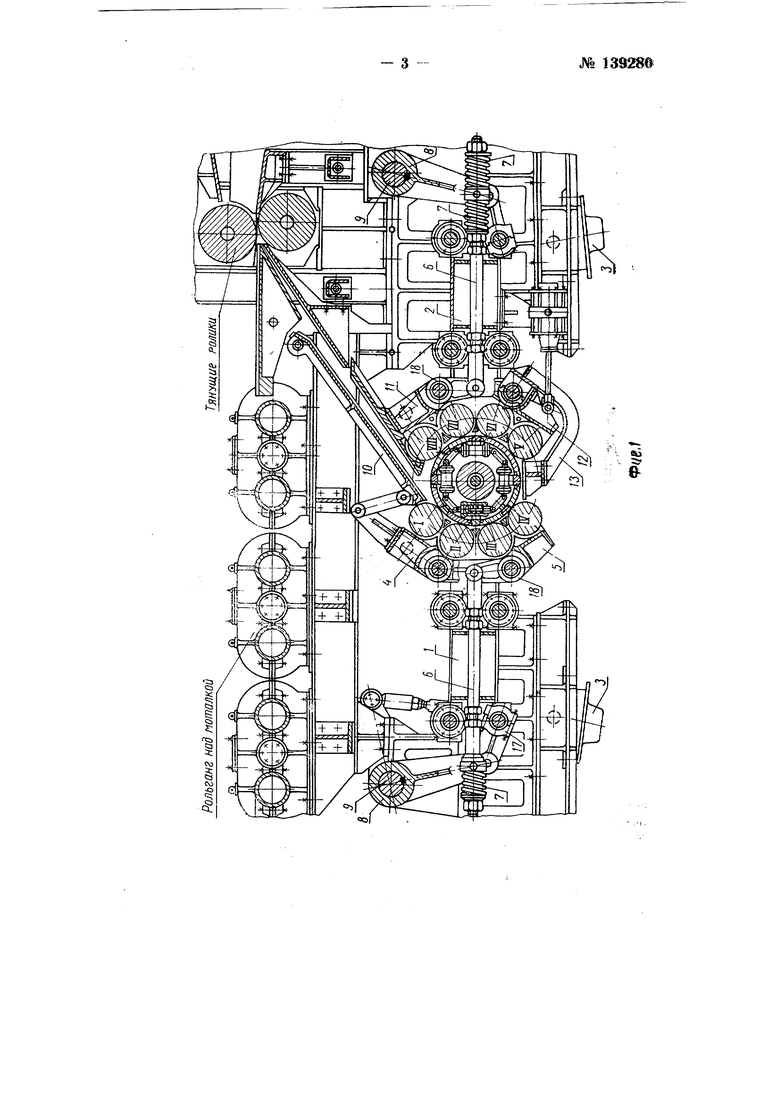
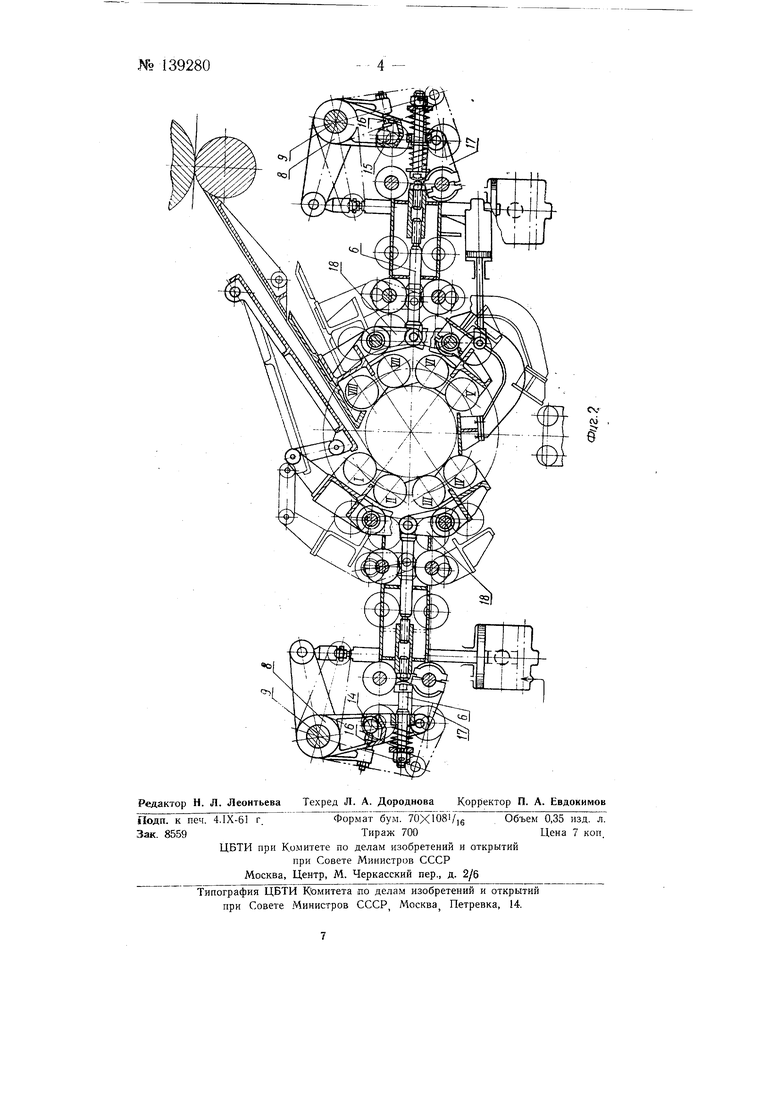
На фиг. 1 показана моталка, общий вид; на фиг. 2 - кинематическая схема формирования рулона горячей полосы на моталке.
Тянущие ролики описываемой моталки приводные и служат для захвата полосы и направления ее к барабану и формирующим рулон роликам, а также для создания натяжения в сматываемой полосе. Узел приводов состоит из барабана, привода барабана, формирующих роликов, сталкивателя рулонов и привода сжатия и разжатия барабана. Рольганг над моталкой предназначен для транспортировки горячекатаной ленты.
Механизм формирования рулонов состоит из двух кареток У.и 2, расположенных .с двух сторон барабана моталки. Каретки - сварные; они передвигаются по беговым дорожкам, укрепленным на стойках. Перемещение каждой каретки осуществляется через систему рычагов.
№ 139280- 2 действующих от пневматических цилиндров 3. Для удобства обслуживания пневматические цилиндры вынесены за пределы стоек. На левой каретке / шарнирно укреплены два ролик-одержателя 4 и 5, в которых на подшипниках качения установлены четыре формирующих ролика I, II, III, IV по два в каждом роликодержателе. Роликодержатели цри помощи рычагов соединены с тягами 6, па которых установлены пружины 7. Тяги 6 через пружины 7 соединены с вилообразными рычагами 8, сидящими на валах 9. На верхнем роликодержателе 4 укреплен кронштейн, с которым через промежуточное звено шарнирно соединена проводка 10.
На правой каретке 2 аналогичным образом установлено четыре формирующих ролика V, VI, VII, VIII. На верхнем роликодержателе // каретки 2 установлена стационарная проводка 10, а на нижнем роликодержателе 12 - подвижная проводка 13, перемещение которой осуществляется от пневматического цилиндра.
Для регулирования зазора между барабаном и формирующими роликами в зависимости от толщины полосы на стойках установлены два механизма настройки. Зазоры регулируются исполнительными механизмами через эксцентрики 14 и 15. Действие эксцентриков ограничивается упорами 16, установленными на рычагах, которые укреплены на валах 9. Указанная настройка осуществляется так, что каретки, перемещаясь по направляющим, увлекают соединенные с ними через подвижные звенья 17 рычаги 8. К рычагам присоединены тяги 6, которые копируют движение кареток, в пропорции 690:800, то есть отстают от скорости движения кареток и этим самым поворачивают рычаги 18, а соответственно и роликодержатели, настраивая их на требуемый диаметр.
Работа механизма формирования происходит следующим рбразо. Полоса тянущими роликами через проводки подается на вращающийся барабан и формирующие ролики, которые прижимают полосу к барабану с необходимым усилием. После образования одного или нескольких витков полоса плотно охватывает барабан и дальше сматывается с натяжением без участия формирующих роликов, которые отводятся. Во время прохождения полосы формирующие ролики I, IV, V и VIII отходят под действием полосы за счет деформации пружин, и ролики II, III, IV и VII отходят вместе с каретками за счет дополнительного сжатия воздуха в пневматических цилиндрах.
После намотки производится автоматическая обвязка рулона и затем, после отвода формирующих роликов и сжатия барабана, готовый обвязанный рулон выдается из моталки.
Предмет изобретения
1.Моталка для сматывания горячекатаных полос в рулоны, отличающаяся тем, что, с целью предупреждения распушивания рулонов и улучшения условий эксплуатации, механизм формирования рулона выполнен в виде двух кареток, расположенных по обе стороны барабана, перемещающихся на бегунках но направляющим, находящимся на стойках.
2.Моталка по п. 1, отличающаяся тем, что, с целью осуществления постоянного прижатия формирующих роликов, роликодержатели последних установлены в каретке и при помощи рычагов и тяг соединены с пружинами и пневматическими цилиндрами, создающими их прижатие.
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Рулоновязальная машина | 1960 |
|
SU132108A1 |
| Устройство для уборки горячекатаных рулонов от моталок | 1961 |
|
SU142279A1 |
| МОТАЛКА ГОРЯЧЕЙ ПОЛОСЫ | 1973 |
|
SU389861A1 |
| Привод механизма сжатия и разжатия барабана моталки горячей полосы | 1961 |
|
SU149083A1 |
| Способ сматывания в рулон горячекатаной полосы и устройство для его осуществления | 1985 |
|
SU1340862A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ПОЛОСЫ НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2293617C2 |
| Роликодержатель моталки горячей полосы | 1989 |
|
SU1710164A1 |
| ТЯНУЩЕ-ЗАДАЮЩИЕ РОЛИКИ МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 2001 |
|
RU2226440C2 |
| Роликодержатель моталки горячей полосы | 1978 |
|
SU724238A1 |
| Устройство для сматывания в рулон горячекатаной полосы | 1990 |
|
SU1733153A2 |