2. Аппарат по п. 1, отличающийся тем, что графеечно-собирательный цилиндр 4 содержит муфту 25, соединяющую цилиндр 4 с его приводной цапфой для удаления цилиндра 4, перьевого выкладывателя 7 и выводного тесемочного транспортера 8 из станины фальцевального аппарата.
1
Изобретение касается фальцевального аппарата для ролевых ротационных машин л1ля изготовления продукции, сфальцованной в продольном направлении, а также в поперечном и продольном направлениях.
Известен фальцевальный аппарат для изделий, сфальцованных по выбору в продольном направлении и в поперечном и продольном направлениях (акцептованная заявка ФРГ № 2640110, кл. В 21 F 13/62, опублик. 16.03.78).
Изделия, сфальцованные в поперечном и продольном направлениях, изготавливаются известным способом при прохождении полотна, сфальцованного в продольном направлении, через группу комбинированного пазового, ножевого и собирательного цилиндров и одного фальцующего цилиндра. Эти изделия выкладываются посредством следующего за фальцующим цилиндром перьевого выкладывателя. Для изготовления изделий, сфальцованных только в продольном направлении, в резальном цилиндре соответственно посередине между двумя ножами должен размещаться еще один нож, снабженный рядом графеек или захватов. В собирательном цилиндре фальцевальные ножи должны заменяться на режущие пазы или отключаться, если они используются вместе с режущим пазом. Кроме того, на фальцующем цилиндре соответственно посередине между фальцевальными клапанами должен встраиваться ряд графеек или захватов, и точка отдачи рядов графеек Jivi захватов собирательного цилиндра должна быть перемещена в плоскость осей собирательного и фальцующего цилиндров. Изделия, сфальцованные в продольном направлении, поочередно выкладываются на выкладыватель фальцующего цилиндра и на перьевой выкладыватель, расположенный под собирательным и резальным цилиндрами.
Недостаток известного фальцевального аппарата заключается в том, что переход на другую продукцию вследствие указанных работ по замене к регулировке связан с больщими затратами времени, что обуславливает длительные простои мащин. Кроме того, при регулировании управления рядами
3. Аппарат по п. 1, отличающийся тем, что дополнительный перьевой выкладыва- тель 7 имеет средства разъединения его с графеечно-собирательным цилиндром 4 и вывода с выводным тесемочным транспортером 8 из станины.
графеек или захватов имеется опасность ощибочной регулировки, если не принять защитных мер, связанных с больщими затратами. Неточная регулировка графеек или захватов ведет к ненадежному функцконированию фальцевального аппарата. Далее, ненадежная проводка продукции обуславливается тем, что графеечные ряды резального цилиндра комбинируются с ножами. Ножедержатели поднимают начало изделия,
так что при более высоких числах оборотов цилиндра изделие из-за подпора воздуха может подняться с графеек. Недостатком является также то, что изделия, сфальцованные в продольном направлении, выводятся на двух перьевых вык тадывателях,
из-за чего по сравнению с выводом изделий лищь в одном месте требуется больше обслуживающего персонала, и, наконец, размещение привода швейного цилиндра в масло- герметичном исполнении для другой продукции связано со значительными техническими затратами.
Известен также фальцевальный аппарат для изделий, сфальцованных в продольном направлении и в продольном и поперечном направлениях (выложенная заявка ФРГ
№ 2517000, кл. В 65 Н 45/16, опублик. 28.10.76). Изделия с продольным и поперечным фальцем изготовляются известным способом из полотна, сфальцованного в продольном направлении, посредством резального, ножевого и клапанного цилиндров
фальцаппарата. Изделия выкладываются через перьевой выкладыватель на выводной тесемочный транспортер или с клапанного цилиндра фальцаппарата посредством тесемочных транспортеров подаются на устройство продольной фальцовки. Для изготовления изделий, сфальцованных только в продольном направлении, под ножевым ци- линдро.м расположен резально-собирательнын цилиндр, имеющий три ножа, каждый из которых снабжен графеечным рядом. Далее
нож удаляется из резального цилиндра, фальцевальные ножи ножевого цилиндра заменяются на режущие пазы или в случае снабжения ножей режущими пазами ножи отключаются, фальцевальные клапаны на
клапанном цилиндре останавливаются, гра- феечные ряды размещаются и изменяется точка отдачи графеечных рядов ножевого цилиндра. Изделия, сфальцованные в продольном направлении, собираются н через тесемочные транспортеры подаются на устройство продольной фальцовки. Продукты, сфальцованные в продольном направлении, выводятся без подборки с резально-собира- тельного цилиндра на выводной тесемочный транспортер. Для этого на резально-ноже- вом цилиндре должны быть остановлены ряды графеек.
Недостатком этого фальцевального аппарата является то, что переналадка на другую продукцию связана с большими затратами времени. Из-за комбинации графеечных рядов с ножами наблюдается ненадежная проводка изделия.
Неточная регулировка управления гра- фейками приводит к функциональным неполадкам. Оснащение фальцевального аппарата устройствами для второго поперечного фальца, при котором клапанный цилиндр очень уплотняется, может привести к недостаточной стабильности надежности работы устройства при высоких скоростях. Кроме того, размеры площади не позволяет размещать щвейный цилиндр с приводом в мас- логерметичном исполнении для другой продукции.
Целью изобретения является изготовление фальцевального аппарата, обладающего высокой функциональной надежностью, требующего немногочисленного обслуживающего персонала, характеризующегося минимальными простоями при переходе на другую продукцию и выпуском изделий, сфальцованных как в продольном, так в поперечном и продольном направлениях. Кроме того, нри отличающейся продукции должна быть возможной экономичная работа щвейного цилиндра.
В основе изобретения лежит задача изменения фальцевального аппарата для ролевых ротационных мащин с ножевым и пазово-собирательным цилиндрами, и клапанным цилнндром, у которого ножевой цилиндр имеет один или несколько расположенных по окружности на одинаковом расстоянии ножей, который совместно работают с расположенными на одинаковом расстоянии по окружности пазово-собирательно- го цилиндра и снабженными каждый гра- феечным рядом марзанами, пазово-собира- тельный цилиндр по окружности посередине между марзанами имеет соответственно по фальцевальному ножу, работающему совместно с одним из нескольких расположенных на одинаковом расстоянии по окружности клапанного цилиндра фальцевальных клапанов, для вывода продукции за клапанным цилиндром расположен перьевой выключатель с выводным тесемочным транспортером таким образом, чтобы с его помощью можно было изготавливать продукцию.
5
сфальцованную в продольном направлении н в поперечном и продольном направлениях. Фальцевальный аппарат отличается стабильностью, надежно проводит продукцию и всегда выводит ее только в одном месте отдачи. Возможна быстрая и простая переналадка фальцевального аппарата при незначительном числе заменяемых элементов. Кроме того, фальцевальный аппарат при обеспечении герметизации масла приводных
0 колес цилиндра для отличающейся продукции сделал возможно применение щвейного цилиндра.
Согласно изобретению марзаны пазово- собирате тьного цилиндра могут заменяться на ножи и графеечные ряды могут по выбору вводиться в действие, ножевой цилиндр дополнительно по окружности напротив ножа или посередине между ножами имеет соответственно один, снабженный по выбору вводимым в действие графеечным рядом марQ зан и может поворачиваться на угол, образуемый ножом и соседним марзаном соответственно своего привода, и ему соответствует графеечно-собирательный цилиндр, который по окружности имеет снабженные соответственно одним графеечным
5 рядом и одним ракелем марзаны, расстояние между которыми равно расстоянию от ножа до соседнего марзана на окружности ножевого цилиндра, количество которых отличается на единицу от суммы Л1арзанов и ножей ножевого цилиндра и равно по
меньшей мере трем. Дополнительный перьевой выкладыватель с выводным тесемочным транспортером размещен после графеечно- собирательного цилиндра. Благодаря этому фальцевальный аппарат может просто переналаживаться на другую продукцию. Для переналадки на изготовление изделий, сфальцованных только в продольном направлении, требуется лишь заменить марзаны па- зово-собирательного цилиндра на ножедер- жатели, графеечные ряды последнего ци0 линдра отключить и включить графеечные ряды ножевого цилиндра, и повернуть ножевой цилиндр относительно его привода на 90°.
Работы осуществляют быстро, что обуславливает минимальные простои мащин.
Не требуется юстировка, качество исполнения которой влияло бы на надежность работы фальцевального аппарата. Клапанный цилиндр при наличии устройств для второго поперечного фальца стабильно испол0 ним и надежно работает при высоких числах оборотов. Графеечные ряды не комбинируются с ножедержателямн и таким образом надежно проводят изделия. Изделия выкладываются всегда только через один перьевой выкладыватель, благодаря чему сни5 жается потребность в обслуживающем персонале. И, наконец, пространственное расположение графеечно-собирательного цилиндра и перьевого выкладывателя позволяет снабдить пазово-собирательный цилиндр
приводом швейного цилиндра в маслогерме- тичном исполнении для другой продукции.
Переналадка на другую продукцию со швейным цилиндром может производиться быстро, если графеечно-собирательный цилиндр при разъединении муфты, соединяющей цилиндр с его приводной цапфой, вместе с еще одним перьевым выкладывате- лем и выводным тесемочным транспортером или еще один перьевой выкладыватель при разъединении его приводного соединения с графеечно-собирательным цилиндром вместе с выводным тесемочным транспортером является выдвижным из станины фальцевального аппарата.
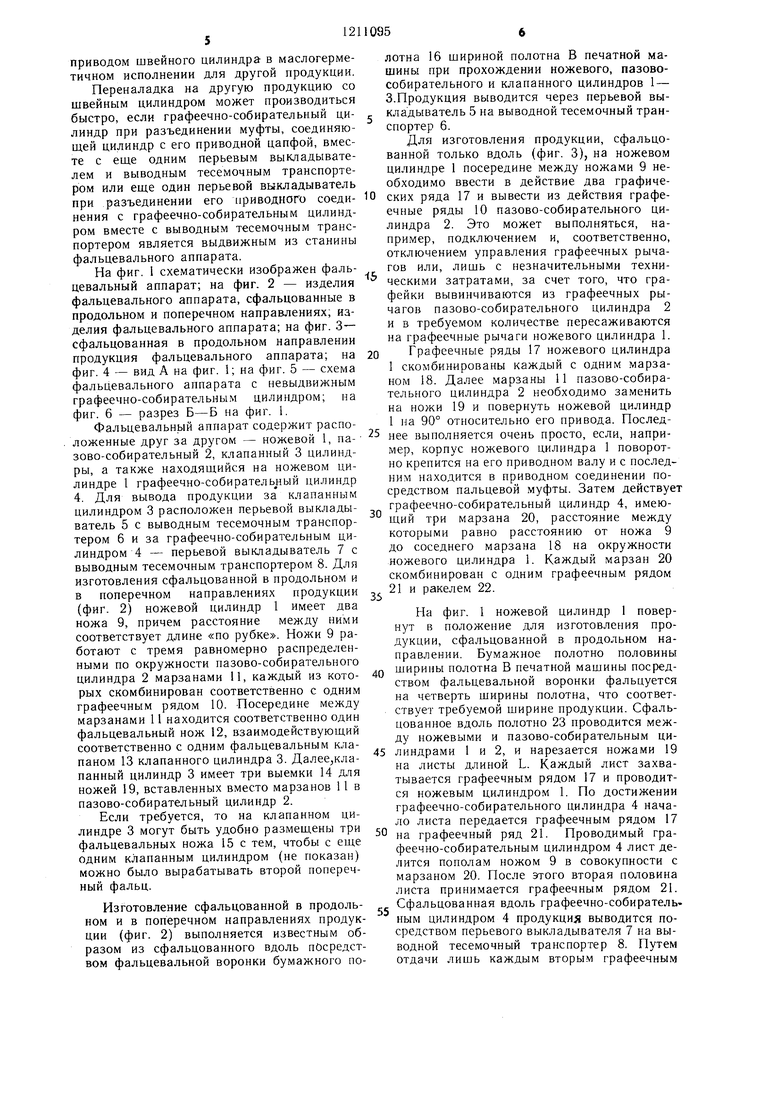
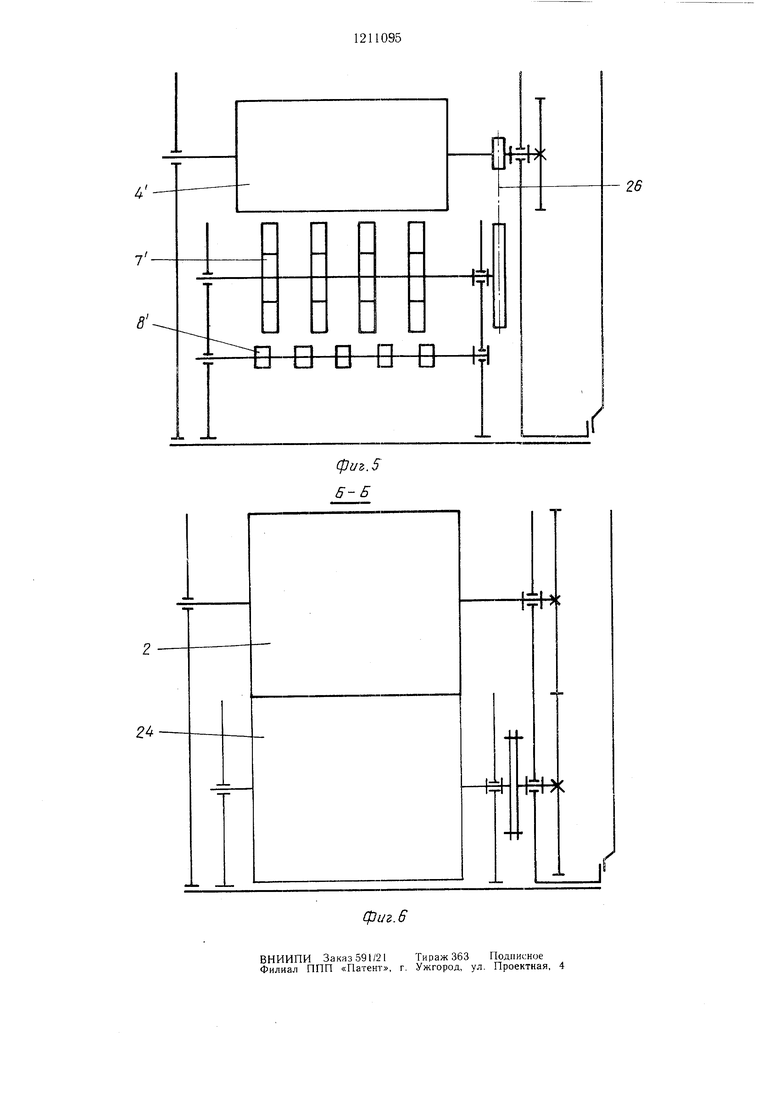
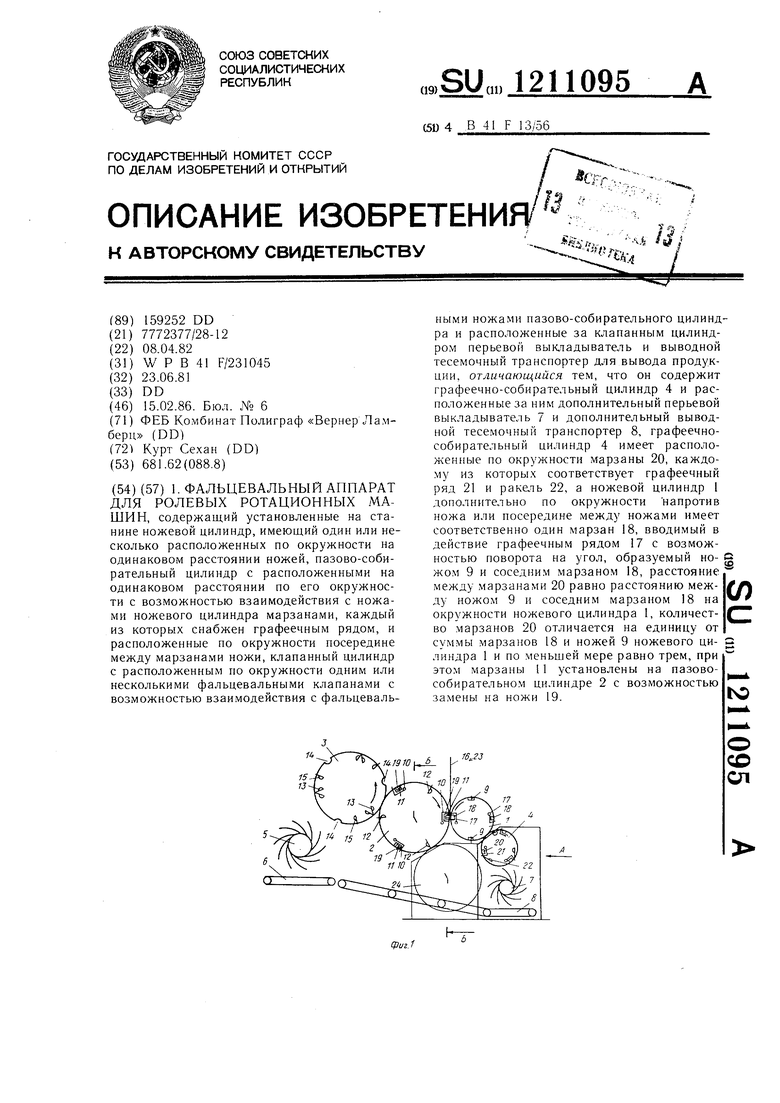
На фиг. 1 схематически изображен фальцевальный аппарат; на фиг. 2 - изделия фальцевального аппарата, сфальцованные в продольном и поперечном направлениях; изделия фальцевального аппарата; на фиг. 3- сфальцованная в продольном направлении продукция фальцевального аппарата; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - схема фальцевального аппарата с невыдвижным графеечно-собирательным цилиндром; на фиг. 6 - разрез Б-Б на фиг. 1.
Фальцевальньш аппарат содержит расположенные друг за другом - ножевой 1, па- зово-собирательный 2, клапанный 3 цилиндры, а также находящийся на ножевом цилиндре 1 графеечно-собирательный цилиндр 4. Для вывода продукции за клапанным цилиндром 3 расположен перьевой выкладыватель 5 с выводным тесемочным транспортером 6 и за графеечно-собирательным цилиндром 4 - перьевой выкладыватель 7 с выводным тесемочным транспортером 8. Для изготовления сфальцованной в продольно.м и в поперечном направлениях продукции (фиг. 2) ножевой цилиндр 1 имеет два ножа 9, причем расстояние между ними соответствует длине «по рубке. Ножи 9 работают с тремя равномерно распределенными по окружности пазово-собирательного цилиндра 2 марзанами 11, каждый из которых скомбинирован соответственно с одним графеечным рядом 10. Посередине между марзанами 11 находится соответственно один фальцевальный нож 12, взаимодействующий соответственно с одним фальцевальным клапаном 13 клапанного цилиндра 3. Далее кла- панный цилиндр 3 имеет три выемки 14 для ножей 19, вставленных вместо марзанов 11 в пазово-собирательный цилиндр 2.
Если требуется, то на клапанном цилиндре 3 могут быть удобно размещены три фальцевальных ножа 15 с тем, чтобы с еще одним клапанным цилиндром (не показан) можно было вырабатывать второй поперечный фальц.
Изготовление сфальцованной в продольном и в поперечном направлениях продукции (фиг. 2) выполняется известным образом из сфальцованного вдоль посредством фальцевальной воронки бумажного по0
0
5
0
5
0
5
0
5
лотна 16 щириной полотна В печатной машины при прохождении ножевого, пазово- собирательного и клапанного цилиндров 1 - 3.Продукция выводится через перьевой выкладыватель 5 на выводной тесемочный транспортер 6.
Для изготовления продукции, сфальцованной только вдоль (фиг. 3), на ножевом цилиндре 1 посередине между ножами 9 необходимо ввести в действие два графических ряда 17 и вывести из действия графе- ечные ряды 10 пазово-собирательного цилиндра 2. Это может выполняться, например, подключением и, соответственно, отключением управления графеечных рычагов или, лишь с незначительными техническими затратами, за счет того, что гра- фейки вывинчиваются из графеечных рычагов пазово-собирательного цилиндра 2 и в требуемом количестве пересаживаются на графеечные рычаги ножевого цилиндра 1.
Графеечные ряды 17 ножевого цилиндра 1 скомбинированы каждый с одним марзаном 18. Далее марзаны 11 пазово-собирательного цилиндра 2 необходимо заменить на ножи 19 и повернуть ножевой цилиндр 1 на 90° относительно его привода. Последнее выполняется очень просто, если, например, корпус ножевого цилиндра 1 поворотно крепится на его приводном валу и с последним находится в приводном соединении посредством пальцевой муфты. Затем действует графеечно-собирательный цилиндр 4, имеющий три марзана 20, расстояние между которыми равно расстоянию от ножа 9 до соседнего марзана 18 на окружности ножевого цилиндра 1. Каждый марзан 20 скомбинирован с одним графеечным рядом 21 и ракелем 22.
На фиг. 1 ножевой цилиндр 1 повернут в положение для изготовления продукции, сфальцованной в продольном направлении. Бумажное полотно половины ширины полотна В печатной машины посредством фальцевальной воронки фальцуется на четверть ширины полотна, что соответствует требуемой ширине продукции. Сфальцованное вдоль полотно 23 проводится между ножевыми и пазово-собирательным цилиндрами 1 и 2, и нарезается ножами 19 на листы длиной L. Каждый лист захватывается графеечным рядом 17 и проводится ножевым цилиндром 1. По достижении графеечно-собирательного цилиндра 4 начало листа передается графеечным рядом 17 на графеечный ряд 21. Проводимый графеечно-собирательным цилиндром 4 лист делится пополам ножом 9 в совокупности с марзаном 20. После этого вторая половина листа принимается графеечным рядом 21. Сфальцованная вдоль графеечно-собирательным цилиндром 4 продукция выводится посредством перьевого выкладывателя 7 на выводной тесемочный транспортер 8. Путем отдачи лишь каждым вторым графеечным
рядом 21 последняя выводится с подборкой. Отдача поддерживается ракелями 22.
Количество страниц выведенной продукции может быть увеличено, если несколько полотен вводятся в фальцевальный аппарат наложенными друг на друга. Может изготовляться также продукция, сфальцованная в продольном направлении, с шириной половины полотна, если сфальцованное вдоль полотно входит в фальцаппарат с этой шириной.
В фальцевальном аппарате для отличающейся продукции возможна пристройка швейного цилиндра 24, привод которого имеет исполнение с масляной герметизацией (фиг. 6). Для этого сначала необходимо удалить из фальцевального аппарата графе- ечно-собирательный цилиндр 4 вместе с перьевым выкладывателем 7 и выводным тесемочным транспортером 8.
В варианте исполнения устройства эти узлы после разъединения муфты 25, соединяющей графеечно-собирательный цилиндр 4 с его приводной цапфой, выдвигаются комплектно в виде кассеты (фиг. 4). Если графеечно-собирательный цилиндр 4 расположен выше на ножевом цилиндре 1, то
достаточно выдвинуть из стойки перьевой выкладыватель 7 и выводной тесемочный транспортер 8 (фиг. 5). Для этого сперва разъединяют цепной привод 26 между гра- феечно-собирательным цилиндром 4 и перьевым выкладывателем 7.
При переналадке на производство продукции, сфальцованной в продольном направлении, поворота ножевого цилиндра 1 относительно его привода не потребуется, если переставить ножи 9 ножевого цилиндра 1 и на их место вставить марзан 18. Вводимые в действие графеечные ряды 17 в этом случае необходимо разместить на первоначальном месте ножей 9. Этот вариант переналадки связан, однако, с повышенными затратами в отношении монтажа.
В варианте исполнения устройства ножевой цилиндр 1 имеет два ножа 9, но может, например, оснащаться также одним ножом и одним противолежащим ему марзаном. При этом окружность ножевого цилиндра равна длине «по рубке L.
Признано изобретением по результатам экспертизы, осуществленной Ведомством по изобретательству Германской Демократической Республики.
Csl
фиг. 2
5аА J
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| ФАЛЬЦАППАРАТ | 1994 |
|
RU2121439C1 |
| Цилиндровая группа планетарного фальцевального аппарата газетной ротационной рулонной машины | 1990 |
|
SU1747295A1 |
| Цилиндровая группа фальцевального аппарата | 1990 |
|
SU1733263A1 |
| Фальцевальный аппарат рулонной ротационной печатной машины | 1985 |
|
SU1429930A3 |
| Способ проводки запечатанной ленты в фальцевально-резальном аппарате рулонных печатных машин | 1980 |
|
SU1639983A1 |
| Фальцевально-швейная поточная линия | 1990 |
|
SU1736738A1 |
| Многосекционная рулонная ротационная печатная машина | 1987 |
|
SU1560436A1 |
| Фальцевальный аппарат | 1983 |
|
SU1291447A1 |
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1983 |
|
SU1155470A1 |
| Клапанный цилиндр фальцаппарата | 1980 |
|
SU1110667A1 |
фиг А
-4
Г В В В В lil
фиг.5 6-Б
ВНИИПИ Заказ 591/21Тираж 363 Подписное
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
25
if
4f
v
J:I
фиг. 6
