В авт. СВ. № 110167 описано устройство для автоматизации подачи, например, игольчатых роликов к бесцентрово-шлифовальным станкам, в котором бункер для заготовок выполнен герметически закрывающимся и снабжен в его полости диском-ворошителем для направления игольчатых роликов под давлением сжатого воздуха через трубку в станок.
Предлагаемое устройство является дальнейшим развитием устройства по авт. св. № 110167, заключающимся в том, что в устройстве применены два бункера, из которых один выполнен поворотным для герметического перекрытия отверстия или загрузки роликами через это отверстие второго вспомогательного бункера, сообщающегося с основным бункером для подачи в него роликов сжатым воздухом. Такое выполнение устройства обеспечивает герметичность бункера также во время его загрузки.
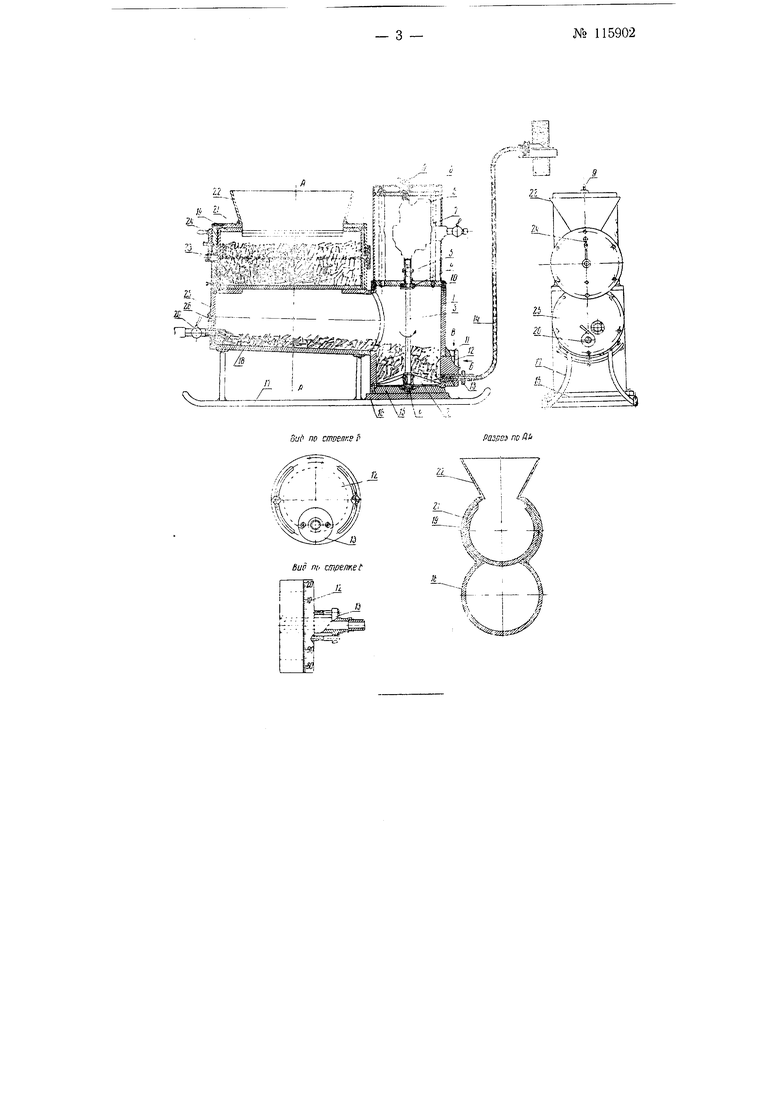
На чертеже показано предлагаемое устройство.
Устройство состоит из основного подающего бункера 1, в полости которого расположен вращающийся конусообразный диск-ворошитель 2, жестко закрепленный на нижнем конце вертикального вала 3, опирающегося своими шейками на шарикоподшипники 4. Верхний конец вала 3 посредством фланца 5 соединен с пневматическим двигателем 6. Последний посредством опорных стержней 7, планки 8 и барашка 9 крепится к верхней крышке 10 бункера /. На внешней стороне стенки в нижней части бункера / имеется прилив 11, в полость которого вмонтирован поворачивающийся вокруг своей оси регулирующий приемник 12 со смещенным отверстием и со шкалой делений. В отверстие приемника 12 вставляется сменная направляющая втулка 13 с бортиком и крепится поддерживающими ее винтами. В отверстие сменной втулки 13 вставляется нижний конец соединительной трубки 14. Нижняя крышка 15 бункера / крепится ушками к плите 16, привариваемой к салазкам 17.
№ 115902- 2 -
К основному подающему бункеру 1 перпендикулярно крепятся два параллельно расположенных один над другим вспомогательных бункера 18 и 19. Нижний неподвижный бункер 18 с воздухопроводом 20 крепится непосредственно к бункеру 1, а верхний поворотный бункер 19, заключенный в цилиндрический кожух 21, с воронкой 22 крепится стенками кожуха 21 к стенкам нижнего неподвижного (промежуточного) бункера 18. Цилиндрический кожух 21, верхний поворотный бункер 19 и нижний неподвижный бункер 18 имеют продольные отверстия. Полость бункера / соединена с полостью неподвижного бункера 18 сквозным отверстием. Верхний поворотный бункер 19 шейками опирается на шарикоподшипники 23 и имеет ручку 24 для поворота на 180°. На крышке 25 нижнего неподвижного бункера 18 имеется смотровое окно 26.
Бункер 19 через воронку 22 заполняется роликами. Поворотом ручки 24 на 180° ролики из полости бункера 19 через имеюидиеся в стенке бункера 19 и кожуха 21 продольные отверстия пересыпаются в полость нижнего неподвижного бункера 18, также имеюш,его продольное отверстие. Затем поворотом ручки 24 в обратную сторону верхний бункер 19 ставится в первоначальное положение и заблаговременно заполняется очередной партией роликов. Одновременно нижней частью своего корпуса он герметически закрывает нижнее продольное отверстие цилиндрического кожуха 21. Ролики, находящиеся в полости нижнего промежуточного бункера 18, под давлением сжатого воздуха, поступающего через воздухопровод 20, и некоторого имеющегося наклона перекатываются в полость основного подаюш,его бункера /. При вращательном движении диска-ворошителя 2, ролики направляются в отверстие сменной втулки 13 и под давлением сжатого воздуха проталкиваются но соединительной трубке в зону шлифования.
Переналадка устройства на другой размер ролика производится при помощи регулирующего приемника 12 и сменной втулки 13. В зависимости от размера ролика происходит смена втулки 13 и настройка регулирующего приемника 12 таким образом, чтобы высота от плоскости диска-ворошителя 2 до отверстия втулки 13 соответствовала длине ролика. Для быстроты и удобства настройки по окружности приемника нанесены соответствующие деления.
Предмет изобретения
Форма выполнения устройства для автоматизации подачи, например, игольчатых роликов к бесцентрово-щлифовальным станкам по авт. св. № 110167, отличающаяся тем, что, с целью обеспечения герметичности бункера также во время его загрузки роликами, применены два параллельно расположенных один над другим вспомогательных цилиндрических бункера, из которых один выполнен поворотным вокруг своей оси для герметического перекрытия отверстия или для загрузки роликами через это отверстие второго вспомогательного бункера, сообщающегося с основным бункером, в который ролики поступают под воздействием сжатого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ ПОДАЧИ, НАПРИМЕР, ИГОЛЬЧАТЫХ РОЛИКОВ К БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫМ СТАНКАМ | 1956 |
|
SU110167A1 |
| Устройство для наклепа сфер на торцах заготовок игольчатых роликов | 1957 |
|
SU109562A1 |
| Приспособление к бесцентровошлифовальным станкам для загрузки конических роликов | 1951 |
|
SU98278A1 |
| Способ сборки игольчатых подшипников, устройство для его осуществления и рабочая головка к устройству | 1990 |
|
SU1783185A1 |
| ПЛУГ-УДОБРИТЕЛЬ | 2008 |
|
RU2384033C1 |
| ДЯ БИБЛИОТЕКА•! ?t IJ | 1970 |
|
SU268150A1 |
| Самоходный многорядный картофелеуборочный комбайн | 1990 |
|
SU1811772A1 |
| МЕЛИОРАТИВНОЕ ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ | 2014 |
|
RU2567203C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПРОФИЛЬНЫХ КАНАВОК НА ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВКАХ | 1993 |
|
RU2049577C1 |
| Устройство для наполнения банок | 2022 |
|
RU2793984C1 |