сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки роликовых подшипников | 1980 |
|
SU934066A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Устройство для сборки игольчатых подшипников | 1979 |
|
SU865592A1 |
| Рабочая головка к автомату для сборки подшипников качения | 1989 |
|
SU1677394A1 |
| Рабочая головка к полуавтомату для сборки подшипников качения | 1980 |
|
SU941730A1 |
| АВТОМАТ ДЛЯ СБОРКИ ИГОЛЬЧАТЫХ ПОДШИПНИКОВ | 1970 |
|
SU425003A1 |
| Станок для установки стопорных колец и запрессовки подшипников | 1976 |
|
SU614925A1 |
| Автомат для сборки игольчатых подшипников карданного типа | 1990 |
|
SU1712698A2 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |

Использование: в подшипниковой промышленности, при сборке игольчатых подшипников. Сущность изобретения: устройство содержит механизм подачи роликов с бункером, отсекатель, рабочую головку со сквозными отверстиями. Устройство содержит также сборочный столик с осциллирующим устройством и выталкивателем с пружиной. Над сборочным столиком установлен ловитель для захвата и выброса подшипников. Рабочая головка содержит механизм загрузки роликов в виде цилиндрической оправки с отсекателем, а также сменную направляющую втулку. Во втулке выполнен паз со скосом, расположенным со стороны канала оправки и со скругленными кромками, пружиной и упорным подшипником. Отсекатель выполнен в виде втулки, установленной с возможностью осевого перемещения и вращения вокруг оси. Угол скоса паза выполнен в пределах 5-10°. 2 с.п, и 4 з.п. ф-лы, 3 ил.
Изобретение относится к области подшипниковой промышленности и может быть использовано при сборке игольчатых подшипников.
Известен способ сборки игольчатых подшипников)заключагощийся в предварительном комплектовании деталей и сборке подшипников, при этом в аружное кольцо подается или комплект игл или поштучно помощью непосредственного воздействия на игольчатые ролики. Недостатком является в первом случае громоздкое, сложное в изготовлении и наладке оборудование, во втором случае низкая производительность труда.
Известно устройство для сборки игольчатых подшипников содержащее корпус, в котором смонтированы механизм подачи роликов и сборочная головка с полой оправкой, поворотной втулкой, выталкивателем и со сквозными радиальными пазами. Недостатки: принудительная подача роликов сжатым воздухом в рабочую зону требует дополнительное оборудование, заполне- nvie подшипника роликами не контролируется, наружное кольцо подшипника в оправе не закрепляется.
Известно устр ойство для сборки игольчатых подшипников карданного типа содержащее смонтированные на основании корпус с расположенной в нем вращающей
ч со
СлЭ
00 СП
обоймой, механизм загрузки с оправкой, толкатель для иголок выполненный в виде подпружиненного рычага и расположенный в радиальном пазу, выполненном в оправке. Недостатки: сложность изготовления, нали- чие дополнительного привода для работы рычага, цикличность работы, что проводит к снижению производительности труда.
Наиболее Близким техническим решением является устройство для сборки бессе- параторных радиальных роликовых подшипников содержащее смонтированные на станине механизм подачи роликов с бункером, отсекателем и головкой со сквозными отверстиями для прохода роликов и сборочный столик, смонтированный с возможностью вращения и возвратно-поступательного перемещения вдоль вертикальной оси. Недостатком известного устройства является наличие цилиндрического фиксатора на торце сборочного столика, предполагающего ручную установку наружного кольца подшипника, при этом внутреннее кольцо также устанавливается вручную, что снижает производительность труда.
Цель изобретения - упрощение конструкции устройства и увеличение производи- тельности труда. Использование предлагаемого способа и устройства для его осуществления позволяет увеличить произ- водительность труда при сборке игольчатых подшипников. Простота изготовления и минимальные габаритные размеры делают возможным применение данного устройства в автоматических линиях.
Поставленная цель достигается тем, что в способе сборки игольчатых подшипников, включающем подачу в зону сборки предварительно отсортированных деталей и заполнение кольца телами качения, наружное кольцо осциллируют. Частоту и амплитуду осцилляции выбирают из условия обеспечения величины смещения роликов по окружности кольца за одно колебание равную 1,5 - 2 р, где р - диаметр игольчатого ролика. Для осуществления способа применено устройство для сборки игольчатых подшипников, содержащее смонтированный на станине механизм подачи роликов с бункером, отсекатель, рабочую головку со сквоз- отверстием для прохода роликов и сборочный столик, который снабжен осциллирующим устройством и выталкивателем с пружиной, установленным с возможностью перемещения относительно столика. Над сборочным столиком установлен ловитель дли захвата и выброса подшипника, выполненный из материала с твердостью, меньшей твердости колец подшипника. Рабочая головка к устройству для сборки подшипников содержащая размещенный в корпусе механизм загрузки роликов в виде цилиндрической оправки с отсекателем снабжена сменной направляющей втулкой, в которой выполнен паз со скосом, расположенным со стороны канала оправки и со скругленными вертикальными кромками, пружиной и упорным подшипником, а отсекатель выполнен в виде втулки, установленной с возможностью осевого перемещения и вращения вокруг оси и связанной с корпусом с помощью упомянутых пружин и подшипника. Для предотвращения возможности выхода недоукомплектованных подшипников после сборки угол скоса паза направляющей втулки выполнен в пределах 5- 10°.
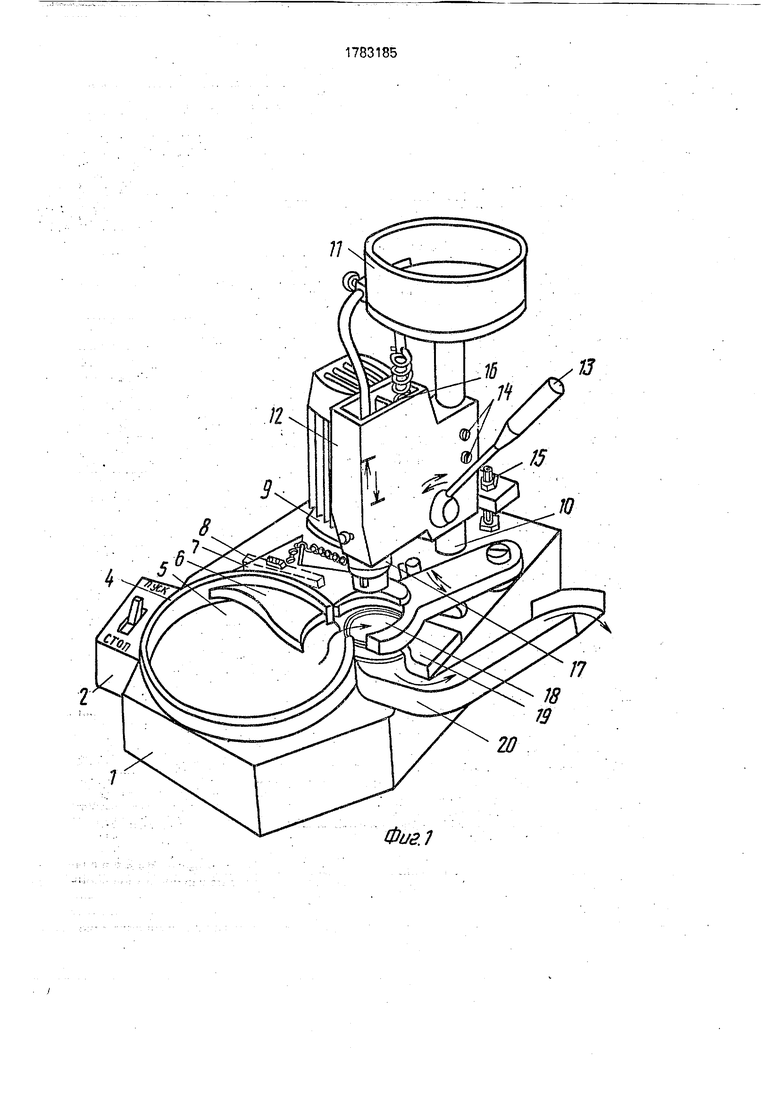
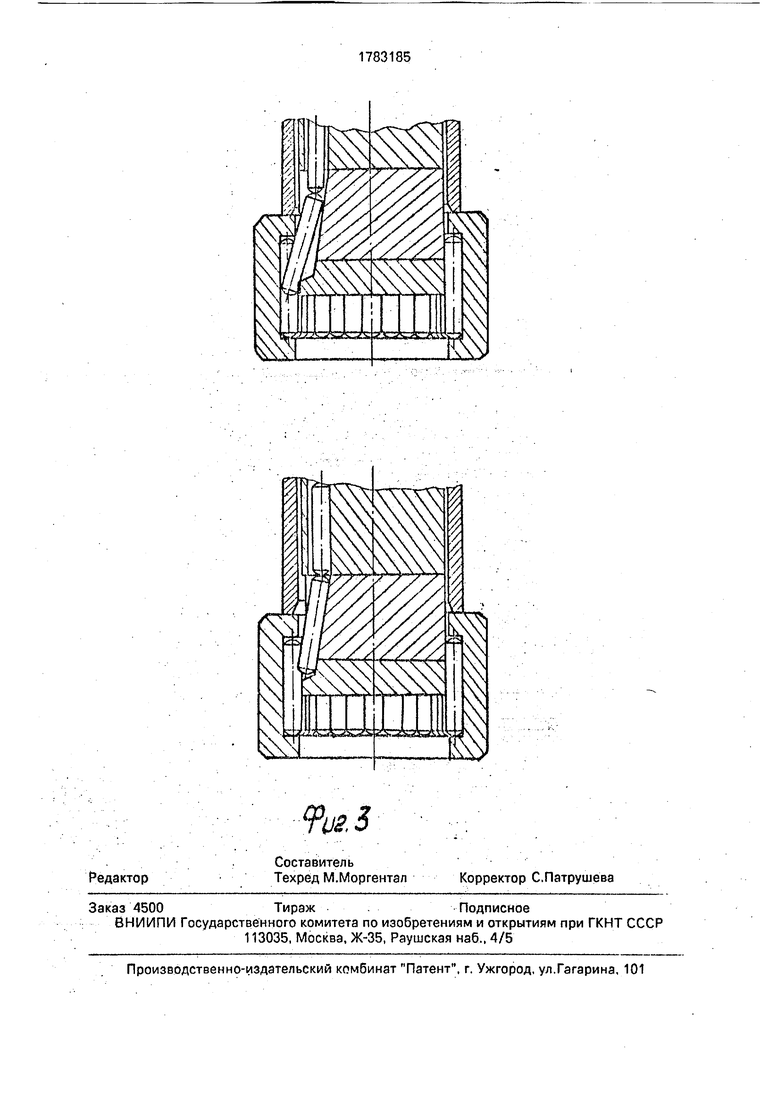
На фиг.1 изображено устройство для сборки игольчатых подшипников, общий вид; на фиг.2 - рабочая головка и сборочный столик, разрез; на фиг.З - расположение роликов в рабочей головке; верхняя позиция - подшипник недоукомплектован, нижняя позиция - подшипник укомплектован роликами полностью.
Устройство для сборки игольчатых подшипников включает станину 1 на которой установлен 3-х фазный выключатель 2 и приемный лоток 3. На верхней плите станины 1 установлено ограждение 4 внутри которого находится подающий диск 5 и направляю-, щая планка 6. С наружной стороны к ограждению 4 крепится кронштейн 7 с регулируемым упором 8. На станине 1 установлены: 3-х фазный электродвигатель 9 штанга полая с реечным механизмом 10 на которой находятся бункер-ориентатор 11 и корпус рабочей головки 12 с рукояткой 13, регулировочными винтами 14 и упором 15. Для облегчения подъема корпуса рабочей головки 12 в исходное положение, между бункером-ориентатором 11 и корпусом головки 12 установлена пружина 16. В корпусе 12 находится рабочая головка 17. Соосно с рабочей головкой 17 на станине 1 расположен сборочный столик 18 над которым установлен ловитель связанный с приемным лотком 3 направляющей планкой 20, Во внутренней полости (фиг.2) сборочного столика 18 установлены выталкиватель 21 и пружина 22. Рабочая головка 17 выполнена следующим образом (фиг.2). В корпусе 23 установлены цилиндрическая оправка 24, связанная с бункером-ориентатором 11 гибкой трубкой 25, которая фиксируется прижимным винтом 26. Цилиндрическая оправка 24 крепится в корпусе 23 винтом 27. В корпусе 23 установлены пружина 28, упорный подшипник 29 и отсекатель 30. На конце цилиндрической оправки 24 находится
сменная направляющая втулка с пазом 31/ установленная с помощью фиксирующей шпильки 32 и крепежного винта 33.
Устройство работает следующим образом.
Запустив электродвигатель 9 при помо- щи выключателя 2. посредством ременной передачи передается вращение на подающий диск 5, на бункер-ориентатор 11-и осцилляция на сборочный столик 18. Предварительно скомплектованные наруж- ные и внутренние кольца собираемого подшипника устанавливаются на подающий диск 5, с которого посредством направляющей планки 6 и ограждения 4 они подаются на сборочный столик 18 в паз ловителя 19. Игольчатый ролик, подобранный по диаметру- скомплектованных колец подшипника загружается в бункер-ориентатор 11 откуда через гибкую трубку 25 поступает в рабочую головку 17. При повороте рукоятки 13 про- тив часовой стрелки корпус головки 12 вместе с рабочей головкой 17 опускается вниз по штанге 10 до упора 15 предварительно выставленного. При этом отсекатель 30 упираясь в наружное кольцо подшипника поднимается вверх, сжимая пружину 28, и открывает канал подачи роликов цилиндрической оправки 24, а крепежный винт 33 выжимает внутреннее кольцо подшипника во внутреннюю полость сборочного столика 18, сжимая пружину 22 выталкивателя 21. Отсекатель 30 прижимает наружное кольцо подшипника к сборочному столику 18, осцилляция которого передается кольцу. За счет осцилляции и давления столба роликов через паз направляющей втулки 3,1 игольчатый ролик заполняет наружное кольцо подшипника. После чего рукояткой 13 рабочая головка 17 выводится из наружного кольца подшипника, при этом отсекатель 30 закры- вает канал подачи роликов, а выталкиватель 21 вставляет внутреннее кольцо в подшипник. При дальнейшем движении рукоятки 13 происходит поворот ловителя 19, который выбрасывает собранный подшипник на приемный лоток 3. После этого ловитель 19 возвращается на исходную позицию до ре- гулируемого упора 8. В дальнейшем цикл сборки повторяется. В случае недоукомплектования подшипника роликами в про- цессе сборки, то есть когда зазор между роликами в подшипнике больше диаметра ролика, игольчатый ролик принимает положение за счет скоса в пазе направляющей втулки,при котором происходит запирание наружного кольца подшипника на рабочей головке (фиг.З). Регулировка скорости потока игольчатых роликов зависит от винтов 14 и упора 15.
Формула изобретения
.
-4
ОТ
оэ
а
98IЈ81I
| Устройство для сборки бессепараторных радиальных роликовых подшипников | 1979 |
|
SU773324A1 |
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
