Изобретение относится к медицинской технике, а именно к стоматологическим инструментам для изготовления зубных протезов.
Известно устройство для штамповки коронок, содержащее корпус с рабочей формовочной полостью, шток с опорной плошадкой и выступом, установленный на упругой шайбе, рассекатели, соединенные между собой кольцом с пазами и установленные в пазах корпуса на .осях, и выталкиватель с пластинами 1.
Недостатком указанного устройства является то, что при рассекании тремя рассекателями не обеспечивается рассекание контрштампа на три равные части. Контрштамп рассекается на три части ориентировочно в 50% случаев, в остальных он разваливается на четыре или даже большее количество частей и осколков и становится непригоден для проведения штамповки. Заливку модели культи зуба приходится повторять иногда неоднократно, так как раскалывание контрштампа на части зависит от геометрических размеров модели культи зуба, ее формы и расположения в конусной полости. Поэтому только подбирая оптимальное расположение модели в конусной полости возможно получить рассечение контрштампа на две части.
Кроме того, модель культи зуба имеет форму усеченного крнуса (как правило) или цилиндра, поэтому йри раскалывани 1 контрштампа на две неравные половины модель культи зуба сложно извлечь.и при извлечении нарушается форма контрштампа.
Итак, недостатком существующей конструкции является большая трудоемкость изготовления контрштампа и его невысокое качество, и следовательно, и коронок.
Целью изобретения является повышение качества штамповки.
Поставленная цель достигается тем, что Вустройстве для штамповки коронок, содержащем корпус с рабочей формовочной полостью, щток с опорной площадкой и выступом, установленный на упругой шайбе, рассекатели, соединенные между собой кольцом с пазами и установленные в пазах корпуса на осях, и выталкиватель с пластинами, шток выполнен со сквозными пазами, в которых размещены пластины выталкивателя, при этом щток подпружинен относительно последнего, причем каждый рассекатель расположен над соответствующей пластиной выталкивателя.
Такое выполнение предлагаемого устройства позволяет обеспечить повышение качества изготовления коронок, а также уменьшение трудоемкости.
На фиг. 1 изображено устройство для штамповки коронок; на фиг. 2 - выталкиватель.
Устройство для штамповки коронок содержит корпус 1 с рабочей формовочной полостью 2, переходящей в цилиндрическую полость 3. В цилиндрической полости 3 подвижно установлен шток 4, имеющий несколько сквозных пазов 5 (количество сквозных пазов - 3, может быть 4). Шток 4 поджат к корпусу 1 через упругую щайбу 6 и щайбу 7 резьбовой крышкой 8. Через шайбу 7 и резьбовую крышку 8 подвижно
0 проходит выталкиватель 9 с пластинами 10 (количество пластин равно количеству сквозных пазов 5 в штоке 4).
В сквозных пазах 5 подвижно установлены пластины 10 выталкивателя 9, а между штоком 4 и выталкивателем 9 в цилиндрической полости 11 штока размещена пружина 12 сжатия. Усилие пружины 12, перемещение штока 4, выталкивателя 9 и их взаимное положение регулируется винтом 13. Рассекатели 14 (количество рассекателей равно количеству сквозных пазов 5 и количеству пластин 10) соединены между собой кольцом 15 с пазами 16, в которых установлены щтифты 17 рассекателей 14.
. Кроме того, рассекатели 14 и пластины 10 выталкивателя 9 расположены в одной плоскости, что обеспечивается наличием штифта 18 между штоком 4 и корпусом 1.
Устройство для штамповки коронок работает следуюшим образом.
В полость2 устанавливают модель-, повторяющую культю зуба, и заливают легкоплавким, имеющим оптимальную прочность, хрупкость и твердость сплавом (например, сплав Вуда). Заливка производится в положении, когда кольцо 15 находится в крайнем нижнем положении и концы рассекателей 14 выходят в конусовидную полость 2.
5 Затем прикладывают ударную нагрузку к выталкивателю 9 и его плactины 10, перемещаясь по пазам 5, выходят за пределы штока 4, надсекают контрштамп в трех плоскостях, а рассекатели рассекают его на три равные части. Пружина 12 возвращает выталкиватель в исходное положение. Затем кольцо 15 поднимают в крайнее верхнее положение и производят процесс штамповки. При этом выталкиватель 4 своими пластинами 10 не выходит за пределы штока 4. Контрштамп всегда рассекается на 3 или 4 равные части без осколков. Кроме того, при рассечении на 3 равные части просто извлекается модель из контрщтампа и не повреждается контрщтамп при ее извлечении.
Перезаливок контрштампа и поисков расположения модели культи зуба в конусовидной полости производить не требуется, поэтому уменьщается время на изготовление коронок и улучшается их качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки коронок | 1983 |
|
SU1142117A1 |
| Устройство для штамповки коронок | 1981 |
|
SU982684A1 |
| УСТРОЙСТВО для ШТАМПОВКИ КОРОНОК | 1971 |
|
SU294616A1 |
| Устройство для штамповки коронок | 1990 |
|
SU1801405A1 |
| Способ изготовления искусственных зубных коронок и мостов | 1987 |
|
SU1461443A1 |
| Устройство для штамповки коронок | 1980 |
|
SU978845A2 |
| УСТРОЙСТВО для ШТАМПОВКИ КОРОНОК | 1967 |
|
SU192348A1 |
| ПРОТЕЗ ДЛЯ ЗУБА, ПОДВЕРГШЕГОСЯ КОРОНО-РАДИКУЛЯРНОЙ СЕПАРАЦИИ | 1996 |
|
RU2103941C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
УСТРОЙСТВО ДЛЯ ШТАМПОВ КИ КОРОНОК, содержащее корпус с рабочей формовочной полостью, шток с опорной площадкой и выступом, установленный на упругой щайбе, рассекатели, соединенные между собой кольцом с пазами и установленные в пазах корпуса на осях, и выталкиватель с пластинами, отличающееся тем, что, с целью повыщения качества штамповки, шток выполнен со сквозными пазами, в которых размещены пластины выталкивателя, при этом щток подпружинен относительно последнего, причем каждый рассекатель расположен над соответствующей пластиной выталкивателя. S (Л СП со ел G5 а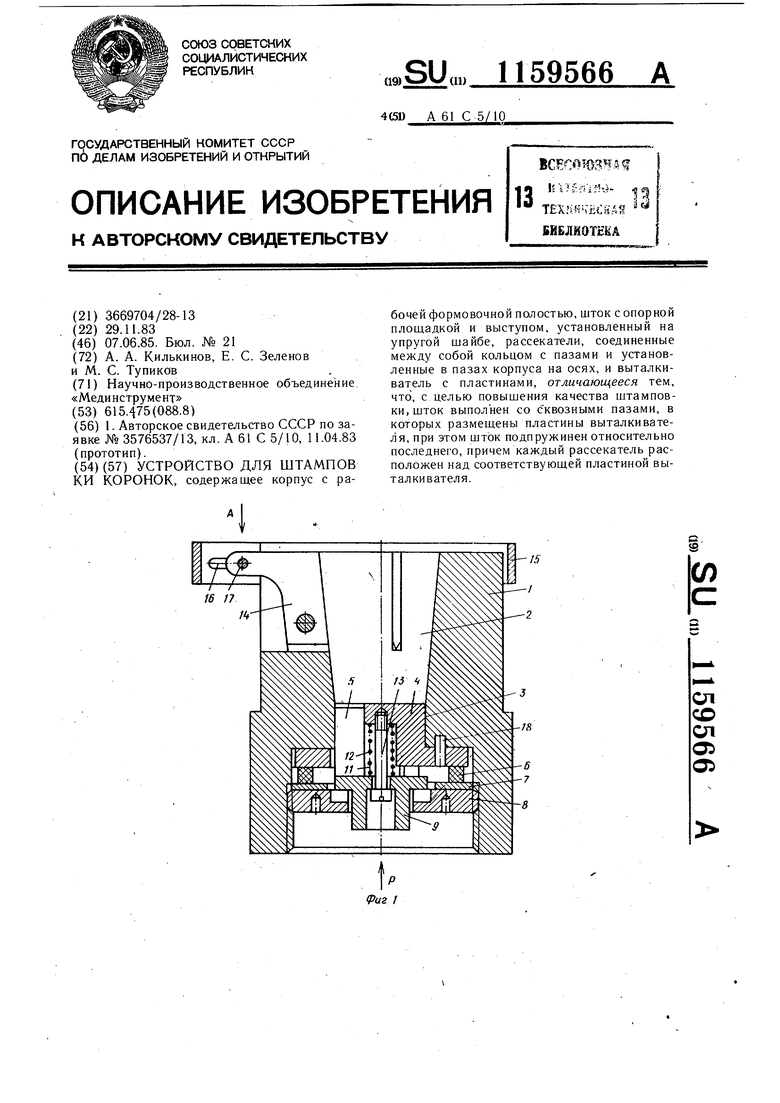
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3576537/13, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
