Устройства для штамповки коронок, содержащие шток и кювету с конусовидной полостью и клиновидными выступами, параллельно расположенными на ее внутренней поверхности, известны.
В предлагаемом устройстве, в отличие от известных клиновидные выстуны выполнены расширенными к входному отверстию кюветы. Такое выполнение устройства обеспечивает раскалывание матрицы одновременно с ее выведен рм из кюветы.
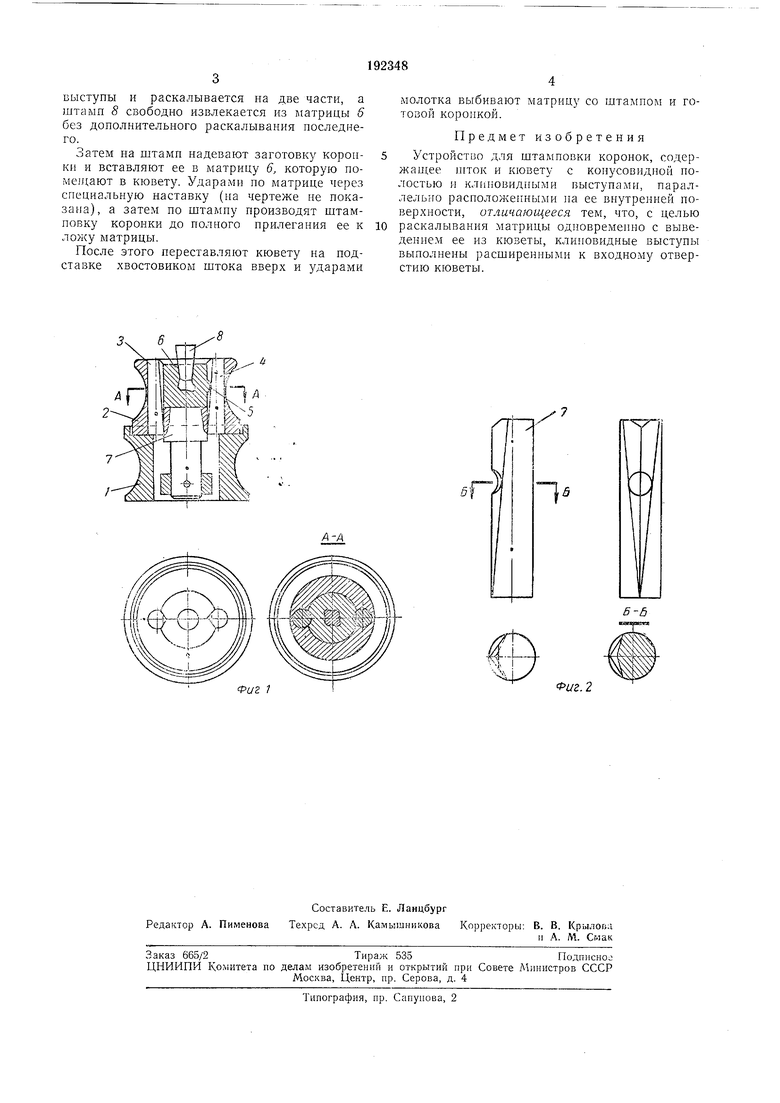
На фиг. 1 показано предлагаемое устройство; па фиг. 2 изображены иальцы кюветы с клиновидными выступами.
Устройство содержит подставку 1, имеюш,ую цилипдрическое сквозное отверстие с заточкой вверху. В заточку вставляют кювету 2, внутренняя поверхность которой имеет форму усеченного конуса с основанием сверху. Кювета имеет также два цилиндрических отверстия, расположенных диаметрально и параллельно вертикальной оси кюветы.
В каждое из указанных отверстий запрессованы пальцы 3 н 4 с сегментными углублениями 5. Часть поверхности пальцев, выступаюшая в конусное отверстие кюветы, выполнепа в виде клиньев, расширяюш,ихся к выходному (верхнему) отверстию кюветы. Выступающие части пальцев играют роль клиновидных выступов кюветы. Эти выступы служат направляющими для матрицы 6 и штока 7, имеюш,ими копусные поверхности, соответствующие конусному отверстию кюветы. В конусной части штока 7 имеются два клиновидных углубления, в которые входят клиновидные выступы кюветы. По этим выступам шток 7 свободно перемеп,ается.
Изготовление матрицы и штамповка коронок происходят следующим образом. На рабочий стол ставят подставку /, в заточку которой устанавливают кюпету 2 в сборе (с запрессованными пальцами 3 и 4). В кювете 2 находится шток 7, который под действием собственного веса свободно опускается до сопряжения конусиых поверхностей. При этом основание конуса штока служит дном кюветы. На нижней части хвостовика штока имеется кольцо, ограничивающее ход штока вверх но внутренней конусной поверхности кюветы 2.
В конусную полость кюветы заливают легкоплавкий металл, в который погружают металлический штамп 8 коронковой частью вниз до ее полного погружения. После того
как металл затвердеет, кювету приподнимают и легкими ударами о хвостовик штока выбирают матрицу 6. При этом матрица 6, заполнившая ири заливке металла сегментные углубления 5, двигаясь к выходному отвервыступы и раскалывается на две части, а штамп 8 свободно извлекается из матрицы 6 без дополнительного раскалывания последнего.
Затем на штамп надевают заготовку коронки и вставляют ее в матрицу 6, которую помещают в кювету. Ударами но матрице через специальную наставку (на чертеже не показана), а затем по штампу производят штамповку коронки до полного нрилегания ее к ложу матрицы.
После этого переставляют кювету на подставке хвостовиком штока вверх и ударами
молотка выбивают матрицу со штампом и готовой коронкой.
Предмет изобретения
Устройство для штамповкн коронок, содержан;ее JJITOK и кювету с конусовидной полостью и клиновидными выступами, параллельно расноложеннЕями на ее внутренней поверхности, отличающееся тем, что, с целью раскалывания матрицы одновременно с выведеннем ее из кюветы, клиновидные выступы выполнены расширенными к входному отверстию кюветы.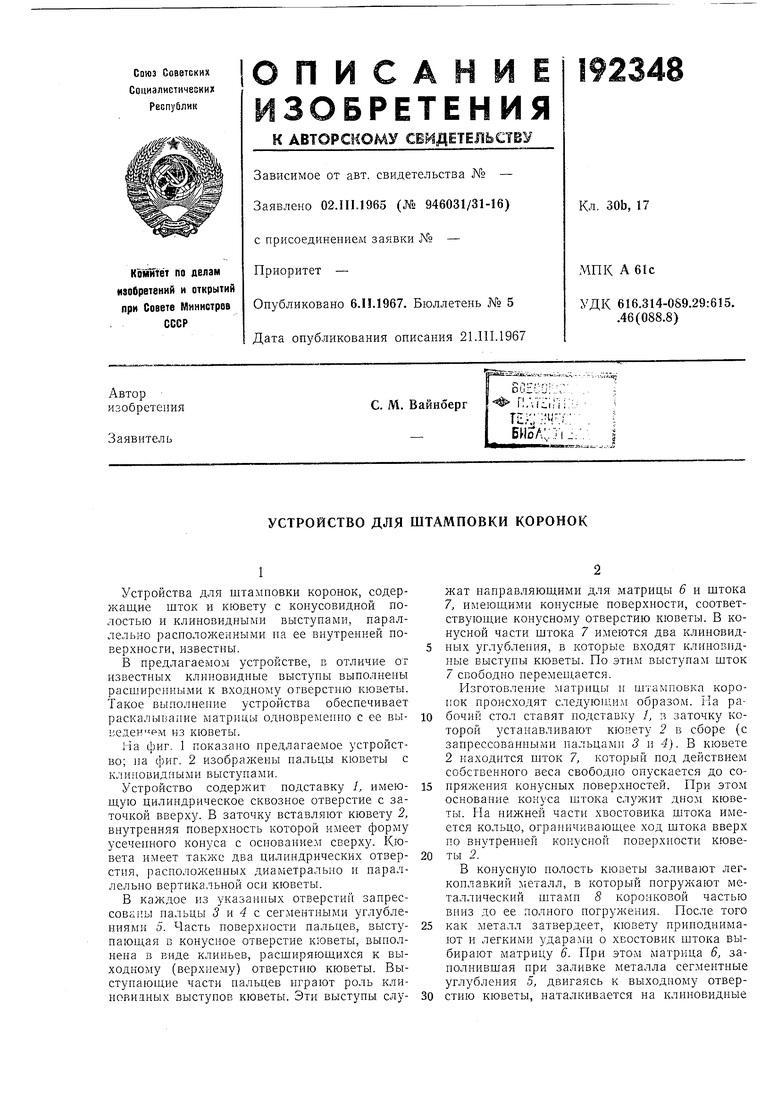
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ШТАМПОВКИ КОРОНОК | 1971 |
|
SU294616A1 |
| Устройство для штамповки коронок | 1990 |
|
SU1801405A1 |
| Устройство для штамповки коронок | 1981 |
|
SU982684A1 |
| Устройство для штамповки коронок | 1983 |
|
SU1142117A1 |
| Аппарат для штамповки металлических коронок | 1949 |
|
SU85970A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| Устройство для штамповки коронок | 1983 |
|
SU1159566A1 |
| Способ восстановления перфораторных коронок | 1989 |
|
SU1760077A1 |
| Подставка для удержания металлического зуба при изготовлении коронок | 1928 |
|
SU23557A1 |
| ЗУБОТЕХНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ШТАМПОВКИКОРОНОК | 1965 |
|
SU167961A1 |
5х S
А-А
Фиг 1
,.,...
Б-6
иг.2
