5 В
Фи.1 « f 2 
1. СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОЛОС С ЧЕРЕДУЮЩИМСЯ ПРОДОЛЬНЫМ ПЛАКИРОВАНИЕМ путем выполнения в полосе основного слоя продольных пазов прямоугольного сечения, укладки в пазы полос плакирующего слоя и холодной продольной прокатки пакета полос, отличающийся тем, что, с целью повышения качества полос и снижения трудоемкости их изготовления, на полосе основного слоя вдаль краев каждого паза выполняют выступы с наклонными к поверхности полосы боковыми поверхностями и высотой каждой пары выступов, увеличивающейся в направлении, перпендикулярном пазам от середины полосы к ее краям. 2. Способ по п. 1,отличающий с я тем, что угол наклона боковых поверхностей выступов к поверхности полосы основного слоя составляет 30-60.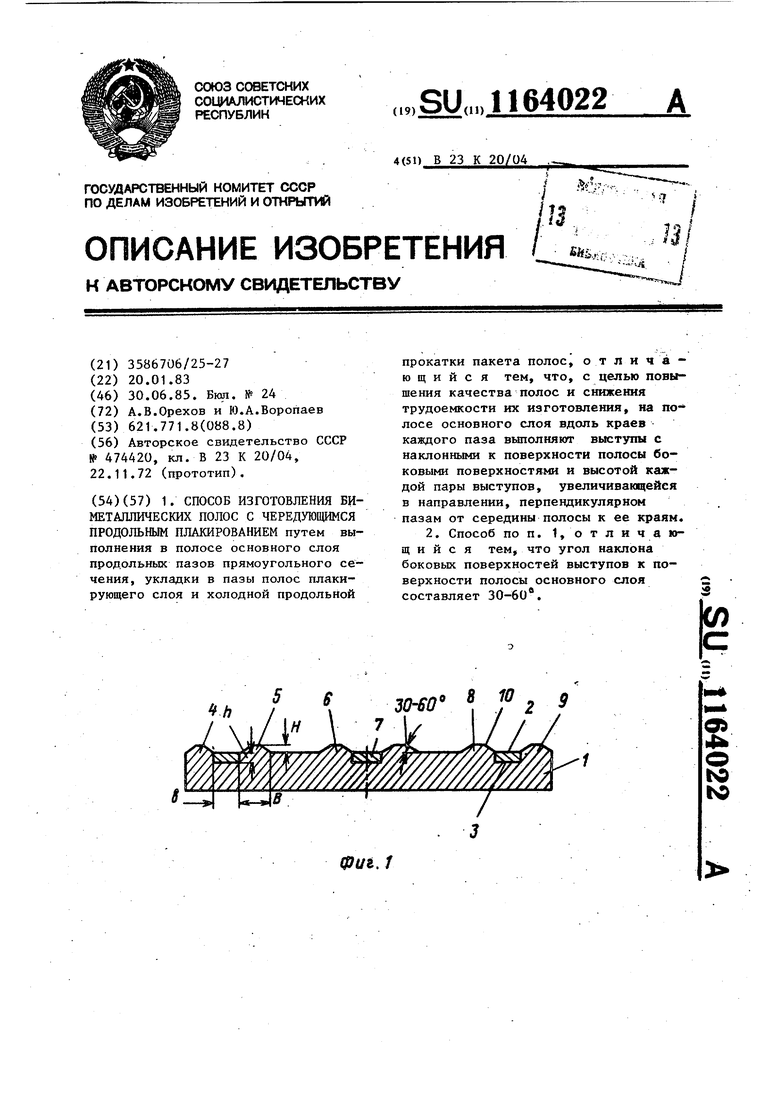
| Способ получения биметаллической ленты | 1972 |
|
SU474420A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
