Изобретение относится к индук- ционному нагреву и может быть применено в металлургии и машиностроении при нагреве заготовок под горячую дефорйацию.
Цель изобретения - повышение производительности путем исключения простоев оборудования.
На чертеже представлена схема устройства для осуществления предложенного способа нагрева заготовок в многосекционном индукторе.
Устройство содержит по меньшей мере три секции индуктора 1-3, третья из которых служит термостатом Каждая секция 1-3 индуктора подключена к источникам 4-6 питания соответственно, в качестве которых могут быть использованы источники повышенной или промьшшенной частоты (преобразователи, трансформаторы, сеть промыкшенной частоты). Каждый источник питания снабжен регулятором 7-9 мощности при температуре в качестве которых могут быть использованы существующие контактные и бесконтактны регуляторы.
Для перемещения заготовок из секции в секцию предусмотрены механизмы fO-12 перемещения, в качестве кото рых могут быть использованы конвейерные, толкательные, рольганговые и т.п. механизмы.
В установившемся режиме в 1 и 2 секции находятся по одной партии заготовок, которые нагреваются в садочном режиме. Количество заготовок партии в каждой секции одинаково, так как одна и та же партия заготовок перемещается последовательно из секции в секцию. В последней термостатирующей секции 3 количество заготовок не меньше удвоенного количества заготовок в партии, что необходимо для создания запаса заготовок в случае нарушения ритма работы технологического оборудования, например, пресса и выравнивание температуры по сечению.
После передачи партии заготовок из секции в секцию, в последней находится две парии заготовок, причем первая по ходу движения имеет перепад температур по сечению, не превышающий заданного. По мере выдачи и секции 3 заготовок передней партии, в заготовках второй по ходу партии выравнивается температура по
сечению. Так кяк время выдачи всей партии равно времени выравнивания температуры по сечению, после выдачи последней заготовки первой партии из термостата даже у первой заготовки второй партии перепад температур по сечению не будет превышать заданггого значения. При выработке заготовок передней партии из термостата в термостат передается очередная партия заготовок. Передача партии из секции в секцию происходит синхроно, вследствие того, что время нагрева партии заготовок в каждой секции одинаково и равно времени выдачи партии заготовок из термостата.
Во время сбоя или остановки технологического оборудования время выдачи заготовок одной партии из термостата будет больше из-за задержек и в момент окончания нагрева партии заготовок в секциях перед термостатирующей секции заготовки нельзя будет передавать из секции в секцию.
В этом случае прекращается поштучная вьщача заготовок из секции 3, а секции 1 и 2 индуктора продолжают нагрев заготовок до достижения в них температуры, конечной для данной секции. После зтого секции индуктора переходят на режим термостатирования. После окончания паузы по сигналу готовности .технологического оборудования возобновляется поштучная- выдача из секции 3 заготовок передней партии с заданным темпом. После вьщачи из термостата последней заготовки передней партии производят передачу партий из секции в секцию.
В первую секцию загружают новую партию холодных заготовок и устройство продолжает работать в установившемся режиме. Все эти операции осуществляются автоматически без ка.кого-либо вмешательства оператора. Количество секций перед термостатирукщей, время нагрева заготовок в них и конечную температуру нагрева в секциях можно выбрать исходя из мощностей, имеющихся в наличии, например можно выбрать одинаковый уровень мощности в каждой секции. Тогда при условии равного времени нагрева в каждой секции по известным методикам- может быть расчитана конечная температура заготовки в каждой секции. Можно также исходить из равного прироста теплосодержания
3V1
заготопок R каждой секции, т.е. количества энергии, которое нужно передать в заготовки в каждой секции. Тогда в зависимости.от соотношения длины и сечения заготовок, возможностей изготовления индуктора, механизмов выбирают количество заготовок в партии. Зная заданный темп выдачи по технологическому оборудованию и количество заготовок в партии находят время нагрева партии заготовок в каждой секции. По времени нагрева партии и общему времени
1Ъ42НД4
нагрева определяют количество ,UIOT нагрева, т.е. число секций индукт(1ра.
Данный способ нагрева заготовок 5 позволяет снять ограничения по производительности установок садочно1Ч типа и повысить ритмичность работы методических установок.
Экономический эффект от примене.10 ния изобретения зависит от стоимости обрабатываемого материала и производительности устройства и ориентировочно составляет 50 тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления нагревом заготовок в индукционной методической установке | 1983 |
|
SU1109454A1 |
| Способ управления индукционной нагревательной методической установкой | 1981 |
|
SU1034200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Способ управления поверхностным нагревом заготовок | 1984 |
|
SU1173563A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НАГРЕВА ЗАГОТОВОК ПОД ДЕФОРМАЦИЮ | 1990 |
|
RU2063448C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| Индукционная методическая нагрева-ТЕльНАя уСТАНОВКА | 1979 |
|
SU813825A1 |
| Способ индукционного нагрева заготовок в поперечном магнитном поле | 1980 |
|
SU994569A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
СПОСОБ НАГРЕВА ЗАГОТОВОК В МНОГОСЕКЦИОННОМ ИНДУКТОРЕ, включающий последовательную передачу заготовок из секции в секцию, периодический, нагрев их в каждой секции, термостатирование заготовок в последней секции при достижении заготов - ками заданной температуры и поштучную вьщачу нагретьк заготовок, отличающийся тем, что, с целью повышения производительности, нагрев заготовок в секциях и передачу их из секции в секцию произвол дят партиями, при этом время нагрева партии в каждой секции, кроме последней, выбирают равным времени вьфавнивания температуры заготовок в партии в последней секции. п гИ L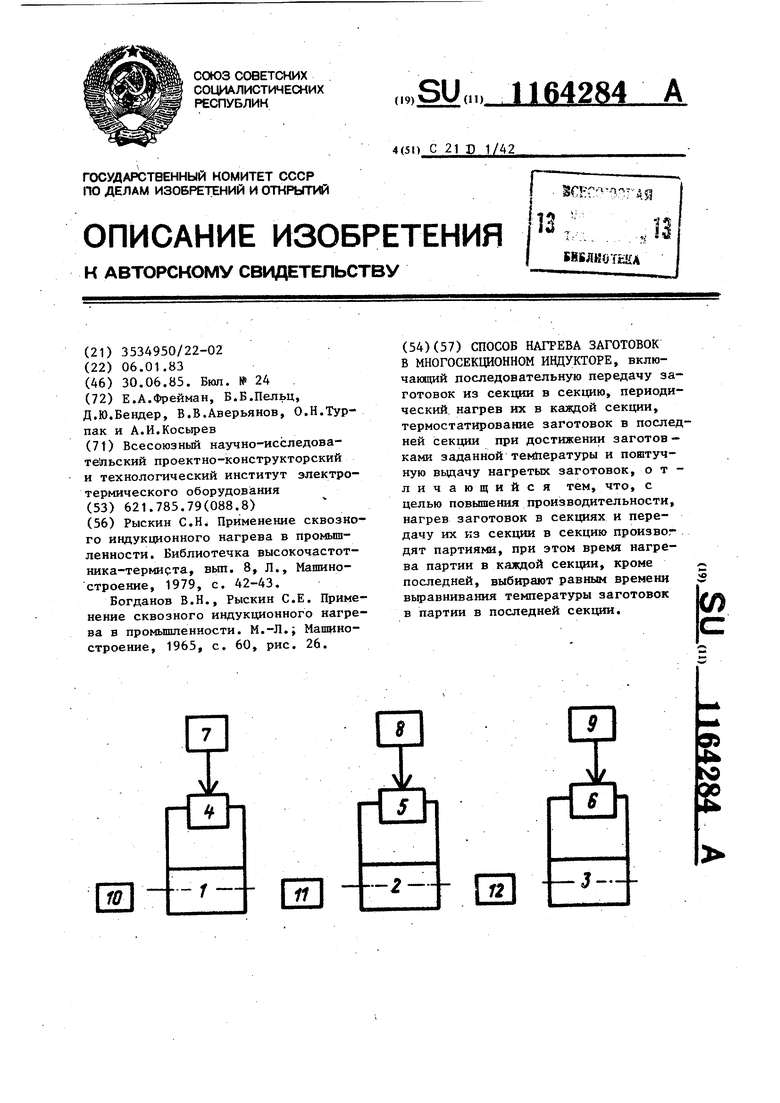
| Рыскин С.Н Применение сквозного индукционного нагрева в промышленности | |||
| Библиотечка высокочастотника-терми та, вьт | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Богданов В.Н., Рыскин С.Е | |||
| Применение сквозного индукционного нагрева в промьшшенности | |||
| М.-Л.; Машиностроение, 1965, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
