Изобретение относится к области обработки металлов давлением и касается способа получения горячекатаных бесшовных труб винтовой прокаткой.
Известен способ винтовой прокатки труб, патент ФРГ №3717698, кл. В21В 19/02, заявл. 26.05.87 г., опубл. 14.01.88 г., включающий нагрев заготовки, прошивку заготовки в гильзу и ее последующую раскатку в трубу в той же клети стана винтовой прокатки. После прошивки на сферической части оправки рабочие валки, направляющий инструмент и привод рабочих валков перенастраивают на раскатку. Затем гильзу с того же нагрева задним концом подают в калибр в направлении, противоположном направлению прошивки, и раскатывают на цилиндрической части оправки.
Основным недостатком данного способа винтовой прокатки труб является большая потеря гильзой тепла после прошивки. Это вызвано тем, что в результате перенастройки рабочих валков, направляющего инструмента и привода рабочих валков с процесса прошивки на процесс раскатки происходит длительный контакт большой площади гильзы и по периметру и по длине с неудаленной оправкой, что приводит к повышенным энергозатратам по деформации остывшей гильзы и разностенности и снижает качество труб.
Известен стан винтовой прокатки труб, в котором прошивку заготовки в гильзу и ее последующую раскатку осуществляют в одной и той же рабочей клети, патент Японии №63154206, кл. В21В 19/06, заявл. 15.12.86 г., опубл. 27.06.88 г. Стан содержит подводящий рольганг, устройство для поперечной передачи заготовок, рабочую клеть с реверсивным приводом вращения валков, передний стол с заталкивателем, задний стол и отводящий рольганг. Передний и задний столы стана снабжены двумя последовательно работающими комплектами оборудования, каждый из которых включает центрирующие устройства, упорно-регулировочный механизм, выдающие ролики, устройство для извлечения стержней.
Основным недостатком этого стана является громоздкость его конструкции, сложность кинематических взаимосвязей и системы управления станом, вызванные наличием последовательно работающих двух комплектов оборудования переднего и заднего столов, а также наличием реверсивного привода валков. Все это влияет на надежность и долговечность работы стана и его стоимость.
Из известных способов винтовой прокатки труб наиболее близким по технической сущности является способ винтовой прокатки, описанный в патенте России №2315671, кл. В21В 19/00, заявл. 06.12.2006, опубл. 27.01.2008 г.
Этот способ включает нагрев заготовки, прошивку заготовки в гильзу и ее последующую раскатку в трубу в калибре клети, образованном рабочими валками, направляющим инструментом и размещенной на стержне прошивной или раскатной оправкой. При этом поперечное сечение очага деформации, соответствующее входу заготовки в валки при прошивке, и поперечное сечение очага деформации, соответствующее началу контактной деформации гильзы между валками и оправкой при раскатке, отстоят друг от друга вдоль очага деформации на 0,4-2,6 диаметра гильзы. Партию заготовок прокатывают в калибре с прошивной оправкой. Затем для сохранения температуры полученные гильзы помещают в термостат или экранируют теплозащитными экранами. После прокатки всей партии заготовок производят перенастройку рабочих валков и направляющего инструмента калибра на раскатку и заменяют прошивную оправку на раскатную. Затем гильзы из теплоизолирующего устройства передним концом задают в этот калибр для раскатки в трубу. При этом прошивку и раскатку осуществляют в заданных сечениях очага деформации, отстоящих друг от друга на определенное расстояние.
Недостатком известного способа винтовой прокатки труб является наличие разрыва в процессе прошивка-раскатка, вызванного необходимостью накопления гильз после прошивки и их термостатирования. Ограниченное время сохранения температуры в термостате лимитирует количество накапливаемых для раскатки гильз, которое на практике достигает нескольких штук и вызывает необходимость перестройки стана на раскатку. После окончания процесса раскатки стан опять перестраивается на прошивку и так далее. Наличие большого количества непроизводительных простоев, вызванных частыми переходами с одного процесса на другой, значительно снижает производительность стана.
Кроме того, ведение процесса прошивки и раскатки в заданных сечениях очага деформации, отстоящих друг от друга на определенное расстояние, вызывает резкое ограничение сортамента прокатываемых труб.
Другим недостатком этого способа является наличие теплоизолирующего устройства для гильз, что увеличивает стоимость оборудования стана.
Из известных станов винтовой прокатки труб наиболее близким по технической сущности является стан, описанный в патенте ФРГ №3717698, кл. В21В 19/02, заявл. 26.05.87 г., опубл. 14.01.88 г.
В этом стане винтовой прокатки прошивку заготовки в гильзу и ее последующую раскатку в трубу осуществляют в одной и той же рабочей клети. Стан содержит подводящий рольганг, устройство для поперечной передачи заготовок, рабочую клеть с механизмом изменения положения валков между проходами и реверсивным приводом валков, передний стол с заталкивателем, задний стол и отводящий рольганг, расположенный по оси стана.
Основным недостатком конструкции данного стана винтовой прокатки, также как и ранее рассматриваемого, является сложность его конструкции и системы управления. Наличие в конструкции рабочей клети стана дополнительного многозвенного механизма изменения положения рабочих валков между проходами почти вдвое увеличивает количество деталей, его составляющих, и их соединений, что снижает жесткость клети и отрицательно сказывается на разностенности прокатываемых труб. Повышенная разностенность усугубляется также наличием указанного ранее длительного контакта большой площади гильзы с неудаленной оправкой вследствие сложной системы управления, вызванной перенастройкой рабочих валков, направляющего инструмента и привода рабочих валков с процесса прошивки на процесс раскатки. Система управления станом усложняется также наличием реверсивного привода вращения валков. В результате всего этого снижается надежность и долговечность работы стана и увеличивается его стоимость.
Задачей настоящего изобретения является создание способа винтовой прокатки труб и стана для его осуществления, позволяющего получать высококачественные трубы из сталей и сплавов широкого марочного и размерного сортамента при меньших затратах на оборудование, имеющее простую конструкцию и систему управления и обладающее высокой надежностью и долговечностью в работе.
Поставленная задача достигается тем, что в способе винтовой прокатки труб, включающем нагрев заготовки, прошивку заготовки в гильзу и ее последующую раскатку в трубу в калибре, образованном рабочими валками, направляющим инструментом и размещенной на стержне прошивной или раскатной оправкой, согласно изобретению, после прошивки гильзу с того же нагрева передним концом задают в калибр для раскатки в трубу, а перенастройку калибра для раскатки осуществляют путем замены стержня с оправкой и установки оправки в калибре ее перемещением в осевом направлении относительно валков без изменения их положения. В стане винтовой прокатки труб для осуществления способа, содержащем подводящий рольганг, устройство для поперечной передачи, рабочую клеть с приводом, передний стол с заталкивателем, задний стол и отводящий рольганг, согласно изобретению, устройство для поперечной передачи выполнено двухсекционным, одна секция которого имеет выбрасыватель, а другая - перекрыватель-выбрасыватель, при этом отводящий рольганг выполнен реверсивным, расположен параллельно оси прокатки и снабжен расположенной между секциями устройства для поперечной передачи дополнительной секцией по длине переднего стола, оснащенной стационарным упором со средством для ввода технологической смазки в гильзу.
Получение высококачественных труб из сталей и сплавов широкого сортамента предложенным способом достигается благодаря легкой перенастройке калибра с прошивки на раскатку, возможность которой осуществляют путем замены стержня с прошивной оправкой на стержень с раскатной оправкой и установкой этой оправки в калибре ее перемещением в осевом направлении относительно валков без изменения их положения, при этом замена стержня с оправкой исключает длительный контакт стержня с нагретой гильзой (черновой трубой). Кроме того, поскольку в данном способе винтовой прокатки больших потерь тепла гильзы после прокатки не происходит, дополнительного оборудования на их подогрев не требуется.
Простота системы управления и конструкции стана винтовой прокатки для осуществления способа обеспечивается возможностью легкой перенастройки калибра клети путем замены стержня с оправкой, в результате чего рабочая клеть стана не имеет дополнительного механизма изменения положения рабочих валков между проходами и отличается высокой жесткостью и точностью их установки в очаге деформации. Кроме того, передачу гильзы (черновой трубы) на передний стол стана для последующей раскатки осуществляют за счет особого, простого в исполнении устройства для поперечной передачи и выполнения отводящего рольганга реверсивным с дополнительной секцией, в результате чего использование реверсивного привода вращения валков большой мощности здесь не требуется. Все вышеизложенное обеспечивает высокую надежность и долговечность работы стана, а также снижает его стоимость.
Для пояснения изобретения ниже приводится конкретный пример выполнения стана винтовой прокатки и описан пример осуществления способа на нем, со ссылками на прилагаемые чертежи, на которых:
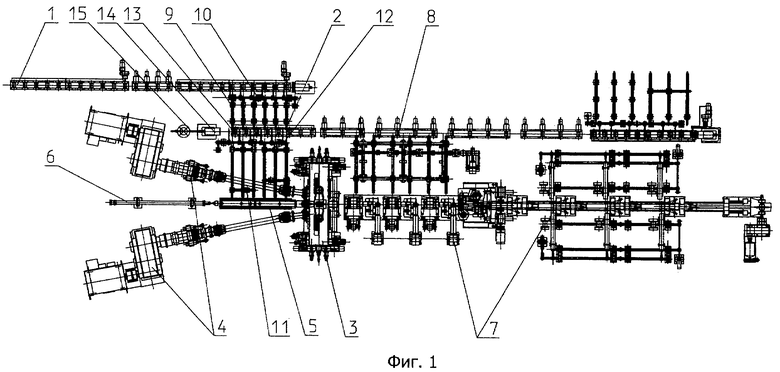
на фиг.1 изображен общий вид стана винтовой прокатки в плане,
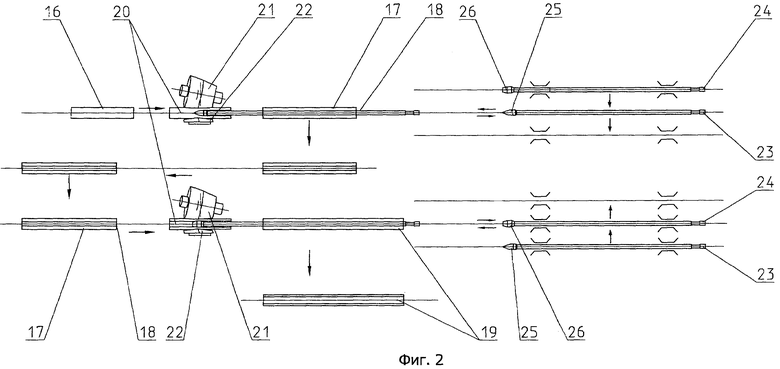
на фиг.2 изображена схема процесса прокатки в стане,
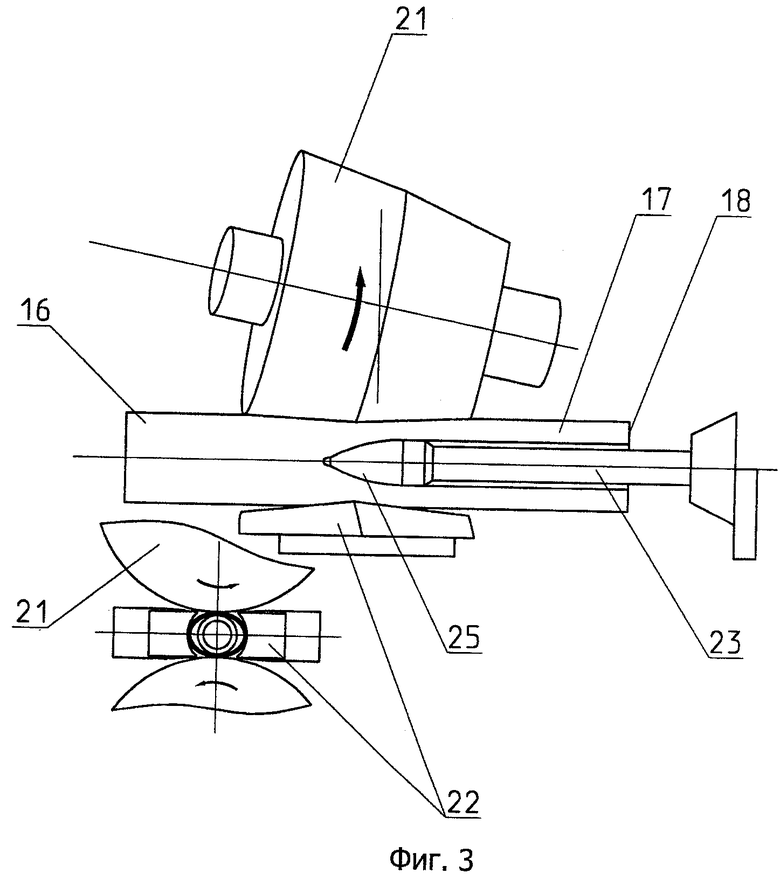
на фиг.3 изображен калибр рабочей клети стана при прошивке заготовки в гильзу,
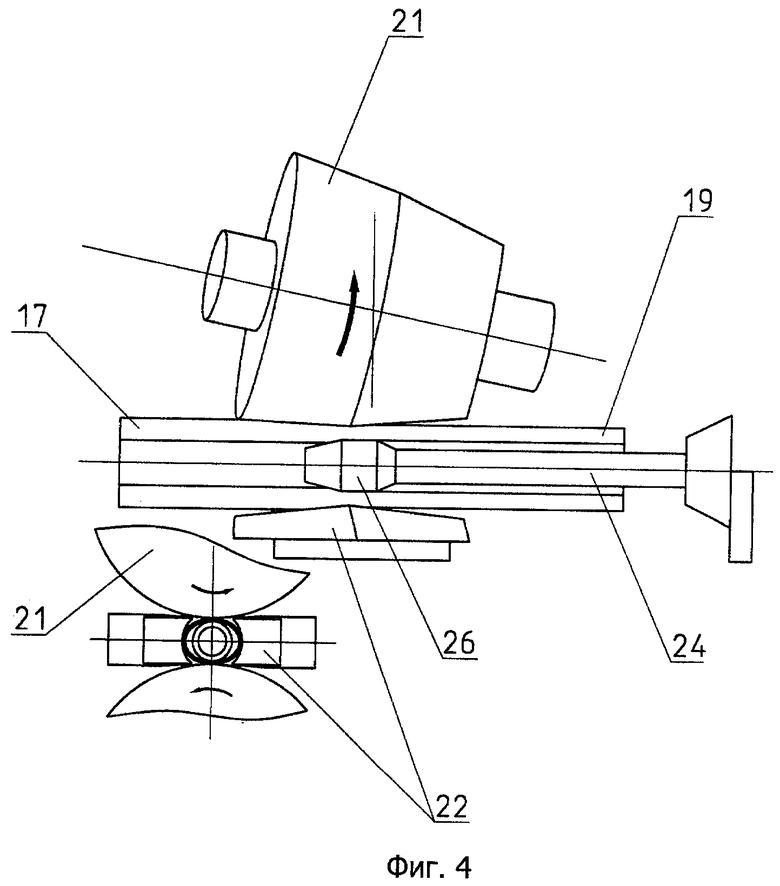
на фиг.4 - то же, при раскатке гильзы в трубу.
Стан винтовой прокатки труб включает подводящий рольганг 1, устройство 2 для поперечной передачи, рабочую клеть 3 с приводом 4 для прошивки и раскатки, передний стол 5 с заталкивателем 6, задний стол 7 и реверсивный отводящий рольганг 8, расположенный параллельно оси прокатки. Устройство 2 для поперечной передачи состоит из двух секций, одна 9 из которых имеет выбрасыватель 10 для заготовок, а другая 11 - перекрыватель-выбрасыватель 12 для гильз (черновых труб). Отводящий рольганг 8 выполнен реверсивным, расположен параллельно оси прокатки и снабжен расположенной между секциями 9 и 11 устройства 2 для поперечной передачи дополнительной секцией 13, имеющей длину переднего стола и оснащенной стационарным упором 14 со средством 15 для ввода технологической смазки в гильзу.
Прошивку нагретой заготовки 16 в гильзу 17 с передним концом 18 и последующую ее раскатку в трубу 19 осуществляют в калибре 20 рабочей клети 3 стана винтовой прокатки труб, образованном рабочими валками 21, направляющим инструментом 22 и размещенной на стержне 23 или 24 прошивной 25 или раскатной 26 оправкой.
Нагретую заготовку 16 по подводящему рольгангу 1, устройству 2 для поперечной передачи выбрасывателем 10 передают на передний стол 5 стана, при этом дополнительная секция 13 отводящего рольганга 8 перекрыта для свободного пропуска заготовок. Затем заталкивателем 6 заготовку 16 подают в калибр 20 рабочей клети 3 стана для прошивки. После прошивки гильзу (черновую трубу) без подогрева реверсивным отводящим рольгангом 8 передают на дополнительную секцию 13 до стационарного упора 14, где с помощью средства 15 в гильзу (черновую трубу) вводят технологическую смазку, а затем по секции 11 устройства 2 для поперечной передачи перекрывателем-выбрасывателем 12 гильзу (черновую трубу) подают на передний стол 5 стана винтовой прокатки. Одновременно с этим на заднем столе 7 стана заменяют стержень 23 с прошивной оправкой 25 на стержень 24 с раскатной оправкой 26 и устанавливают оправку 26 по оси прокатки в необходимое положение относительно валков 21. С помощью заталкивателя 6 гильзу 17 или черновую трубу передним концом 18 с сохранившейся необходимой для прокатки температурой задают в тот же калибр 20 рабочей клети 3, где осуществляют ее раскатку в трубу 19 без перенастройки рабочих валков 21 и направляющего инструмента 22.
Пример выполнения способа:
При получении труб на стане винтовой прокатки с раскаткой гильзы заготовку диаметром 180 мм из стали марки «Д», нагретую до температуры 1220°, сначала прошивают в гильзу диаметром 172 мм и толщиной стенки 32 мм в калибре рабочей клети стана винтовой прокатки. Калибр клети при этом образован двумя рабочими валками диаметром 750 мм, длиной бочки 600 мм, углом подачи, равным 12°, отстоящими друг от друга в пережиме на расстоянии 157 мм, направляющими линейками, установленными в плоскости, перпендикулярной осям валков, на расстоянии 176 мм друг от друга и закрепленной на стержне диаметром 94 мм прошивной оправкой диаметром 98 мм, носик которой выдвинут за пережим валков на расстояние 100 мм. После прошивки гильзу передают на входную сторону стана винтовой прокатки. Заменяют стержень с прошивной оправкой на стержень диаметром 116 мм с раскатной оправкой диаметром 122 мм и устанавливают ее по оси прокатки за пережим валков на расстояние 115 мм. Затем передним концом гильзу с температурой 1180° задают в калибр с теми же параметрами установки валков и линеек и раскатывают в трубу диаметром 170 мм и толщиной стенки 19 мм.
Предложенный способ винтовой прокатки и стан для его осуществления по сравнению с известными позволяют получать высококачественные трубы из сталей и сплавов широкого сортамента на оборудовании, имеющем простую конструкцию и систему управления и обладающем высокой надежностью и долговечностью в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
Изобретение предназначено для повышения качества горячекатаных бесшовных труб из высокопрочных марок сталей и сплавов широкого сортамента. Способ включает нагрев заготовки, прошивку заготовки в гильзу и ее последующую раскатку в трубу в калибре, образованном рабочими валками, направляющим инструментом и размещенной на стержне прошивной или раскатной оправкой. После прошивки гильзу с того же нагрева передним концом задают в калибр для раскатки в трубу, а перенастройку калибра для раскатки осуществляют путем замены стержня с оправкой и установки этой оправки в калибре ее перемещением в осевом направлении относительно валков без изменения их положения. Стан винтовой прокатки труб содержит подводящий рольганг, устройство для поперечной передачи, рабочую клеть с приводом, передний стол с заталкивателем, задний стол и отводящий рольганг. Устройство для поперечной передачи выполнено двухсекционным, одна секция которого имеет выбрасыватель, а другая - перекрыватель-выбрасыватель, при этом отводящий рольганг выполнен реверсивным, расположен параллельно оси прокатки и снабжен расположенной между секциями устройства для поперечной передачи дополнительной секцией по длине переднего стола, оснащенной стационарным упором со средством для ввода технологической смазки в гильзу. Изобретение позволит получать качественные трубы из высокопрочных марок сталей и сплавов широкого сортамента на оборудовании, имеющем простую конструкцию и систему управления и обладающего высокой надежностью и долговечностью. 2 н.п. ф-лы, 4 ил.
1. Способ винтовой прокатки труб, включающий нагрев заготовки, прошивку заготовки в гильзу и ее последующую раскатку в трубу в калибре, образованном рабочими валками, направляющим инструментом и размещенной на стержне прошивной или раскатной оправкой, отличающийся тем, что после прошивки гильзу с того же нагрева передним концом задают в калибр для раскатки в трубу, для чего осуществляют перенастройку калибра посредством замены стержня с прошивной оправкой на стержень с раскатной оправкой путем ее установки в калибре перемещением в направлении прокатки относительно рабочих валков без изменения их положения.
2. Стан винтовой прокатки труб, содержащий подводящий рольганг, устройство для поперечной передачи заготовок и гильз, рабочую клеть с приводом, передний стол с заталкивателем, задний стол и отводящий рольганг, отличающийся тем, что он предназначен для осуществления способа по п.1, при этом устройство для поперечной передачи выполнено двухсекционным, отводящий рольганг выполнен реверсивным, расположен параллельно оси прокатки и имеет расположенную между секциями устройства для поперечной передачи дополнительную секцию по длине переднего стола, оснащенную стационарным упором со средством для ввода технологической смазки в гильзу, одна секция устройства для поперечной передачи имеет выбрасыватель заготовок, а другая - перекрыватель-выбрасыватель, выполненный с возможностью перекрытия дополнительной секции и выбрасывания гильзы, задний стол выполнен с возможностью замены стержня с прошивной оправкой на стержень с раскатной оправкой и установки его в калибре перемещением в направлении прокатки относительно рабочих валков.
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Способ производства бесшовных труб на трубопрокатной установке с трехвалковыми станами | 1956 |
|
SU111972A1 |
| DE 3717698 A1, 14.01.1988 | |||
| JP 63154206 A, 27.06.1988. | |||

