Изобретение относится к способу нагрева металлов в поперечном магнитном поле и может быть использован в промьпиленности при нагреве мерного проката для различных целей горячей обработки металлов.
В практике индукционного нагрева металлопроката известен способ, при котором длинномерный,полуфабрикат предварительно рубят на мерные заготовки и формируют в сплошной пакет, который подают через овальный индуктор и постепенно его нагревают 1.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ заготовок в поперечном магнитном поле, заключающийся в том, что мерные заготовки формируют в сплошной пакет, методически подают через овальный индуктор, в котором заготовки прогревают до ковочной температуры, которые на выходе из индуктора отделяются друг от друга и поступают на дальнейшую обработку 2.
Недостатком известного способа нагрева является невозможность обес.печения ритмичного поштучного отделения заготовок друг от друга при
их выходе из индуктора, так как заго- тонки во время нагреза в индукторе с поперечным магнитным полем, сопри- касаясь торцовьп 1 заусенцами или кромками, оплавляются и имеют возможность взаимного слипания.
Указанный недостаток существенно снижает надежность работы индукционного нагревательного оборудования,
to особенно при встройке его в кош1лексные автоматические линии, где требуется ритмичная поштучная выдача из индуктора нагретой заготовки.
Цель изобретения - обеспечение
15 равномерного поштуч-ного отделения нагретых заготовок друг от друга при выходе их в нагретом состоянии из индуктора.
Поставленная цель достигается тем,
20 что согласно способу нагрела заготовок в поперечном магнитном поле, включающему формирование заготовок в сплошной пакет, подачу пакета методически в индуктор и нагрев, тор25цы заготовок в пакете располагают во взаимно смещенном положении.
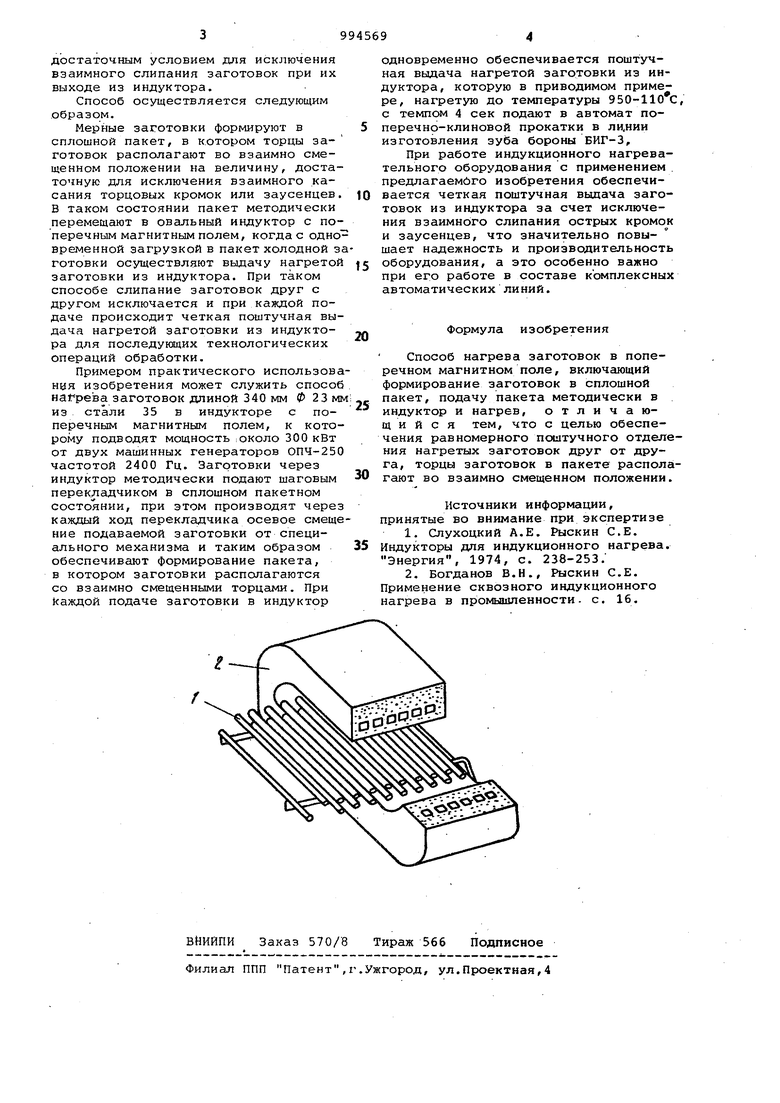
Предлагаемый способ поясняется чертежом, где у заготовок 1 в индукторе 2 торцы располагают во взаимно
30 смещенном положении, что является достаточным условием для исключения взаимного слипания заготовок при их выходе из индуктора. Способ осуществляется следующим образом. Мерные заготовки формируют в сплошной пакет, в котором торцы заготовок располагают во взаимно смещенном положении на величину, достаточную для исключения взаимного касания торцовых кромок или заусенцев В таком состоянии пакет методически перемещают в овальный индуктор с поперечным магнитным полем, когда с одно временной загрузкой в пакет холодной з готовки осуществляют выдачу нагретой заготовки из индуктора. При таком способе слипание заготовок друг с другом исключается и при каждой подаче происходит четкая поштучная выдача нагретой заготовки из индуктора для последуквдих технологических операций обработки. Примером практического использова ния изобретения может служить способ нагрева заготовок длиной 340 мм Ф 23 м из стали 35 в индукторе с поперечным магнитным полем, к которому подводят мощность юколо 300 кВт от двух машинных генераторов ОПЧ-250 частотой 2400 Гц. Заготовки через индуктор методически подают шаговым перекладчиком в сплошном пакетном состоянии, при этом производят через каждый ход перекладчика осевое смеще ние подаваемой заготовки от специального механизма и таким образом обеспечивают формирование пакета, в котором заготовки располагаются со взаимно смещенными торцами. При Каждой подаче заготовки в индуктор одновременно обеспечивается поштучная выдача нагретой заготовки из индуктора, которую в приводимом примере, нагретую до температуры 950-110 С, с темпом 4 сек подают в автомат поперечно-клиновой прокатки в лишний изготовления зуЬа бороны БИГ-3, При работе индукционного нагревательного оборудования с применением предлагаемого изобретения обеспечивается четкая поштучная выдача заготовок из индуктора за счет исключения взаимного слипания острых кромок и заусенцев, что значительно повышает надежность и производительность оборудования, а это особенно важно при его работе в составе комплексных автоматических линий. Формула изобретения Способ нагрева заготовок в поперечном магнитном поле, включающий формирование заготовок в сплошной пакет, подачу пакета методически в индуктор и нагрев, отличающийся тем, что с целью обеспечения равномерного псядтучного отделения нагретых заготовок друг от друга, торцы заготовок в пакете располагают во взаимно смещенном положении. Источники информации, принятые во внимание при экспертизе 1.Спухоцкий А.Е. Рыскин С.Е. Индукторы для индукционного нагрева. Энергия, 1974, с. 238-253. 2.Богданов В.Н., Рыскин С.Е. Применение сквозного индукционного нагрева в промышленности- с. 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева изделий в поперечном магнитном поле | 1980 |
|
SU968080A1 |
| ИНДУКЦИОННАЯ УСТАНОВКА СКВОЗНОГО НАГРЕВА МЕРНЫХ ЗАГОТОВОК | 2003 |
|
RU2256304C2 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ УСТАНОВКИ ИНДУКЦИОННОГО МЕТОДИЧЕСКОГО НАГРЕВА | 2005 |
|
RU2287914C1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Установка для индукционного нагрева | 1981 |
|
SU992597A1 |
| Устройство для нагрева концов заготовок | 1980 |
|
SU998538A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НАГРЕВА ЗАГОТОВОК ПОД ДЕФОРМАЦИЮ | 1990 |
|
RU2063448C1 |
| Установка для индукционного нагрева | 1980 |
|
SU872574A1 |
| Установка для индукционного нагрева деталей | 1985 |
|
SU1458396A1 |
