Станки для расшлифовки твердосплавных крупно-габаритных фильер, используемых для волочения стальных труб, коническим притиром, получающим вращательное и осевое возвратно-поступательное движения, известны.
Отличительной особенностью предлагаемого станка того же типа является применение в механизме возвратно-поступательното движения притира - двуплечего рычага, одно плечо которого находится под воздействием кулака, а другое - связано гибкой тягой с делительным кольцом, прикрепленным к штурвалу управления осевой подачей притира, а так же применение амортизационной пружины, воздействующей на патрон для крепления и вращения фильер. Такое выполнение предлагаемого станка обеспечивает возможность регулирования зазора между притиром и фильером, а также предотвращает преждевременное разрушение абразивных зерен в этом зазоре.
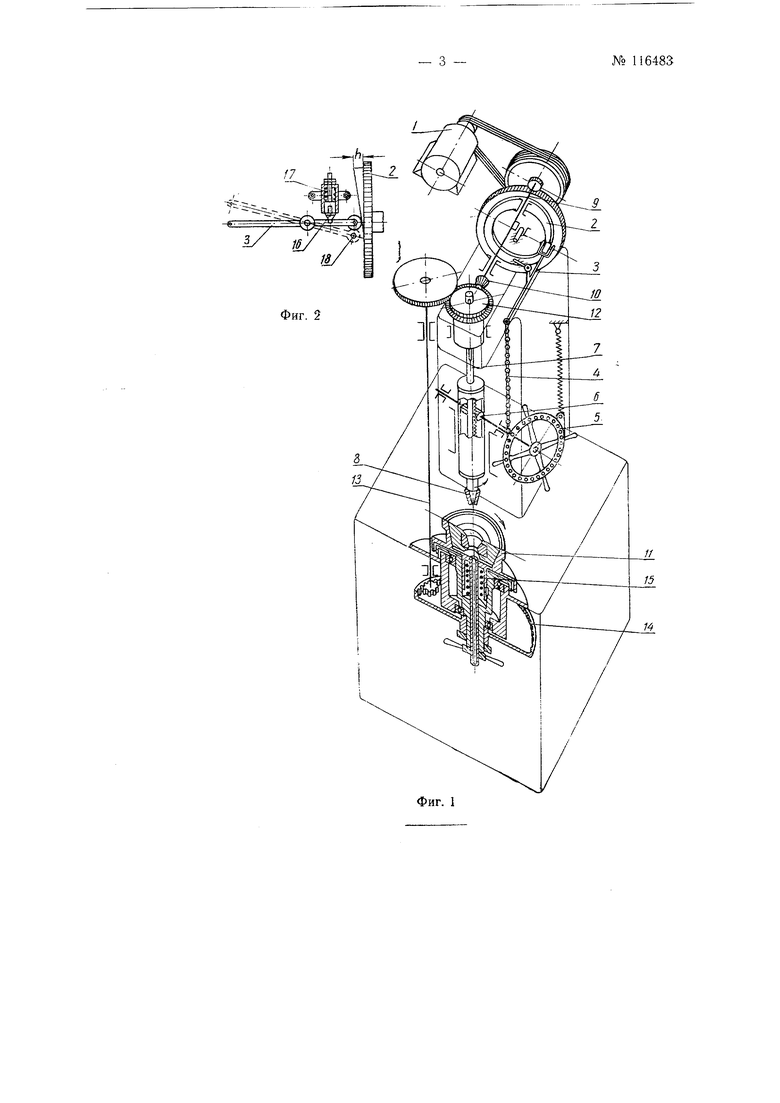
На фиг. 1 дана кинематическая схема предлагаемого станка; на фиг. 2 показана схема работы двуплечего рычага.
От электродвигателя 1 вращение передается на ш.терню 2 с кулаком, воздействующим на одно плечо двуплечего рычага 3. Второе плечо этого рычага связано гибкой связью, на-пример, калиброванной цепочкой 4 с делительным кольцом 5 щтурвала, управляющего посредством зубчато-реечной передачи 6 возвратно-поступательным осевым движением щпинделя 7 конического притира 8. Шпиндель 7 получает вращательное движение от того же электродвигателя / через вал 9 и коническую передачу 10.
Обрабатываемая фильера крепится в патроие 11, получающем, через зубчатую передачу J2, вал 13 и передачу 14 внутреннего зацепления, вращение в направлении обратном вращению конического притира 8.
№ 116483
Под патроном // помещена амортизационная пружина 15 с регулируемым натяжением.
Оптимальный зазор между коническим притиром 8 и обрабатываемой поверхностью фильеры зависит от высоты h подъема кулака шестерни 2, соотношения плеч рычага 5, разности радиусов R { г делительного кольца 5 и шестерни реечной передачи б, а так же положения точки крепления цепочки 4 на делительном кольце 5.
Гибкая связь между концом рычага 3 и делительным кольцом 5 дает возможность регулировать степень касания конического притира 8 с конической поверхностью фильеры и образования требуемого зазора между ними для подачи очередной порции абразивного зерна.
Регулирование подъема и опускания притира 8 дает возможность увеличивать или уменьшать период времени соприкосновения притира с фильерой, чему способствует в значительной части также подвижность патрона //, который всегда опускается вниз под действием силы тяжести пшинделя 7, с притиром, на величину, зависящую от противодавления пружины 15. Если убрать эту пружину и сделать патрон неподвижным, то притир действовал бы как пневматический молоток, который преждевременно разрушил бы зерна абразивов и детали станка.
Величина подъема рычага 3, получающего качания от кулака шестерни 2, регулируется винтом 16, встроенным во втулке неподвижного кронштейна 17. При оцускании винта 16 ролик 18 будет только частично скользить по кулаку шестерни 2. Нажатием винта 16 , в случае надобности, совершенно прекратить скольжение ролика 18 по кулаку.
Предмет изобретения
Станок для расшлифовки твердосплавных крупногабаритных фильер, используемых для волочения стальных труб, коническим притиром, получающим вращательное и осевое возвратно-поступательное движения, отличающийся тем, что, с целью регулирования зазора между притиром и фильерой и предотвращения преждевременного разрушения в этом зазоре абразивных зерен, в механизме возвратно-поступательного движения притира применен двуплечий рычаг, одно плечо которого находится под воздействием кулака, а другое связано гибкой тягой с делительным кольцом, прикрепленном к штурвалу управления осевой подачей притира, а в патроне для крепления и вращения фильеры в направлении обратном вращению притира применена амортизационная пружина с ретулируемьгм натяжением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для расшлифовки волочильного канала в твердосплавных фильерах | 1957 |
|
SU113845A1 |
| Вертикальный доводочный станок для доводки отверстий волочильных фильер | 1960 |
|
SU134996A1 |
| Вертикальный доводочный станок для доводки отверстий волочильных фильер | 1956 |
|
SU110741A1 |
| Вертикальный станок для притирки фасонной поверхности отверстия матрицы, волокна и т.п. изделий из твердого сплава | 1961 |
|
SU150034A1 |
| Устройство для электроискровой обработки металлов | 1960 |
|
SU139912A1 |
| Приспособленке для расшлифовки и доводки цилиндрических поверхностей деталей, например, дизельной топливной аппаратуры | 1955 |
|
SU115754A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU766837A1 |
| Многопозиционный автомат для обработки изделий типа корпуса наручных часов | 1957 |
|
SU117374A1 |
| ПЛАВАЮЩИЙ ПАТРОН | 2001 |
|
RU2226141C2 |