Приспособления для расшлифовки и доводки цилиндрических поверхностей деталей с использованием шарнирно подвешенного в шпинделе станка притира, совершаюш,его возвратно-поступательное и вращательное движения, и плавающего крепления обрабатываемой детали известны.
Отличительной особенностью предлагаемого приспособления является помещение держателя обрабатываемой детали во внутреннем кольце двухрядного шарикового подшипника, сочлененном с эластичным (резиновым) приводным валиком, предназначенным для сообщения обрабатываемой детали вращения в направлении, обратном направлению вращения притира.
Такое выполнение предлагаемого приспособления обеспечивает самоцентрирование притира относительно обрабатываемой цилиндрической поверхности путем осуществления «плавания детали в плоскостях, перпендикулярных к оси притира.
На чертеже изображено предлагаемое приспособление.
Приспособление может быть использовано на однощпиндельных или многощпиндельных станках, имеющих шпиндели, совершающие возвратно-поступательное и вращательное движения.
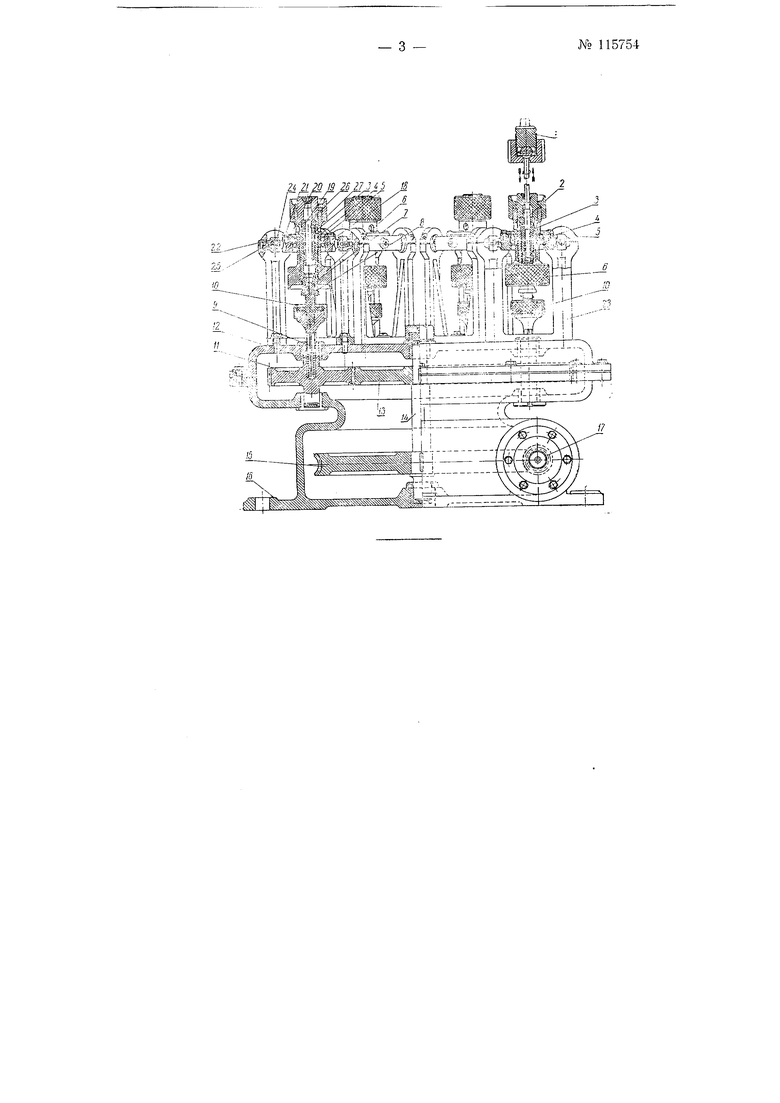
Каждый шпиндель / песет подвешенный в нем притир 2, обрабатывающий внутреннюю цилиндрическую поверхность детали 3 (например, гильзы топливного насоса). Держатель 4 детали 5, выполненный в виде втулки, помещен во внутреннем кольце 5 двухрядного щарикового подшипника, на которое он опирается сверху буртиком, а снизу прижат к нему зажимной гайкой 6, навинченной на держатель 4, имеющий снизу направляющую вставку 7, взаимодействующую с эластичным (резиновым) приводным валиком 8. Хвостовик этого валика вставлен в гнездо
№ 115754- 2
передаточного штока 9, снабженного сверху гайкой 10, притягивающей фланец валика 8 к верхнему торцу штока 9. Хвостовик штока 9 входит шпонками в шлицы осевого гнезда втулки шестерни // и опирается на прзжину 12. Шестерни 11 отдельных держателей 4 находятся в постоянном зацепочении с центральной шестерней 13 вертикального приводного вала 14, на нижнем конце которого закреплено червячное колесо 15, расположенное в нижней части корпуса 16 и получаюш,ее враш,ение от двухзаходного приводного червяка 17.
Наружное кольцо 18 каждого двухрядного шарикового подшипника помеш,ено в крестовом суппорте, образуемом обоймой 19 и каретками. Кольцо 18 прижато к обойме 19 кольцом 20 при помош,и винтов 21. Обе цапфы обоймы 19 вставлены в гнезда подпружиненных кареток 22, поддерживаемых вертикальными кронштейнами 23 корпуса 16, и образуют перпендикулярные к кареткам 22 каретки, так как эти цапфы в осевом направлении взаимодействуют со вставленными в их гнезда пружинами 24, степень сжатия которых регулируется винтами 25 кареток 22.
На верхний торец детали 3 опирается верхняя направляющая вставка 26 с раззенкованным сверху осевым отверстием для прохода притира 2. Вставка 26 снаружи снабжена буртиком для гайки 27, прижимающей вставку к верхнему торцу детали 3.
Держатель 4 детали, помещенный во внутреннем кольце шарикового подшипника, внешнее кольцо которого закреплено в обойме 19, и сочлененный с эластичным (резиновым) приводным валиком 8, обеспечивает самоцентрирование притира относительно обрабатываемой цилиндрической поверхности, так как деталь обладает способностью «плавать в плоскостях, перпендикулярных к оси притира. Направление вращения обрабатываемой детали обратно направлению вращения притира.
Для обработки плунжеров применяются полые цилиндрические притиры, помещенные в держателе соответствующей формы. Плунжеры при помощи цанговых патронов подвешиваются к щцинделям 1.
Распылители топливных насосов помещаются в держателе и обрабатываются соответствующими притирами, подвешенными к шпинделям.
Обработка деталей во всех случаях осуществляется при помощи пасты, нагнетаемой шприцем в полость держателя и проходящей в пространство между деталью и притиром.
Нредмет изобретения
1.Приспособление для расшлифовки и доводки цилиндрических поверхностей деталей, например, дизельной топливной аппаратуры, с использованием шарнирпо подвешенного в шпинделе станка притира, совершающего возвратно-поступательное и вращательное движения, и плавающего крепления обрабатываемой детали, отличающееся тем, что, с целью достижения самоцентрирования притира относительно обрабатываемой цилиндрической поверхности путем осуществления «плавания детали в плоскостях, перпендикулярных к оси притира, держатель обрабатываемой детали помещен во внутреннем кольце двухрядного шарикового подшипника, сочлененном с эластичным (резиновым) приводным валиком, предназначенным для сообщегшя обрабатываемой детали вращения в направлении, обратном направлению вращения притира.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что наружное кольцо двухрядного шарикоподшипника помещено в крестовом суппорте со свободно перемещающимися во взаимно-перпендикулярных напразлениях подпружипенными каретками
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления изделия при доводке в нем отверстия | 1958 |
|
SU118233A1 |
| Способ восстановления вкладышей подшипников из свинцовистой и тому подобной бронзы | 1954 |
|
SU105100A1 |
| Многошпиндельный станок для доводки отверстий | 1960 |
|
SU142911A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1411125A1 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ОТДЕЛКИ ТРУЩИХСЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1946 |
|
SU71352A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| СПОСОБ ДОВОДКИ СКВОЗНЫХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1631867A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РЕЗАНИЯ КОСТНЫХ ТКАНЕЙ, ОСТЕОТОМИИ, ВВЕДЕНИЯ И ИЗВЛЕЧЕНИЯ ШТИФТОВ ПРИ ОСТЕОСИНТЕЗЕ И ДЛЯ МАССАЖА | 1992 |
|
RU2012251C1 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |