Известны вертикальные станки для притирки фасонной поверхности отверстия матрицы, волока и т. п. изделий из твердого сплава с притиром, совершающим от кулисного привода возвратно-поступательное движение и прижимаемым пружиной к обрабатываемой поверхности изделия, которое закрепляется в патроне на вращающемся горизонтальном столе.
Однако известные станки не обеспечивают обработку отверстий различных форм, что тормозит расширение номенклатуры изделий из твердых сплавов.
Предлагаемый станок аналогичного назначения указанных недостатков не имеет. Это достигается тем, что привод непрерывного вращения стола снабжен кулачковым механизмом, сообщающим столу переключением привода возвратно-поступательное или возвратно-качательное движение в горизонтальной плоскости.
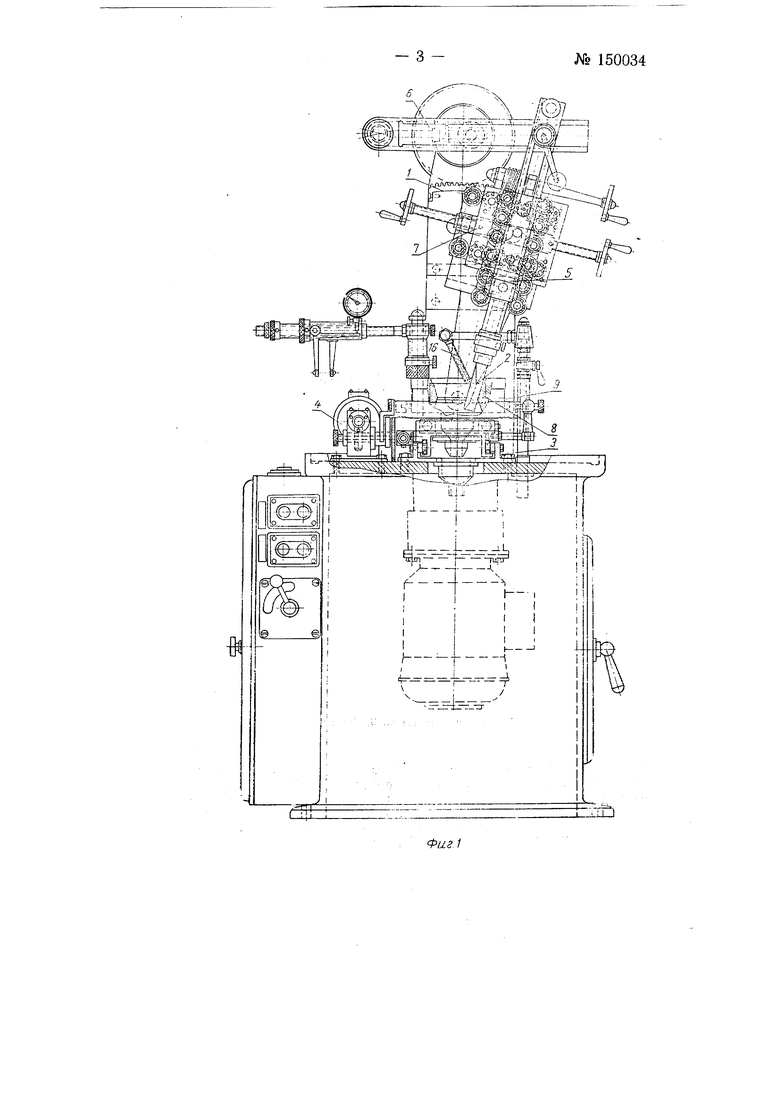
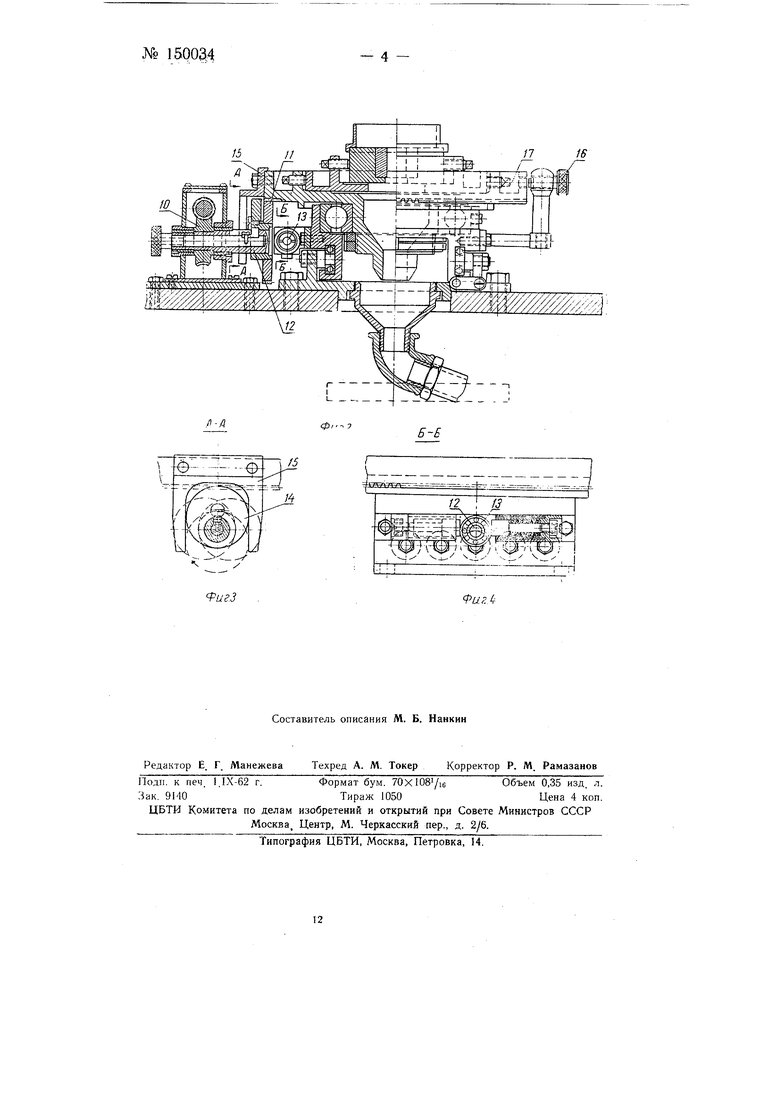
На фиг. 1 изображен предлагаемый станок в общем виде; на фиг. 2 - вращающийся горизонтальный стол станка с частичным вертикальным разрезом; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. -разрез по Б-Б на фиг. 2.
Основными узлами вертикального станка для притирки являются инструментальная бабка / с притиром 2, вращающийся горизонтальный стол 5 и привод 4 стола. Притир 2, закрепленный в ползуне 5, совершает возвратно-поступательное движение от кулисного привода 6 и прижимается пружиной 7 к обрабатываемой поверхности изделия 8, которое закрепляется в патроне 9 стола 3. Привод 4 вращения стола содержит червячную и лобовую зубчатую передачи 10 и 11 и кулачковый механизм. Для сообщения столу возвратно-поступательного движения кулачковый механизм переключает привод и сообщает вращение эксцент№ 150034- 2 рично монтируемому на валу 12 шарикоподшипнику J3, а для сообщения столу возвратпо-качательного движения приводится во вращение кулачок 14, взаимодействующий с вилкой /5.
Притирка на станке осуществляется с помощью абразивной суспензии на основе карбида бора, подаваемой в зону обработки трубкой 16. Притир 2, выполненный в виде медной трубки, выставляется перед началом работы на определенный угол от вертикали.
Обработка ведется при возвратно-поступательном движении притира и одном из трех видов движений стола с изделием 8. Так, например, стол может только вращаться (включена лобовая передача 11), совершать возвратно-качательное движение (включено вращение кулачка 14, а лобовая передача выключена) или совершать возвратнопоступательное перемещение (включено вращение щарикоподшипника 13, а лобовая передача // выключена). При возвратно-качательном движении фиксатор 16 выводится из зацепления с планшайбой 17 стола. Фиксатор предотвращает вращение стола при его возвратно-поступательном перемещении и обеспечивает индексацию стола при последовательной обработке граней (сторон отверстия) изделия.
Предмет изобретения
Вертикальный станок для притирки фасонной поверхности отверстия матрицы, волока и т. п. изделий из твердого сплава с притиром, совершающим от кулисного привода возвратно-поступательное движение и прижимаемым пружиной к обрабатываемой поверхности изделия, закрепляемого в патроне на вращающемся горизонтальном столе, отличающийся тем, что, с целью обеспечения обработки на нем отверстий различных форм, привод непрерывного вращения стола снабжен кулачковым механизмом, позволяющим сообщать столу также возвратпо-поступательное или возвратно-качательное движение в горизонтальной плоскости.
5
16