Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, и может быть использовано в электронной и радиотехнической промышленности при герметизации электровакуумных приборов. Цель изобретения - повышение качества соединения. Поставленная цель достигается тем, что между разведенными сварива мыми поверхностями и подвижным, элек тродом подают постоянный ток высокого напряжения силой 1 . 10 - 1 10 в течение 8-20 мин, причем подвижньй электрод изготавливают из металла с высоким потенциалом ионизации и используют его в качест ве катода. На чертеже показана схема осуществления способа. В вакуумной камере 1 на подвижных заземленных пуансонах 2 размеща ют свариваемые детали 3, служащие анодом, и между ними размещают подвижньй электрод .4, используемый в к честве катода, камеру герметизируют создают в ней вакуум. Детали нагревают до температзФЫ обезгаживания и сварки и между свариваемыми поверхностями и подвижным электродо подают постоянный ток высокого напряжения силой в течение 8. - 20 мин. Подвижный электрод 4 изготавливают из материала с высоким потенциалом ионизации. После очистки свариваемых поверхнос тей свариваемые детали сдавливали и осуществляли диффузионную сварку. Благодаря постоянному току высокого напряжения 1 10 - 1 пропускаемому между свариваемыми по верхностями и подвижным электродом в течение 8-20 мин, и изготовлению ПОДВ1СЖНОГО электрода, исполь72зуемого в качестве катода из металла с высоким потенциалом ионизации, происходит эффективная очистка свариваемых поверхностей за счет направленного переноса металла с этих поверхностей на подвижньй электрод, что позволяет повысить качество сварного соединения. При токе меньше 1 10 А очистка свариваемых поверхностей недостаточно эффективна, а при токе больше 1 происходит интенсивное искрение и разряд в вакууме, что снижает качество соединения. При пропускании тока в течение времени меньше 8 мин происходит недостаточная очистка свариваемых поверхностей, а при времени больше 20 мин происходит испарение металла с катода и осаждение его на свариваемых поверхностях, что ухудшает качество соединения. Пример. Осуществляют откачку и герметизацию электровакуумного СВЧ прибора. Свариваемые детали устанавливают в разведенном состоя НИИ в подвижных заземленных пуансонах вакуумной камеры, камеру герметизируют, создают в ней вакуум 6,5-10 Па и осуществляют нагрев деталей до температуры дегазации 923 К и ос5гществляют изотермическую выдержку в течение 14 ч, после чего между свариваемыми поверхностями и подвижным электродом - катодом пропускают постоянный ток высокого напряжения силой ЗЮ А в течение 15 мин после чего свариваемые детали приводят в контакт, сжимают и осуществляют диффузионную сварку при давлении 4 МПа в течение 10 мин Изобретение по сравнению с базовым объектом позволяет повысить качество соединения при изготовлении деталей электровакуумных приборов диффузионной сваркой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки | 1986 |
|
SU1384358A1 |
| СПОСОБ ИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078847C1 |
| Способ сварки давлением | 1983 |
|
SU1219297A1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| Способ диффузионной сварки металлов в вакууме | 1972 |
|
SU450668A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ | 2023 |
|
RU2826143C1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| ПОЛУЧЕНИЕ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЫ В КРИВОЛИНЕЙНОМ ПЛАЗМОВОДЕ И НАНЕСЕНИЕ ПОКРЫТИЯ НА ПОДЛОЖКУ | 1997 |
|
RU2173911C2 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| Способ герметизации мембран из сплавов палладия с РЗМ в конструкции фильтрующих элементов для глубокой очистки водорода методом контактной сварки | 2020 |
|
RU2749404C1 |
СПОСОБ даФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ В ВАКУУМЕ, при котором между разведенными свариваемыми поверхностями и подвижным электродом подают постоянный ток высокого напряжения, отличающийс я тем, что, с целью повышения качества соединения, подают ток силой 1 в течение 8-20 мин, причем подвижный электрод изготавливают из металла с высоким потенциалом ионизации и используют его в качестве катода. (Л О) а со 4 sl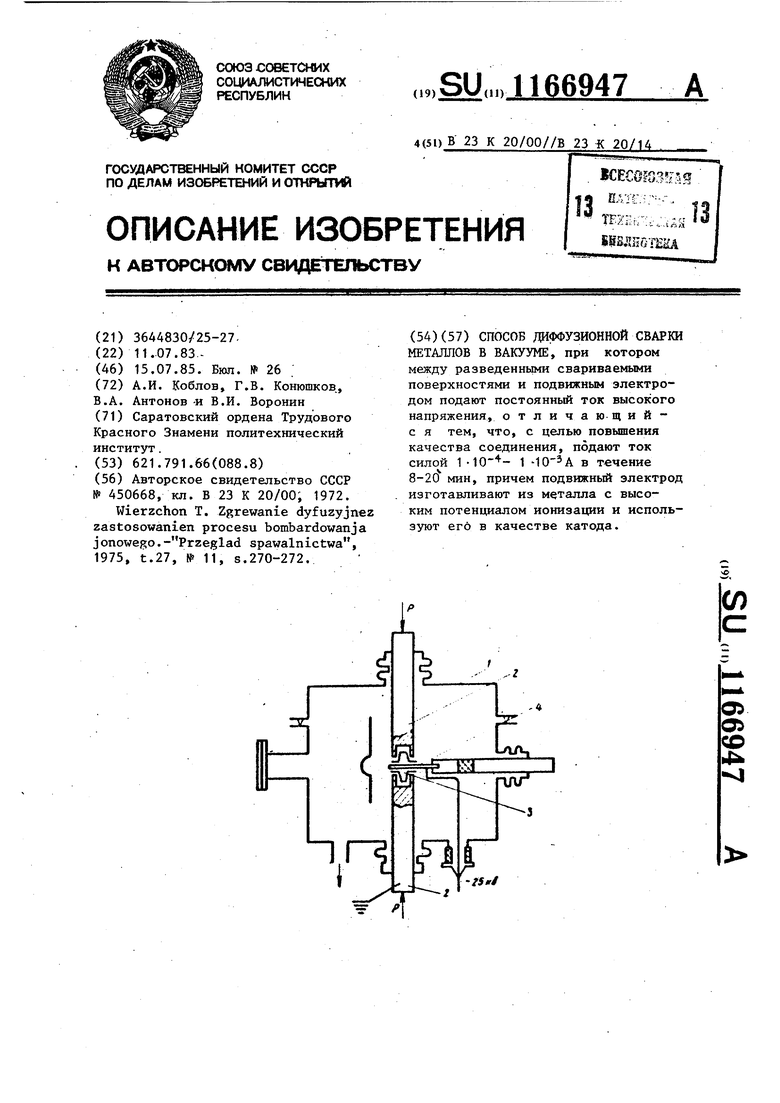
| Способ диффузионной сварки металлов в вакууме | 1972 |
|
SU450668A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Wierzchon Т | |||
| Zgrewanie dyfuzyjnez zastosowanien procesu bombardowanja jonowego.- Przeglad spawalnictwa, 1975, t.27, № 11, s.270-272. | |||
