Изобретение относится к машиностроению, в частности к работе и конструкции мощных гидравлических пакетировочных прессов, предназначенных для уплотнения пакетов из лома.
Цель изобретения - повышение производительности за счет облегчения процесса прессования путем встречного движения торцовых ползунов в пресс-камере и уплотнения лома на отдельных участках поверхности уплотнения пуансонами с наконечниками-инденторами, расположенными под углом к направлению прессования, а также за счет сталкивания готовых пакетов, поднятых на верхний уровень пресс-камеры, сталкивателем пакетов.
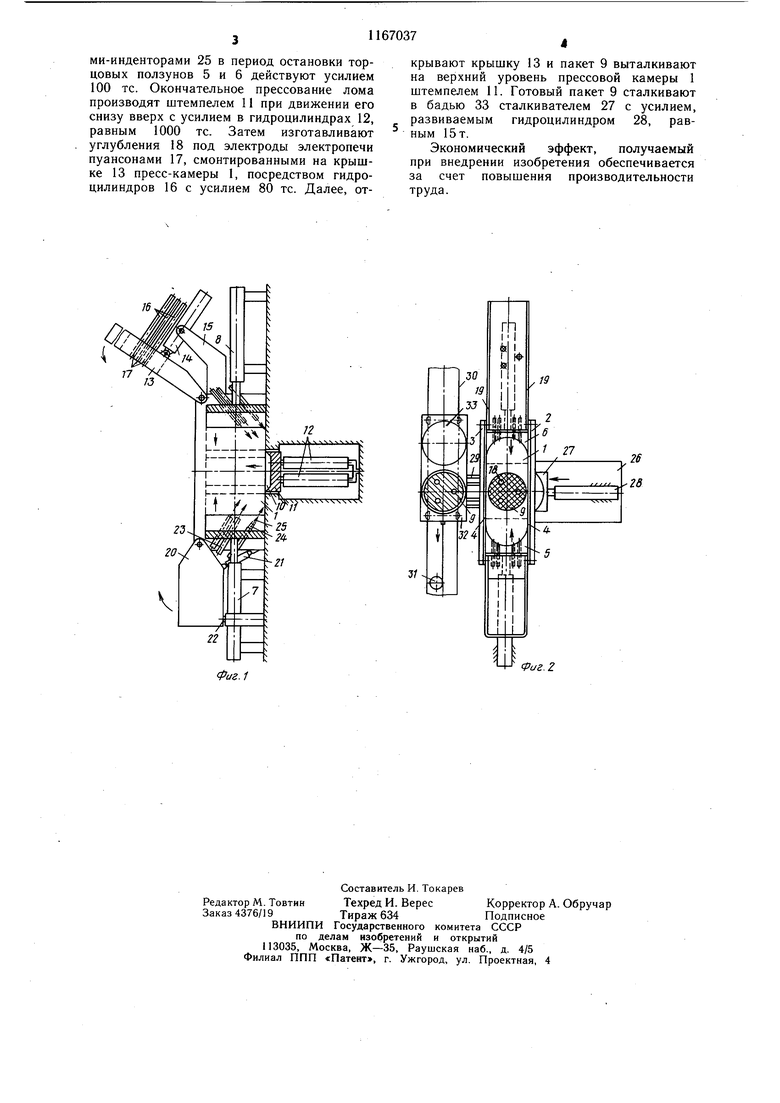
На фиг. 1 изображена установка для получения пакетов из металлолома по форме внутреннего пространства электропечи, вид сбоку; на фиг. 2 - установка для получения пакетов из лома, вид сверху.
Установка, реализуюш.ая предлагаемый способ, состоит из вертикально расположенной пресс-камеры 1, образованной двумя боковыми стенками 2 и 3, снабженными в верхней части ножами 4, а также узлом прессования, состоящим из торцовых ползунов 5 и 6, приводимых в движение силовыми цилиндрами 7 и 8. Рабочие поверхности ползунов 5 и 6 выполнены в виде полуцилиндров. В днище прессовой камеры 1 в зоне окончательного формирования пакета 9 имеется отверстие 10, которое перекрывает штемпель И, приводимый в действие силовыми цилиндрами 12. В верхней части прессовой камеры 1 с одной стороны шарнирно укреплена качающаяся крышка 13, которая приводится в движение силовым цилиндром 14, укрепленным на кронштейне 15. На крышке 13 смонтированы силовые цилиндры 16 с пуансонами 17, предназначенными для образования углублений 18 на поверхности пакета, обращенной к крыщке 13 под электроды электропечи, а также ножи 19. С противоположной стороны пресс-камеры 1 шарнирно укреплен загрузочный короб 20, который приводится в движение качающимся силовым цилиндром 21. Короб 20 снабжен взвешивающим устройством 22. На торцовых ползунах 5 и 6 на разных уровнях под углом, например 45°, к вертикальной оси, установлены дополнительные силовые цилиндры 23 с проходящими в направляющих отверстиях торцовых ползунов пуансонами 24 с наконечниками-инденторами 25. На верхнем уровне пресс-камеры 1 на площадке 26 размещен сталкиватель 27 пакетов с приводным силовым цилиндром 28.
Установка оборудована направляющими 29 пакетов. Со стороны боковой стенки 3 прессовой камеры 1 параллельно ей проложен рельсовый путь 30, по которому посредством электролебедки 31 перемещается железнодорожная платформа 32 с установленными на ней загрузочными бадьями 33.
Способ реализуется следующим образом.
Лом, подлежащий уплотнению, загружают в короб 20, и взвещивают взвешивающим устройством 22. Посредством силового цилиндра 21 короб 20 опрокидывают
Q и лом высыпают в прессовую камеру 1. Закрывают пресс-камеру 1 крышкой 12, снабженной с обеих сторон ножами 19, которые обрезают выступающие концы лома. При этом лом частично уплотняется. Предварительное прессование осуществляют
5 одновременным встречным движением торцовых ползунов 5 и 6. В процессе предварительного прессования лома торцовыми ползунами 5 и 6 их периодически останавливают и включают дополнительные силовые цилиндры 23, которые пуансонами 24 с закрепленными на них наконечникамиинденторами 25 производят уплотнение лома на отдельных участках поверхности уплотнения. После смыкания торцовых ползунов 5 и 6 производят окончательное
прессование лома с формированием пакета 9 за счет перемещения штемпеля 11 от силового цилиндра 12. При достижении номинального размера пакета 9 по высоте штемпель 11 останавливают и производят включение силовых цилиндров 16, приводящих в работу пуансоны 17, посредством которых изготавливают углубления 18 на поверхности пакета, обращенной к крышке 13 для электродов электропечей. После изготовления углублений 18 под электроды крышку 13 открывают и пакет 9 выталкивают штемпелем 11 на верхний уровень прессовой камеры 1. Далее сталкиватель 27 посредством гидроцилиндра 28 сталкивает готовый пакет 9 по направляющим 29 в бадью 33, размещенную на платформе 32.
Платформа 32 посредством лебедки 31 подводит к направляющим 29 порожнюю бадью 33.
Пример. Печи ДСП-12 необходим пакет массой М 10т, диаметр пакета D 2,5 м высота Н 2м, ожидаемая плотность пакета . Для получения данного пакета на предлагаемой установке производят засыпку лома в загрузочный короб 20, снабженный взвешивающим устройством 22.
Когда вес лома достигнет 10 т подача его прекращается. Взвешенный лом из короба опрокидывают в прессовую камеру 1 посредством гидроцилиндров 21 усилием 20 тс. Для закрывания крышки 13 и частичного уплотнения лома используют гидроцилиндр
24 усилием 400 тс. Предварительное прессование торцовыми ползунами 5 и 6 осуществляют гидроцилиндрами 7 и 8 усилием 600 тс. При местном уплотнении лома наконечниками-инденторами 25 в период остановки торцовых ползунов 5 и 6 действуют усилием 100 тс. Окончательное прессование лома производят штемпелем 11 при движении его снизу вверх с усилием в гидроцилиндрах 12, равным 1000 тс. Затем изготавливают углубления 18 под электроды электропечи пуансонами 17, смонтированными на крышке 13 пресс-камеры 1, посредством гидроцилиндров 16 с усилием 80 тс. Далее, открывают крышку 13 и пакет 9 выталкивают на верхний уровень прессовой камеры 1 штемпелем 11. Готовый пакет 9 сталкивают в бадью 33 сталкивателем 27 с усилием, развиваемым гидроцилиндром 28, равным 15т.
Экономический эффект, получаемый при внедрении изобретения обеспечивается за счет повышения производительности труда.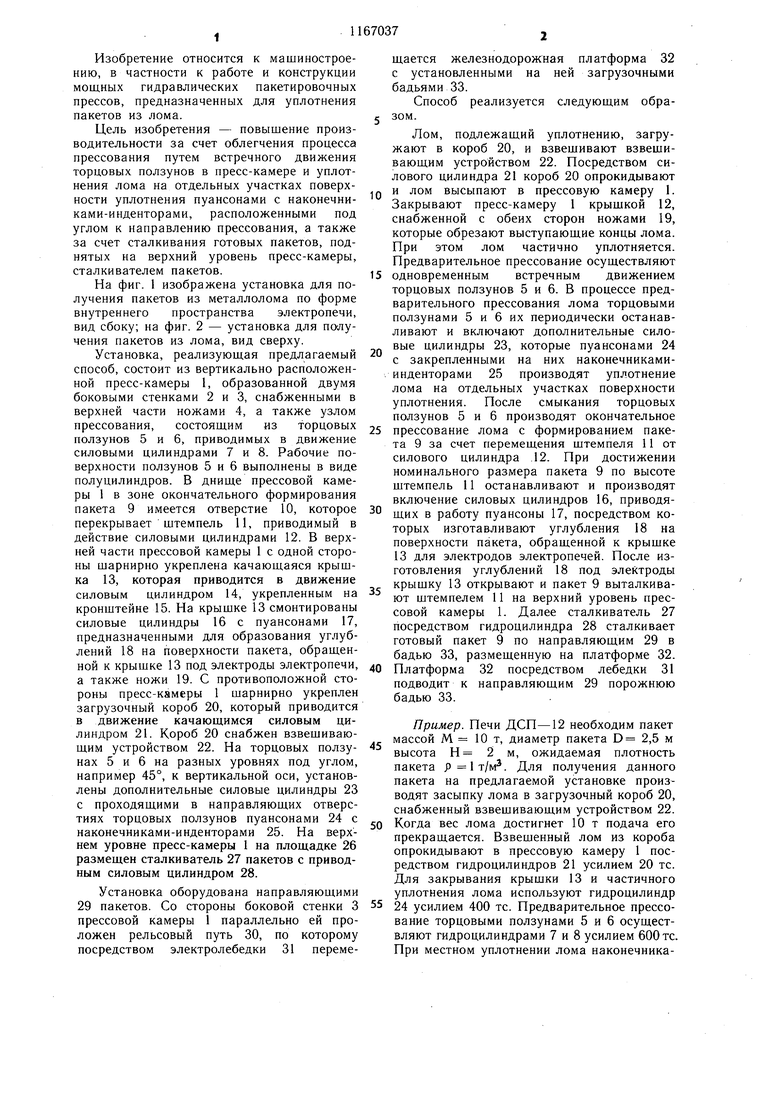
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
| Пакетировочный пресс на передвижной платформе | 1990 |
|
SU1801785A1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ПАКЕТОВ ТВЕРДЫМИ РАДИОАКТИВНЫМИ ОТХОДАМИ, ИХ УПЛОТНЕНИЯ И УПАКОВКИ | 1994 |
|
RU2111567C1 |
| ПРЕСС ПАКЕТИРОВОЧНЫЙ | 1970 |
|
SU284661A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ УПАКОВКИ РАДИОАКТИВНЫХ ОТХОДОВ | 1992 |
|
RU2012081C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ В БРИКЕТ БОЧКИ С ТВЕРДЫМИ РАДИОАКТИВНЫМИ ОТХОДАМИ | 2018 |
|
RU2689477C1 |
| Устройство для обжатия материалов | 1989 |
|
SU1722870A1 |
| Пресс пакетировочный | 1978 |
|
SU764266A1 |
| ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ТОРФА И ПОДОБНОГО МАТЕРИАЛА | 1966 |
|
SU185741A1 |
1. Способ получения пакетов из лома по форме внутреннего пространства электропечи, включающий загрузку лома в пресс-камеру дозированной порцией, предварительное и окончательное прессование лома с образованием углублений на поверхности пакета, обращенной к крышке, и выгрузку пакетов, отличающийся тем, что, с целью повышения, производительности, Предварительное прессование проводят ползунами одновременно с двух противоположных сторон пресс-камеры с остановками ползунов и уплотнением лома на отдельных участках поверхности уплотнения, при этом дозирование порции выполняют ее взвешиванием. 2. Устройство для получения пакетов из лома по форме внутреннего пространства электропечи, содержашее загрузочный механизм с дозируюшим устройством, пресскамеру с узлом прессования, с крышкой и расположенными на крышке силовыми цилиндрами с пуансонами, привод силовых цилиндров и узел выгрузки, отличающееся тем, что, с целью повышения производительности, оно снабжено дополнительными пуансонами с наконечниками - инденторами и дополнительными силовыми цилиндрами их привода, а также размешенным на верхнем уровне пресс-камеры сталкивателем пакетов, узел прессования выполнен в виде I двух торцовых ползунов, при этом рабочие поверхности последних выполнены полу(Л цилиндрическими, в теле ползунов выполнены направляюшие отверстия под углом к направлению прессования, пуансоны с наконечниками - индекторами размещены в отверстиях соответствующих ползунов с возможностью возвратно-поступательного перемещения, а дополнительные силовые цилиндры закреплены на самих ползунах. Од о со 
Фаг.1
| Устройство для частотно-фазовой автоподстройки частоты | 1980 |
|
SU1149404A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
