Изобретение относится к промышленности строительных материалов и может быть использовано в производстве керамических изделий из сыпучих материалов, таких как черепица, плитка и т.п.
Наиболее известным и распространенным способом производства тонкостенных керамических изделий является пластическое формирование с помощью шнекового пресса [1]
Недостатком такого изготовления тонкостенных керамических изделий является недостаточная равноплотность полуфабриката, что ведет к неодинаковой усадке при спекании, сопровождаемой деформацией и возникновением трещин. В то же время сложное движение пластической массы в шнековом прессе при малом противодавлении, возникающем в головке и мундштуке пресса может привести к возникновению в сформованном изделии В-образных трещин, что значительно снижает качество изделий и увеличивает процент бракованной продукции.
Более близким к заявляемому изобретению является способ изготовления тонкостенных керамических изделий методом полусухого прессования с помощью гидравлического пресса К/ПУ-160 [2] Сущность способа-прототипа состоит в том, что подготовленный керамический порошок равномерно засыпается в горизонтально расположенную пресс-форму и подвергается вертикальному ступенчатому прессованию. После определенного периода давления штамп несколько приподнимается, прессовка освобождается от прессующего давления, и происходит удаление запрессованного воздуха. Затем происходит окончательное прессование, спрессованные изделия выталкиваются из штампа и поступают на приемные ремни.
Гидравлический пресс К/ПУ-160, используемый для полусухого прессования, состоит из станины, которую образуют основание, нижняя траверса с закpепленным на ней прессовым столом с пресс-формами, подвижная средняя траверса с заклинивающими клиньями и две основные колонны. Гидросистема пресса состоит из нижнего основания цилиндра, верхнего цилиндра для первичного прессования и цилиндра, который соединен тягами с прессовым столом для выталкивания спрессованных изделий из пресс-формы. Управляют работой пресса с помощью электрических и электронных устройств.
Недостаток известного способа и устройства заключается в том, что потери давления на преодоление трения о стенки пресс-формы приводят к неравномерности прессовки, а неодинаковое соотношение между глубиной слоя засыпки и толщиной полуфабриката в различных частях изделия при расширении запрессованного воздуха вызывает появление трещин, расслаивания, расположенных перпендикулярно усилию прессования. Это служит причиной увеличения дефектов обжига (трещин, коробления и т.д.).
Пресс К/ПУ-160 имеет ограниченное время работы гидронасоса (не более 5000 ч), после чего его необходимо заменять новым. Из-за ограниченной высоты засыпки нельзя прессовать плитку толщиной более 11-12 мм или изделия сложной конфигурации. Пресс сложен в наладке и обслуживании системы управления работой гидравлики.
Цель изобретения разработка способа изготовления тонкостенных керамических изделий и устройства для его осуществления обеспечивающих получение высококачественных изделий при минимальных производственных и энергетических затратах.
Поставленная цель достигается тем, что подготовленный керамический порошок засыпается в вертикально расположенную пресс-форму таким образом, что толщина слоя порошка внизу меньше толщины слоя вверху на величину Δ и подвергается горизонтальному прессованию при нарастающем давлении, спрессованное изделие выпадает из пресс-формы и поступает на приемный транспортер.
Устройство для осуществления данного способа содержит станину, основание, стойки, камеру засыпки пресс-порошка, пресс-форму и гидроцилиндры. Передняя стойка станины соединена с основанием винтовым соединением, на горизонтальных направляющих жестко связанных со станиной, установлены два пуансона-ползуна, кинематически связанных со кривошипно-шатунным механизмом, на коленчатом валу которого шарнирно закреплены с эксцентриситетом относительно друг друга шатуны переднего и заднего ползуна-пуансона. Шатун переднего пуансона выполнен в виде гидроцилиндра малого хода. В корпусе пуансонов-ползунов расположены виброизлучатели, взаимодействующие с поверхностями сменных рельефных штемпелей, закрепленных на пуансонах-ползунах. Штемпель переднего пуансона в верхней части закреплен шарнирно, а в нижней подпружинен с возможностью поворота на малый угол.
Способ осуществляется следующим образом.
Предварительно подготовленная полусухая сырьевая смесь засыпается между двумя вертикальными штемпелями, имеющими конфигурацию верхней и нижней поверхности изделия (например черепицы, плитки, изразца), которые вместе с боковыми стенами и дном пресс-формы образуют камеру засыпки. Порошок засыпается таким образом, что толщина слоя в нижней части пресс-формы меньше толщины слоя в верхней ее части на величину Δ=Hsinβ где Н высота штемпеля, а β угол поворота штемпеля относительно вертикали. После засыпки смеси к штемпелям прилагается усилие в горизонтальном направлении. Давление, возникающее в материале, возрастает по гармонической зависимости. При максимальном давлении один из штемпелей под его воздействием выравнивается таким образом, что угол α становится равным 0. В связи с этим в процессе прессования давление распределяется равномерно по высоте в зависимости от изменения угла трения в вертикальном направлении. Толщина материала меняется в зависимости от высоты и усилия прессования, получая в конце цикла одинаковую заданную толщину изделия. После окончания процесса прессования штемпеля отходят и готовое изделие выталкивается на приемное устройство транспортер.
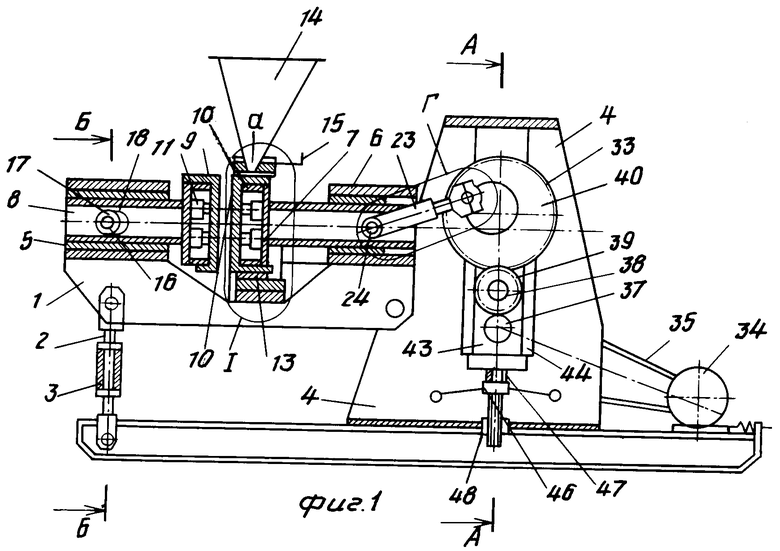
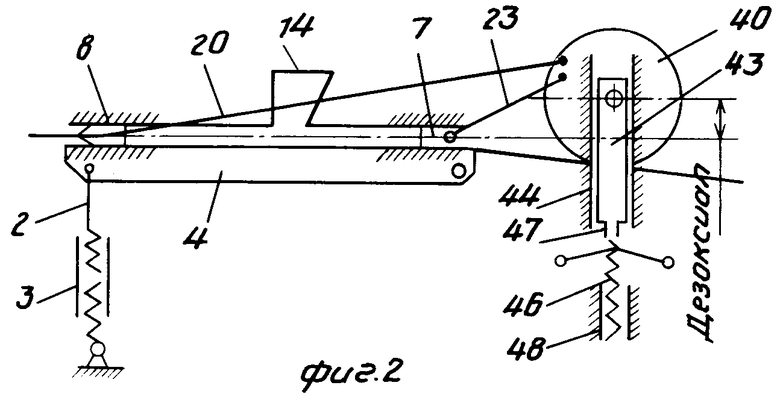
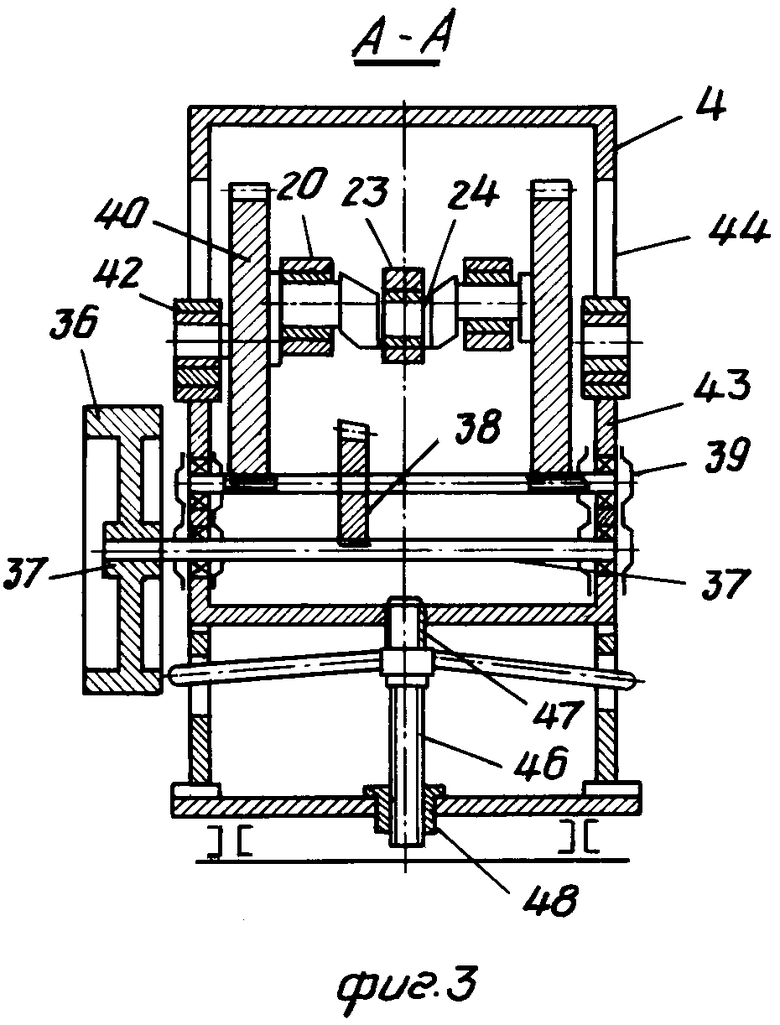
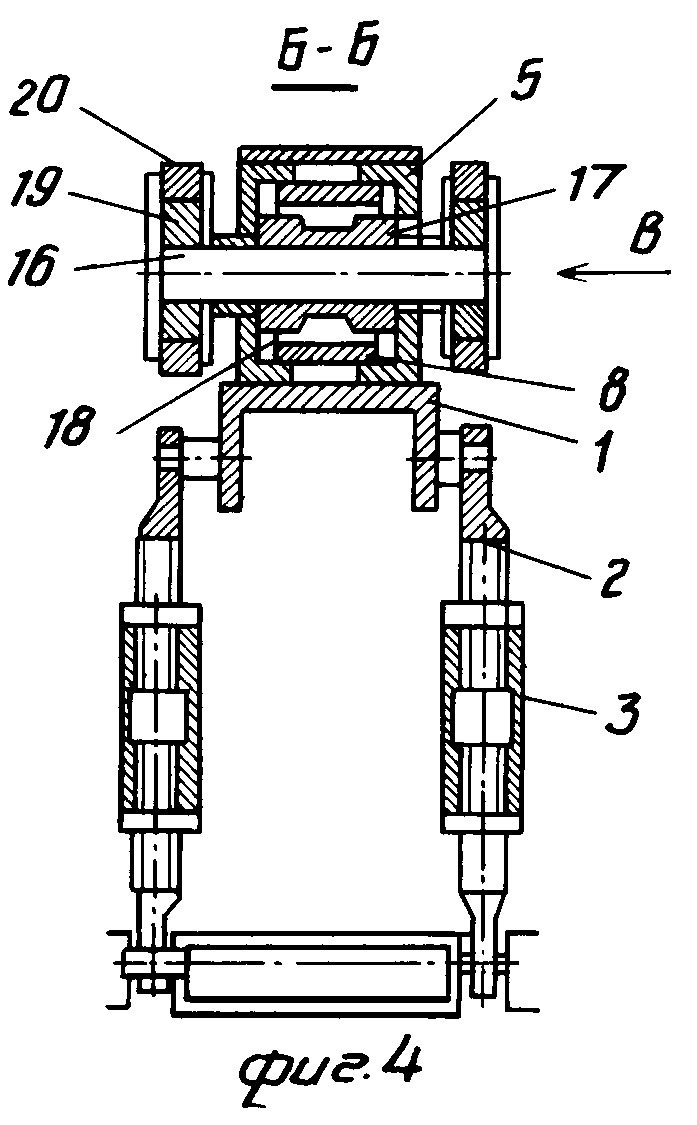
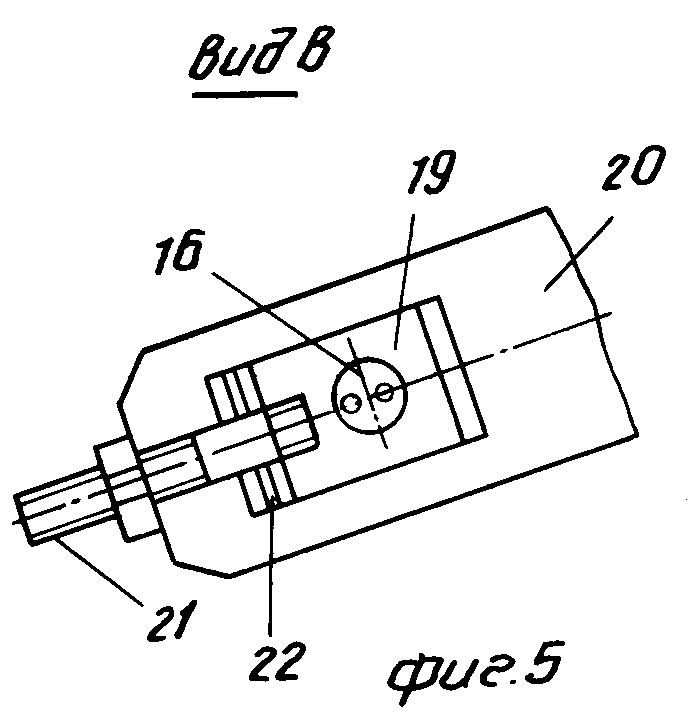
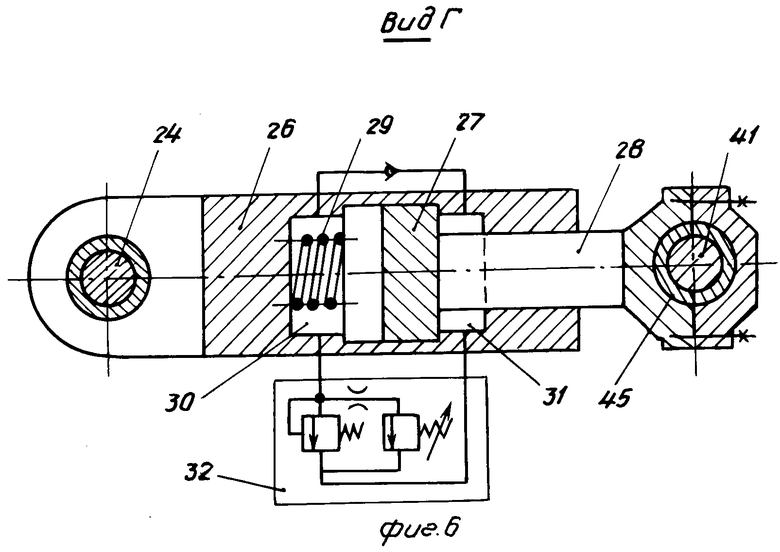
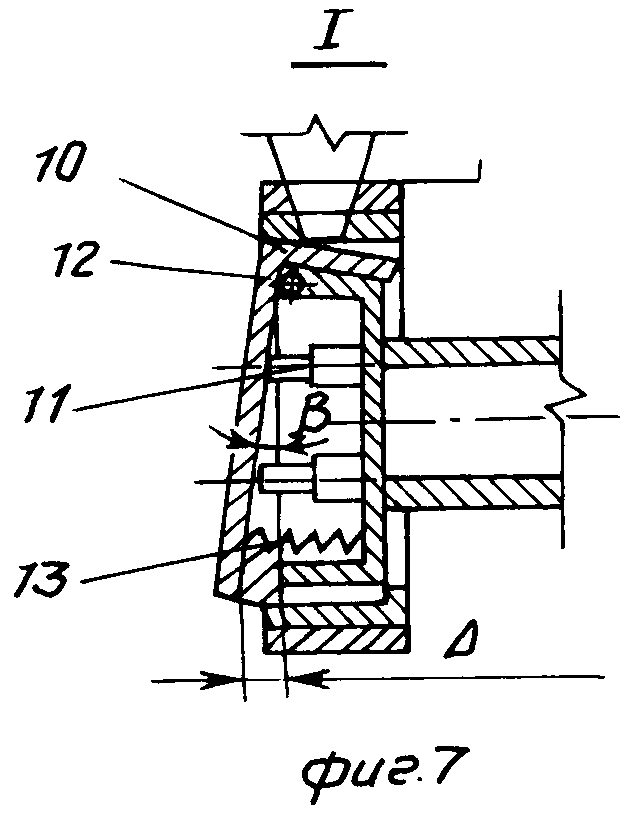
На фиг. 1 показано устройство, общий вид; на фиг.2 кинематическая схема устройства; на фиг.3 разрез А-А на фиг.1; на фиг.4 разрез Б-Б на фиг.1; на фиг.5 вид В на фиг.4; на фиг.6 вид Г на фиг.1; на фиг.7 узел I на фиг.1.
Устройство содержит станину 1 с шарнирно-закрепленной стойкой 2, выполненной в виде талрепа 3, шарнирно закрепленной вторым концом на корпусе 4.
На станине жестко закреплены горизонтальные направляющие 5 и 6 с расположенными в них передним 7 и задним 8 ползунами-пуансонами, на которых концах закреплены формирующие сменные штемпеля 9 и 10 с формирующими поверхностями сложной конфигурации, с внутренними поверхностями которых взаимодействуют виброизлучатели 11, установленные в корпусах пуансонов. Штемпель 10 переднего пуансона крепится на шарнире 12 в верхней части, а нижней частью подпружинен пружиной 13 с возможностью установки формующей поверхности под заданным углом β к вертикали.
К станине также крепится пресс-форма 14, снабженная сменными износоустойчивыми пластинами 15 и загрузочным бункером 16 с шибером 17. В корпусе пресс-формы выполнено загрузочное отверстие а, а в станине выгрузочное окно.
Задний пуансон 8 закреплен на оси 18 посредством катка 19, установленного в пазах 20 заднего пуансона. Ось 18 закреплена в сухаре 21, установленном в шатунах 22. Длина шатуна 22 может регулироваться положением сухаря 21 винтом 23 и прокладками 24.
Передний пуансон 7 со своим шатуном связан посредством оси 26 и проушин 27. Шатун выполнен в виде гидроцилиндра и состоит из корпуса 28, поршня 29, штока 30, пружин 31 возврата, камеры 32 давления, камеры 33 возврата, дросселя-регулятора 34.
Механизм 35 привода пуансонов 7 и 8 представляет собой кривошипно-шатунный механизм непрерывного действия, который обеспечивает двусторонний режим прессования и содержит двигатель 36, клиноременную передачу 37, ведомый шкив 38 которой закреплен на консольном участке вала-шестерни 39, сопряженной посредством шестерни 40 с промежуточным валом-шестерней 41, входящий в зацепление с зубчатыми колесами 42, закрепленных на шейках коленчатого вала 43, установленного в опорах 44 корпуса 45, установленного в направляющих 46 корпуса 4 механизма 35 привода.
Коленчатый вал выполнен с двумя коленами, одно из которых смещено относительно другого на угол α а в разъемных подшипниках скольжения 47 закреплены шатуны.
Ось вращения коленвала расположена дезаксиально относительно общей линии прессования.
Для регулировки величины дезаксиала предусмотрен механизм регулировки, представляющий собой винт 48, закрепленный в подшипнике скольжения, закрепленном в корпусе 45. Резьбовой конец винта 48 входит в резьбовую втулку, жестко закрепленную в основании корпуса 4.
Устройство работает следующим образом.
Предварительно обработанный пресс-порошок подается в загрузочный бункер 16, откуда через загрузочное отверстие а поступает в пресс-форму 14. Включением привода вращения коленчатого вала 43 волзуны-пуансоны 7 и 8 совершают возвратно-поступательное перемещение относительно корпуса пресс-формы 14 и относительно друг друга.
В момент прохождения через засыпное отверстие а перемещения пуансонов относительно друг друга практически не происходит и осуществляется заполнение камеры засыпки, образованной стенками и дном пресс-формы 14 и формовочными поверхностями штемпелей 7 и 10. Штемпель 10 под воздействием пружины 13 установлен под заданным углом β к вертикали. Толщина слоя пресс-порошка внизу изделия меньше толщины слоя вверху камеры засыпки на величину Δ=Hsinβ где Н высота камеры засыпки.
В момент засыпки включаются виброизлучатели 11, колебания которых вызывают колебания штемпелей, способствующих удобоукладываемости пресс-порошка при заполнении камеры засыпки.
При дальнейшем вращении коленвала 43, после перекрытия края загрузочного отверстия а штемпелем 9, происходит взаимное сближение штемпелей 9 и 10 и сжатия между ними пресс-порошка. При нарастании давления по гармонической зависимости на пресс-порошок, последнее вызывает сжатие пружины 13, что выравнивает штемпель 10 относительно вертикали и соответственно, выравнивает давление по высоте камеры прессования и соответственно, выравнивая плотность изделия по высоте.
Давление от заднего пуансона 8 передается на передний пуансон 7 и через него на корпус 28 шатуна, который через гидрожидкость на поршень 29 и шток 30, закрепленный в подшипниках 47 на коленчатом валу 43.
В камере давления возникает гидравлическое давление жидкости, которое взаимодействует на дроссельный регулятор 34 давления при превышении установленного давления регулятор давления срабатывает и образовывает часть жидкости в камеру 33 возврата. Общая длина шатуна уменьшается и соответственно, усилие прессования уменьшается сохраняя заданное.
Дальнейшее вращение коленчатого вала вызывает обратный ход системы пуансон передний 7-задний 8-изделие. При проходе через загрузочное отверстие а последнее перекрывается верхними поверхностями пуансонов и изделия, не давая просыпаться пресс-порошку в пресс-форму.
В конце обратного хода пуансоны размыкаются, выходят из пресс-формы и изделие выпадает через проем в станине вниз на приемное устройство (не показано). Для уменьшения адгезии материала изделия к формующим поверхностям штемпелей включаются виброизлучатели 11, которые передают вибрацию на штемпели 9 и 10.
В дальнейшем цикл повторяется.
Регулирование объема засыпаемого пресс-порошка осуществляется изменением величины дезаксиала при помощи винта 48, который опускает или поднимает корпус 45.
Для оперативного изменения величины давления имеется талреп 3 стойки 2: изменение длины которой вызывает изменение угла от прессования, что также вызывает изменение величины дезаксиала и позволяет производить тонкую регулировку усилия давления.
Таким образом, в процессе перемещения пуансонов за один оборот коленчатого вала осуществляется следующие процессы: дозировка и засыпка пресс-порошка в пресс-форму, прессование, выравнивание давления по высоте пресс-формы, выталкивание готового изделия, а также регулировка объема засыпаемого пресс-порошка за счет изменения величины дезаксиала. Стабильность давления в процессе прессования поддерживается гидросистемой в переднем шатуне механизма прессования.
Предлагаемый способ и устройство для его осуществления позволяют получить высококачественные тонкостенные керамические изделия различной конфигурации, снизить расход топливно-энергетических ресурсов, повысить производительность.
Устройство может широко использоваться для производства керамической плитки, черепицы и т.п. его наладка и обслуживание не представляют особой сложности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошковых материалов с пустотообразователями | 1991 |
|
SU1804394A3 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| КОЛЕНО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ДВУСТОРОННЕГО ПРЕССОВАНИЯ | 1972 |
|
SU335098A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2133192C1 |
| РУЧНОЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ КИРПИЧЕЙ, МОСТОВЫХ КАМНЕЙ И Т. П. С ПОВОРОТНЫМ СТОЛОМ | 1927 |
|
SU8120A1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ТОРФА И ПОДОБНОГО МАТЕРИАЛА | 1966 |
|
SU185741A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| Пресс-форма квазиизостатического прессования | 1989 |
|
SU1726254A1 |
Использование: в производстве керамических изделий из сыпучих материалов, таких как черепица, плитка, изразцы и т.п. Сущность изобретения: в способе изготовления тонкостенных керамических изделий керамический порошок засыпается в вертикально расположенную пресс-форму таким образом, что толщина слоя порошка в нижней части пресс-формы меньше толщины слоя в верхней ее части, а прессование происходит в горизонтальном направлении при нарастающем по гармонической зависимости давлении. В устройстве для осуществления способа изготовления тонкостенных керамических изделий передняя стойка станины соединена с основанием винтовым соединением. На станке жестко закреплены две горизонтальные направляющие, на которых установлены ползуны-пуансоны, кинематически связанные с кривошипно-шатунным механизмом, на коленчатом валу которого шарнирно с эксцентриситетом относительно друг друга закреплены шатуны переднего и заднего ползуна-пуансона. Шатун переднего ползуна-пуансона выполнен в виде гидроцилиндра малого хода. В корпусе ползунов-пуансонов расположены виброизлучатели, взаимодействующие с поверхностями штемпелей, закрепленных на ползунах-пуансонах. Штемпель переднего ползуна-пуансона в верхней части закреплен шарнирно, а в нижней части подпружинен с возможностью поворота на малый угол. 2 с.п. ф-лы, 7 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Капаев В.К | |||
| Новая технология строительной керамики | |||
| М.: Стройиздат, 1990, с.124-129. | |||
