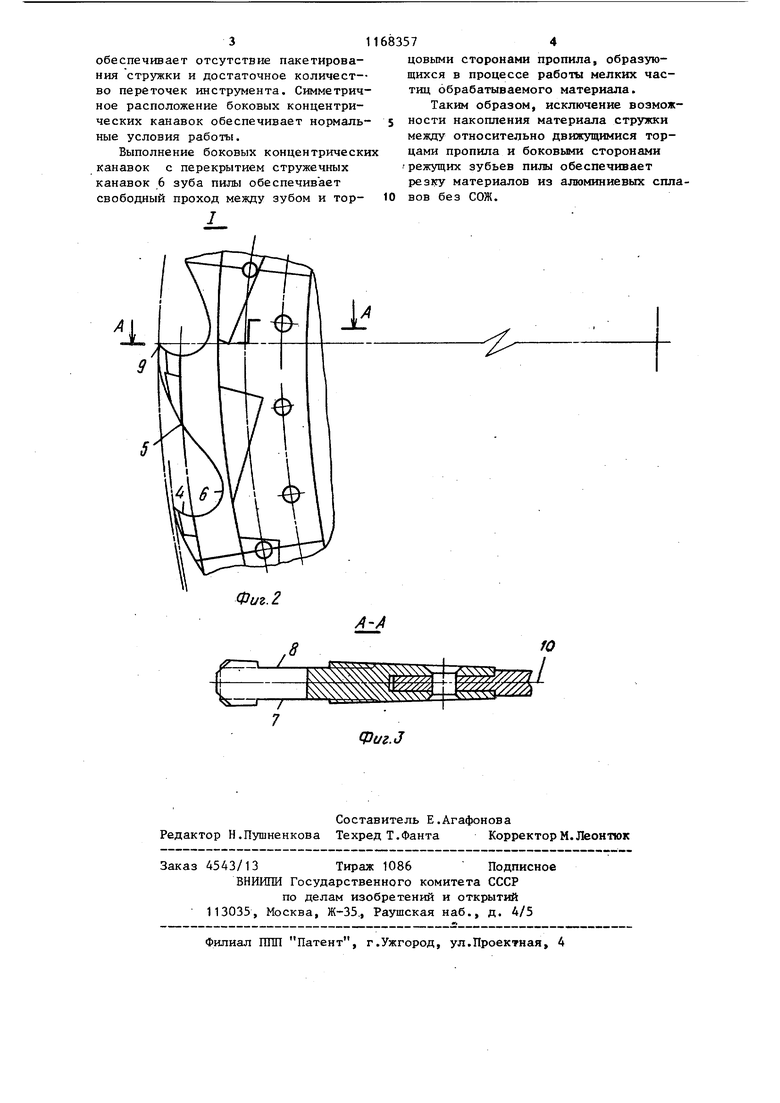
Изобретение относится к машиностроению, в частности, для резки материалов из алюминиевых сплавов. Известна дисковая пила для резки металлов, включающая режущие зубья, между которыми выполнены стружечные канавки, каждой из которых соответст вует дополнительная канавка, выполненная на боковой поверхности пилы 1 . Недостатком указанной дисковой пилы является невозможность резки материалов из алюминиевых сплавов без смазочно-охлаждающей жидкости. Целью изобретения является расширение технологических возможностей за счет использования дисковой пилы для резки материалов из а.шоминиевых сплавов. Указанная цель достигается тем, что в дисковой пиле для резки металлов, содержащей режущие зубья, между которыми выполнены стружечные канавки, каждой из которых соЬтветствует дополнительная канавка, выполненная на боковой поверхности пилы и расположенная симметрично относительно осевой плоскости диска пилы, имеют ширину, перекрывающую соответствующу стружечную канавку, причем дополнительные канавки отстают от режущей кромки зуба на 3,5-4 мм, а их глубина составляет 0,9-1 мм. Предлагаемая дисковая пила для резки металлов показана на пример-е сегментной дисковой пилы. На фиг. 1 показана пила, общий вид; на фиг. 2 - узел Т на фиг. 1; на фиг. 3 - сечение А-А на фиг, 2. Дисковая сегментная пила для резки материалов из алюминиевых сплавов включает диск 1, сегменты 2 и режущи зубья 3 с передней 4 и задней 5 поверхностями, между зубьями выполнены стружечные канавки 6. На боковых поверхностях зубьев пилы выполнены канавки 7 и 8 глубиной 0,9-1 мм, отстоящие от режущей кромки 9 зуба пил на 3,5-4 мм и шириной, перекрывающей стружечную канавку 6, расположенные симметрично относительно осевой плос кости 10 диска 1. Предлагаемая пила работает следующим образом. При первом проходе зуба процесс разрезки материала из алюминиевого сплава с режимом резания, обеспечивающим отсутствие процесса наростообразования, стружка перемещается по передней поверхности 4 режущего зуба 3 пилы, разогревается, расширяется и упирается боковыми сторонами в торцовые поверхности пропила. Возникает трение стружки о материал заготовки, что приводит квозникновению теплоть: и снижению механических свойств материала стружки, контактирующего с за-: готовкой. Силами трения о торцовые поверхности пропила этот материал увлекается в зазор, образованный задней поверхностью 5 режущего зуба 3 и заготовкой. Высокая температуЕа и пластическое течение материала ри высоком давлении обеспечивает усовия, при которьк затекший материал стружки приходит в молекулярное сцепление с материалом инструмента и отделяется от стружки. При выходе зуба пилы стружка удерживается на передней поверхности у режущего зуба 3 силами сцепления с затёкшим материалом, удерживающимся на задних поверхностях 5 силами молекулярного сцепления. При повторном заходе лезвия зуба пилы в материал заготовки вновь образующаяся стружка сталкивает стружку первого прохода, нарушая связь ее с затекшим материалом, которая удаляется силами инерции при выходе лезвия зуба из материала заготовки. В процессе второго прохода зазор между инструментом и торцо- выми поверхностями заготовки продолжает заполняться. Этот процесс продолжается до тех пор, пока затекший материал не выйдет в полость боковых канавок 7 и 8. Вышедший в полость боковых канавок 7 и 8 материал теряет контакт с боковой поверхностью инструмента. Контакт же с торцовыми поверхностями прореза сохраняется, В процессе обработки длина вышедшего -в полость стружечной канавки 6 материала увеличивается, что уменьшает его жесткость и силами трения о торцовые поверхности . пропила разрушается, что не дает возможности удержаться стружке предыдущего прохода на передней поверхности 4 инструмента. Пакет стружки не образуется. Экспериментально установлено, что расстояние дополнительных канавок от режущей кромки 9 зуба 3 пилы 3,5-4 мм и глубина их 0,9-1 мм
311
обеспечивает отсутствие пакетирования стружки и достаточное количест-во переточек инструмента. Симметричное расположение боковых концентрических канавок обеспечивает нормальные условия работы.
Выполнение боковых концентрических канавок с перекрытием стружечных канавок 6 зуба пилы обеспечивает свободный проход между зубом и торI
683574
цовыми сторонами пропила, образующихся в процессе работы мелких частиц обрабатываемого материала.
Таким образом, исключение возмож- 5 ности накопления материала стружки между относительно движущимися торцами пропила и боковыми сторонами режущих зубьев пилы обеспечивает резку материалов из алюминиевых спла10 ВОВ без СОЖ.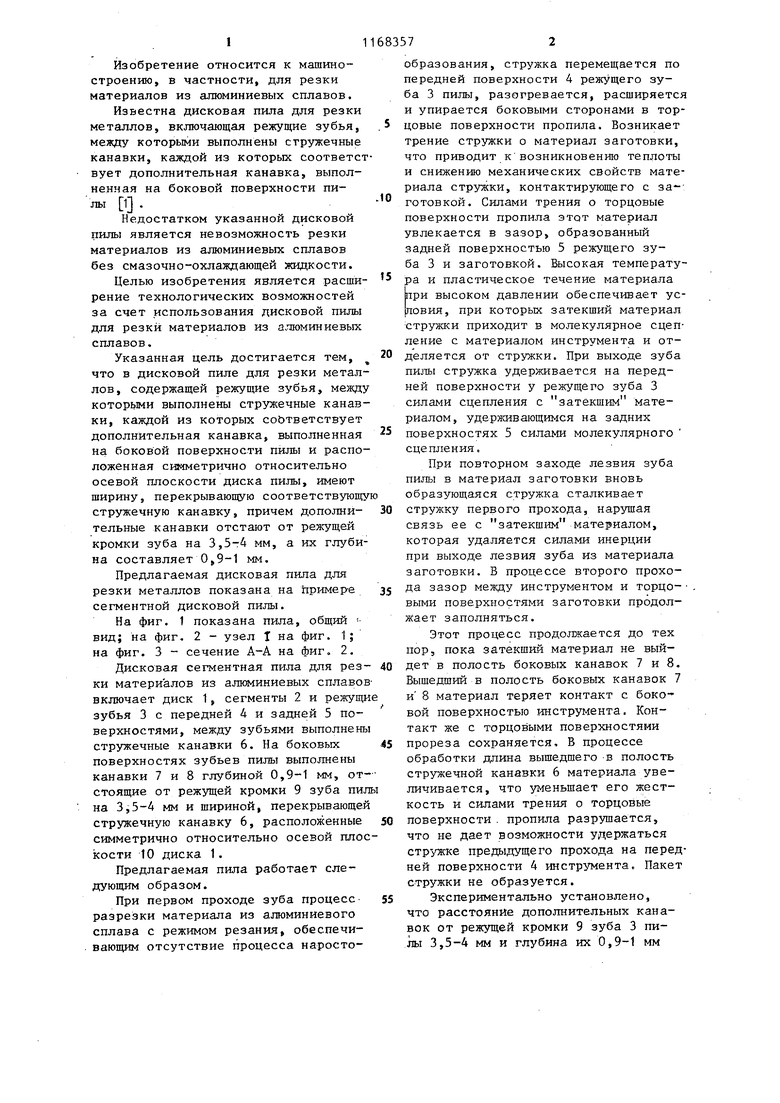
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковая пила для резки металлов | 1990 |
|
SU1804975A1 |
| Дисковая пила | 1990 |
|
SU1747041A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
| Способ очистки протяжки от стружки | 1990 |
|
SU1787742A1 |
| Стоматологическая фреза и способ фрезерования при изготовлении стоматологических комплектующих | 2013 |
|
RU2669983C1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
ДИСКОВАЯ ПИПА ДЛЯ РЕЗКИ. МЕТАЛЛОВ, содержащая режув{ие зубья, между которыми выполнены стружечные канавки, каждой из которых соответствует дополнительная канавка, выполненная на боковой поверхности пилы, отличающаяся тем, что, с целью расширения технологических возможностей за счет использования дисковой пилы для резки материалов из алюминиевых сплавов без смазочноохлаждающей -жидкости, дополнительные канавки расположены симметрично относительно осевой плоскости диска пилы и имеют ширину, перекрывающую соответствующую стружечную канавку, причем дополнительные канавки отстоя от режущег кромки зуба на 3,5-4 мм, а их глубина составляет 0,9-1 мм. (Л а 00 со ел vl 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТИЧЕСКОЕ РАСПОЗНАВАНИЕ РЕЧИ | 1999 |
|
RU2216052C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
