Изобретение относится к машиностроительному, в частности инструментальному производству, и может быть использовано при изготовлении режущего инструмента типа дисковых фрез и круговых протяжек.
Известен способ, по которому в биметаллической ленте со стороны быстрорежущей стали прорезают стружечные канавки, нагревают ленту, навивают ее в спираль с минимальным шагом на цилиндрической оправке, производят дополнительную деформацию спирали в осевом и радиальном направлении, разрезают спираль по нормали к направлению витков, осаживают каждый виток в осевом направлении и соединяют торцы сваркой, полученный венец прикрепляют к корпусу инструмента.
Недостатком известного способа является трудность выполнения вспомогательных боковых углов режущих зубьев при малых толщинах тела инструмента. На прорезных фрезах и дисковых пилах с толщиной тела инструмента до 3 мм иногда рациональные углы по боковым поверхностям зубьев приходится выполнять разводкой их на необходимую величину, что снижает производительность изготовления инструмента.
Целью изобретения является расширение технологических возможностей способа изготовления режущего инструмента, например дисковых фрез, круговых протяжек, фрезопротяжек.
Это достигается тем, что сечения ленты выполняют непрямоугольными, поверхности стружечных канавок делают неперпендикулярными боковым сторонам ленты, а на стороне ленты, противоположной стружечным канавкам, выполняют дополнительные пазы со смещением их относительно канавок на половину шага, между соединяемыми торцами венца устанавливают прокладку, на концу ленты выполняют технологические поверхности, шаги между пазами на лента, а также габариты канавок и пазов (ширину и глубину) выполняют неодинаковыми, с разницей более 0,5 миллиметра.
Выполнение сечений ленты непрямоугольными, например в виде равнобокой трапеции, имеет следующие преимущества: экономию материала ленты, сокращение объема механической обработки зубьев инструмента, сокращение времени нагрева ленты под ее навивку, облегчение операции навивки ленты на оправку, уменьшение величины упругой развивки спирали после снятия ленты с оправки, уменьшение усилия для деформирования разрезанных витков, возможность приварки ленты к корпусу инструмента с одной стороны ленты за одну установку, что упрощает наладку сварочного агрегата и контроль размеров и качества швов.
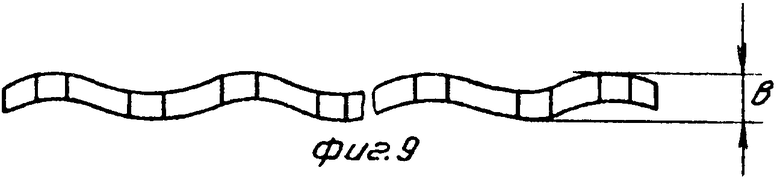
При выполнении профиля ленты волнистым в продольном сечении появляется возможность изготовления тонких фрез (с толщиной до 3 мм) без разводки их зубьев. В этом случае боковые кромки зубьев инструмента располагаются по синусоидальной кривой.
Неперпендикулярность поверхностей стружечных канавок боковым поверхностям ленты и разнонаправленность их по отношению к ее продольной оси обеспечивает возможность изготовления фрез с разнонаправленными регулируемыми зубьями. Инструменты с такими зубьями работают более плавно, что дает возможность увеличить подачи и скорости резания.
Наличие на стороне ленты, противоположной стружечным канавкам, дополнительных пазов со смещением их относительно канавок на половину шага, обеспечивает следующие преимущества заявленного способа: уменьшается время нагрева ленты за счет уменьшения площади ее сечения, становится более равномерным прогрев ленты по ее длине, что снижает величину огранки поверхностей ленты при навивке ее на оправку, уменьшается величина упругой развивки спирали после снятия ее с оправки и величина усилия, необходимого для пластической деформации, в результате уменьшения величины огранки и упругой развивки спирали уменьшается объем механической обработки венца под сварку с корпусом инструмента. Дополнительные пазы, прилегающие к корпусу инструмента, служат компенсаторами разности линейных расширений при сварке, что уменьшает поводку свариваемых элементов и образование трещин.
Установка перед сваркой венца между соединяемыми торцами прокладки толщиной, равной ширине реза при разрезке спирали на кольца, обеспечивает выполнение между примыкающими к торцу зубьями стружечной канавки с заданными размерами.
Выполнение на конце ленты перед ее навивкой технологических поверхностей (отверстий или пазов) позволяет облегчить ее закрепление на оправке, а затем использовать эти поверхности (отверстия) для фиксации венца на корпусе инструмента перед сваркой, уменьшить расход материала ленты при ее закреплении перед навивкой.
Выполнение стружечных канавок на ленте с неодинаковым шагом по ее длине, с разницей более 0,5 мм, обеспечивает получение неравномерного шага зубьев режущих инструментов. Это позволяет гасить автоколебания технологической системы при работе инструментами и увеличивать режимы резания в среднем на 20% .
Выполнение глубины дополнительных пазов неодинаковой позволяет выравнять толщину навиваемых слоев материала ленты для таких инструментов, как круговые протяжки, у которых зубья выполнены с разной высотой.
Выполнение ширины стружечных канавок и дополнительных пазов неодинаковой, с разницей более 0,5 мм, обеспечивает получение неравномерного шага зубьев режущего инструмента.
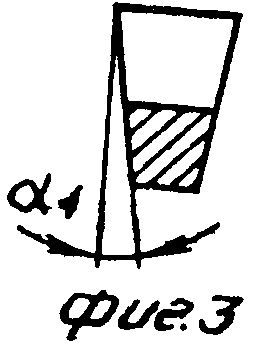
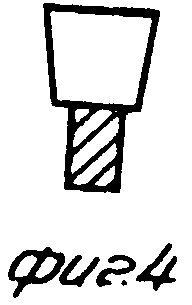
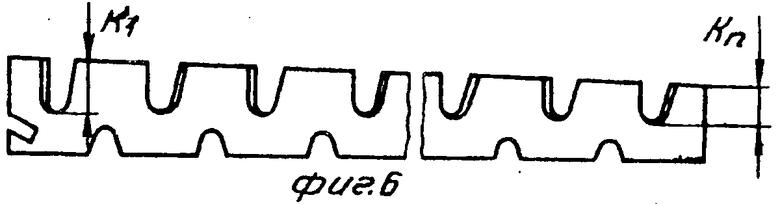
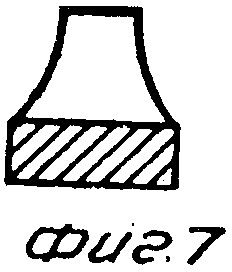
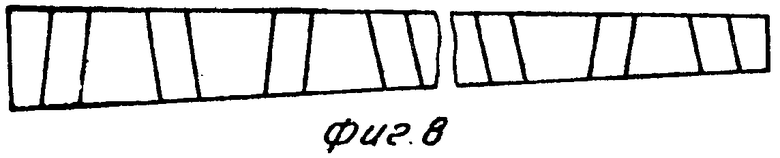
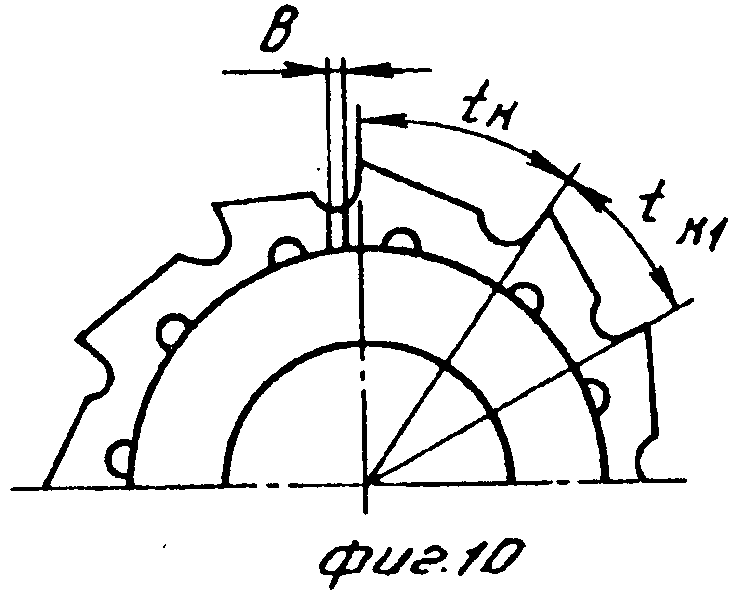
На фиг. 1 изображена лента из инструментальной стали, используемая для изготовления режущего инструмента типа прорезных фрез; на фиг. 2 - то же, план; на фиг. 3-5 - возможные поперечные сечения ленты; на фиг. 6 - лента, используемая при изготовлении круговых протяжек и фрезопротяжек; на фиг. 7 - то же, поперечное сечение; на фиг. 8 - то же, план; на фиг. 9 - лента, используемая для изготовления дисковых пил, план; на фиг. 10 - пазовая дисковая фреза, вид с торца.
Режущий инструмент, например пазовую дисковую фрезу, изготавливают следующим образом.
Ленту из инструментальной стали делают в поперечном сечении трапецеидальной, с углом боковых сторон αт, на 1-2о превышающим вспомогательный угол в плане боковых поверхностей зубьев (фиг. 3). На сторонах ленты, соответствующих основаниям трапеции, прорезают стружечные канавки и дополнительные пазы (фиг. 1, 3), смещенные относительно канавок на половину шага. При этом шаги t между будущими режущими зубьями и ширину а стружечных канавок делают неодинаковыми, с разницей более 0,5 мм. (t1 ≠ t2 ≠ t3 и т. д. , а1 ≠ a 2 ≠ а3 и т. д. ).
Для круговых протяжек и фрезопротяжек (фиг. 6) глубину стружечных канавок так же делают неодинаковой, с разницей более 0,5 мм (К1 ≠ Кn).
Поверхности стружечных канавок и дополнительных пазов выполняют под углом к боковой поверхности ленты и направленными в разные стороны, в этом случае получается фреза с разнонаправленными зубьями.
На конце ленты выполняют технологическое отверстие (фиг. 1) или паз (фиг. 6).
Далее проводят операции согласно основного способа до операции соединения торцов. При выполнении этой операции между соединяемыми торцами устанавливают прокладку, толщина которой равна ширине реза b ленты на кольца (фиг. 10). Далее проводят операции известным способом.
Описанным способом можно изготавливать пилы, отрезные и прорезные фрезы, радиусные фрезы и т. д.
П р и м е р. Ленту из инструментальной стали длиной 2000 мм, шириной и высотой 12 мм выполняют с поперечным сечением в виде равнобокой трапеции с уклоном боковых сторон α = 8о. Прорезают абразивным кругом с двух сторон, прилегающих к основаниям трапеции, пазы шириной 2 мм, глубиной 7 мм с направлением в противоположные стороны. Пазы на противоположных сторонах ленты смещены относительно друг друга на 0,5 мм. На конце ленты сверлят отверстие диаметром 5 мм, с помощью которого ленту закрепляют на технологической оправке. Ленту нагревают электрическим током до 900о С и навивают ее на технологическую оправку диаметром 75 мм. Пазы на стороне ленты, прилегающей к оправке, сужаются, а на противоположной расширяются. Полученную спираль разрезают на кольцо и осаживают их. Между соединяемыми торцами колец устанавливают прокладку толщиной, равной ширине реза и сваривают.
Получается фреза диаметром 100 мм с разнонаправленными зубьями, боковые поверхности которых имеют вспомогательные задние углы около 6о. Объем механической обработки при доводке такой фрезы до стадии готовности снижается на 30-40% . После термообработки механическую обработку фрезы выполняют по стандартной технологии.
Технико-экономические показатели предлагаемого способа:
можно изготавливать режущие инструменты разных конструкций, соответствующие различным эксплуатационным требованиям;
на 10-30% уменьшаются трудозатраты на изготовление за счет сокращения объемов окончательных операций при изготовлении инструмента;
создание только оптимальных боковых углов на зубьях тонких прорезных и отрезных фрез повышает их стойкость в среднем до 110% по сравнению с фрезами, изготовленными по известному способу. (56) Авторское свидетельство СССР N 921716, кл. В 23 С 5/08, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущего инструмента | 1980 |
|
SU921716A1 |
| Способ изготовления режущего инструмента | 1981 |
|
SU1158308A1 |
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Устройство для протягивания пазов | 1983 |
|
SU1144809A1 |
| Способ изготовления протяжки | 1990 |
|
SU1745443A1 |
| Способ изготовления режущего инструмента | 1986 |
|
SU1407741A1 |
| Способ изготовления режущегоиНСТРуМЕНТА | 1978 |
|
SU818772A1 |
| ДИСКОВАЯ ДВУСТОРОННЯЯ ФРЕЗА | 1990 |
|
RU2023549C1 |



Изобретение может быть использовано в машиностроении, в частности в инструментальном производстве. В качестве заготовки режущей части инструмента применяют ленту из инструментальной стали, сечения которой отличны от прямоугольника. На одной стороне ленты прорезаются стружечные канавки с неравномерным шагом, на противоположной - дополнительные пазы со смещением относительно канавок на полшага. Канавки и дополнительные пазы в зависимости от типа и назначения инструмента могут выполняться неперпендикулярными боковым поверхностям ленты и разнонаправленными в отношении продольной оси ленты. Для крепления ленты на оправке для навивки в спираль на одном из концов ленты выполняются технологические поверхности. Ленту навивают в спираль с минимальным шагом, формируя стружечные канавки и диаметры режущего инструмента. Спираль разрезают по нормали к виткам, полученные кольца деформируют, устанавливают между торцами прокладку и соединяют торцы сваркой. 3 з. п. ф-лы, 10 ил.
