Изобретение относится к вспомогательным устройствам для металлообрабатывающих станков, точнее к устройствам для регулирования и остановки шпинделя станка в заданном положении, и предназначено для использования на различных станках с вращающимся шпинделем, например на токарных станках с автоматической загрузкой и ориентацией деталей.
Целью изобретения является повышение производительности за счет уменьшения времени доворота шпинделя.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство для регулирования и остановки шпинделя металлорежущего станка в заданном направлении содержит механизм 1 доворота с реверсивным приводом 2, механизм 3 фиксации, взаимосвязанный с пазом 4, расположенным на шпинделе 5, узел 6 управления приводом 2 с датчиком 7 изменения направления доворота и элементы 8 и 9 включения реверсивного привода, причем угол л между элементом 8 включения обратного направления и пазом 4 равен углу между датчиком 7 и положением фиксации паза. Механизм 1 доворота шпинделя 5 расположен на салазках 10 с возможностью перемещения вдоль оси шпинделя 5. Салазки 10 соединены со штоком 11 гидроцилиндра 12, корпус которого закреплен на основании 13. На выходном валу механизма 1 доворота закреплена ведушая шестерня 14. Механизм 3 фиксации шпинделя 5 представляет собой ролик 15, сидяший свободно на оси 16, жестко связанной с механизмом 1 доворота.
Узел 6 управления расположен на основании 13 и электрически связан с бесконтактным датчиком 7 изменения направления доворота, реверсивным приводом 2, датчиками конечных положений механизма доворота и датчиками механизма загрузки (не показаны).
Элементы 8 и 9 включения реверсивного привода представляют собой заднюю и переднюю поверхности сектора, расположенного по одну сторону окружности шпинделя под углом V 180°, который для обеспечения возможности настройки момента включения выполнен из двух секторов с центральным углом 120°. Для крепления:секторов на шпинделе и фиксации их в нужном положении имеется гайка 17.
Ведомая шестерня 18, жестко сидящая на шпинделе 5, выполнена со срезанными зубьями на части окружности. На торце шестерни 18 выполнен паз 4, причем центральный угол, которым ограничена ширина паза, равен углу, которым ограничена часть шестерни без зубьев.
Устройство работает следующим образом.
После остановки шпинделя 5 станка в произвольном положении включается вращение ведущей шестерни 14 механизма 1 доворота и перемещение его с помощью гидроцилиндра 12 до соприкосновения ролика 15 с плоскостью 19 шестерни 18. Шестерня 14 входит в зацепление с шестерней 18 и сообшает вращательное дви зрение
0 щпинделю 5.
При взаимодействии центрального сектора с элементами 8 и 9 с датчиком 7 изменения доворота узел 6 управления включает направление вращения шпинделя 5
5 против часовой стрелки, при отсутствии взаимодействия - по часовой . Элементы 8 и 9 отмечают, соответственно, начало обратного и прямого направления доворота шпинделя 5.
Ролик 15, попав в процессе доворота на
рабочие грани паза 4, скользит по ним. С помощью гидроцилиндра 12 ролик 15 создает крутящий момент, доворачивает шпиндель 5 и фиксирует его. Механизм 1 доворота при этом в работе не участвует, так как на соответствующей части веица шестерни 18 зубья срезаны.
После окончания фиксации датчик конечного положения механизма доворота (не показан) подает команду в узел 6 управления на выключение вращения привода
Q доворота и манипулятору (не показан) на загрузку шпинделя. После этого манипулятор подает команду на отвод фиксатора и механизма доворота в исходное положение. В исходном положении датчик конечного положения механизма доворота включает рабочее вращение щпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Устройство для остановки и фиксации шпинделя станка в угловом положении | 1974 |
|
SU500012A1 |
| Устройство для доворота и фиксации шпинделя в определенном угловом положении | 1980 |
|
SU867602A1 |
| Устройство для управления шпинделем и зажимным патроном станка | 1975 |
|
SU556930A1 |
| Шпиндельная бабка пруткового автомата | 1971 |
|
SU405261A1 |
| Устройство для доворота и фиксации шпинделя в заданном угловом положении | 1985 |
|
SU1311905A1 |
| Устройство для доворота и индексации шпинделя в различных угловых положениях | 1982 |
|
SU1047652A1 |
| Устройство для остановки шпинделя вОпРЕдЕлЕННОМ углОВОМ пОлОжЕНии | 1979 |
|
SU804356A1 |
| Устройство болеховского для подачи заготовок на позицию обработки | 1972 |
|
SU616112A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |

УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ И ОСТАНОВКИ ШПИНДЕЛЯ СТАНКА В ЗАДАННОМ ПОЛОЖЕНИИ, содержащее механизм доворота шпинделя с приводом, механизм фиксации шпинделя, взаимодействующий с пазом, выполненным на шпинделе, и узел управления приводом, отличающееся тем, что, с целью повышения производительности за счет уменьшения времени доворота шпинделя, привод выполнен реверсивным, а узел управления приводом содержит датчик изменения направления доворота, взаимодействующий с элементами включения реверсивного привода, расположенными на шпинделе в диаметрально противоположных точках, при этом центральный угол между элементом включения обратного направления и пазом на шпинделе в плоскости, нормальной оси шпинделя, равен центральному углу между датчиком и положением фиксации паза шпинделя. Ot) 00 00 00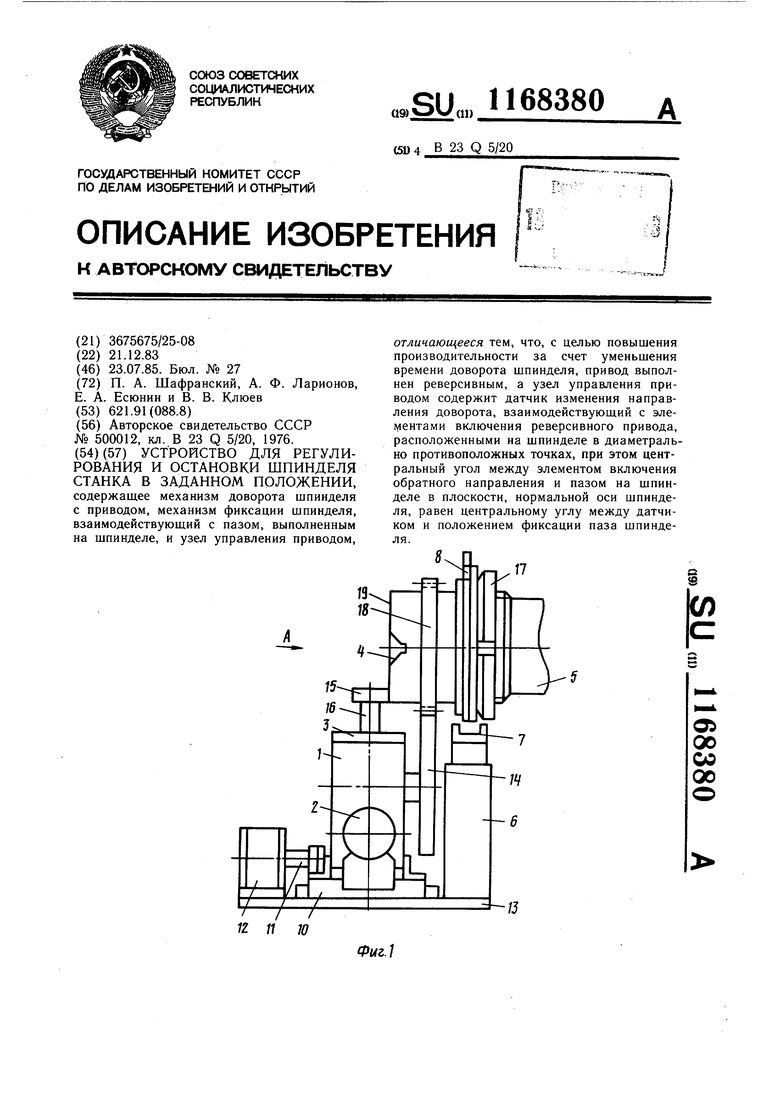
| Устройство для остановки и фиксации шпинделя станка в угловом положении | 1974 |
|
SU500012A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
