Предметом изобретения является станок для полуавтоматической намотки электрических катушек с сердечником, например трансформаторов магнето.
Известные намоточные станки с несколькими шпинделями, один из которых связан механической передачей с приводным электродвигателем, а остальные получают вращение последовательно друг от друга, имеют усложненную конструкцию.
В предлагаемом станке упрощение конструкции достигается применением подвижных вдоль оси щпинделей бабок с вращающимися в них патронами для крепления обматываемых сердечников, причем передача вращения от одного щпинделя к другому осуществляется непосредственно указанными сердечниками. Вторая особенность описываемого станка заключается в том, что, с целью обеспечения четкой подачи межслойной изоляции, применен вакуумно-роликовый транспортер, снабженный электроконтактным щупом, для контроля правильности положения межслойной изОоТяции при ее подаче.
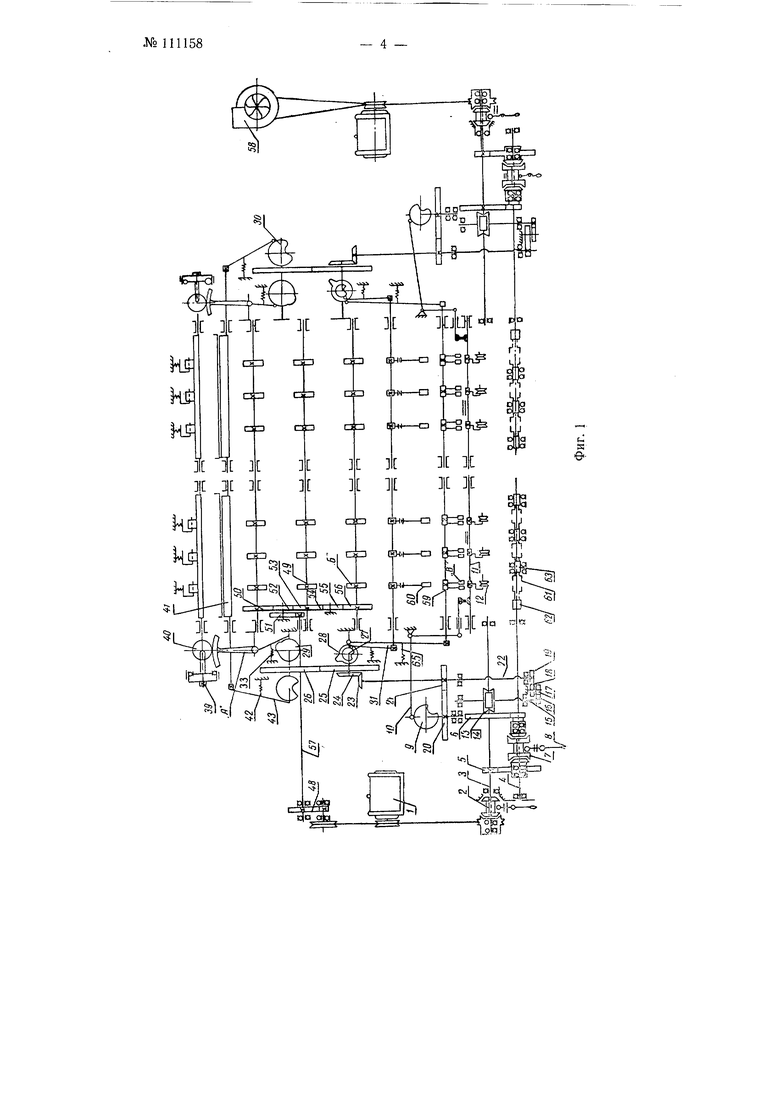
На фиг. 1 представлена кинематическая схема станка; на фиг. 2, 3 и 4- отдельные узлы станка.
Вращение от двигателя 1 передается ремнем на щкив фрикционной муфты 2 сцепления приводного валика 3. От приводного валика 3 вращение передается на щпиндель 4с помощью щестерен 5 или 6. Переключение скоростей производится двухсторонней фрикционной муфтой 7 с помощью рукоятки 8. Включение шестерен 6 соответствует тюложению частого ряда (плотной намотке) и большой скорости шпинделя. Положение муфты, соответствующее включению щестерен 5, соответствует тихому ходу щпинделя и редкому ряду (изреженная намотка).
Механизм раскладки провода, состоящий из кулачка 9, рычага 10, поводковой тяги // и поводковых роликов 12, имеет при обеих скоростях щпинделя одну скорость и приводится в действие от приводнсг( валика
№ 111158- 2 -
3 через червячную пару 13, вал 15 и гитару 16, 17, 18 и 19 со сменными шестернями 16 и 17, с помощью которых производится настройка числа витков намотки в ряду.
Ширина ряда намотки устанавливается сменным кулачком 9, закрепленным на шестерне 20, получаюш,ей вращение от шестерни 21, установленной на валике 22. От этого же валика, через конические шестерни 23 и 24, приводится в действие механизм подачи бумаги, состоящий из привода, механизма отмера бумаги, ножниц, вакуумно-роликового транспортера с толкателями, подаюшими бумагу в намотку и электроконтактных датчиков автоматического контроля за состоянием подачи бумаги. Привод механизма подачи бумаги состоит из двух распределительных валпков, соединенных шестернями 25 vi 26 с кулачками 27, 28, 29 и 30.
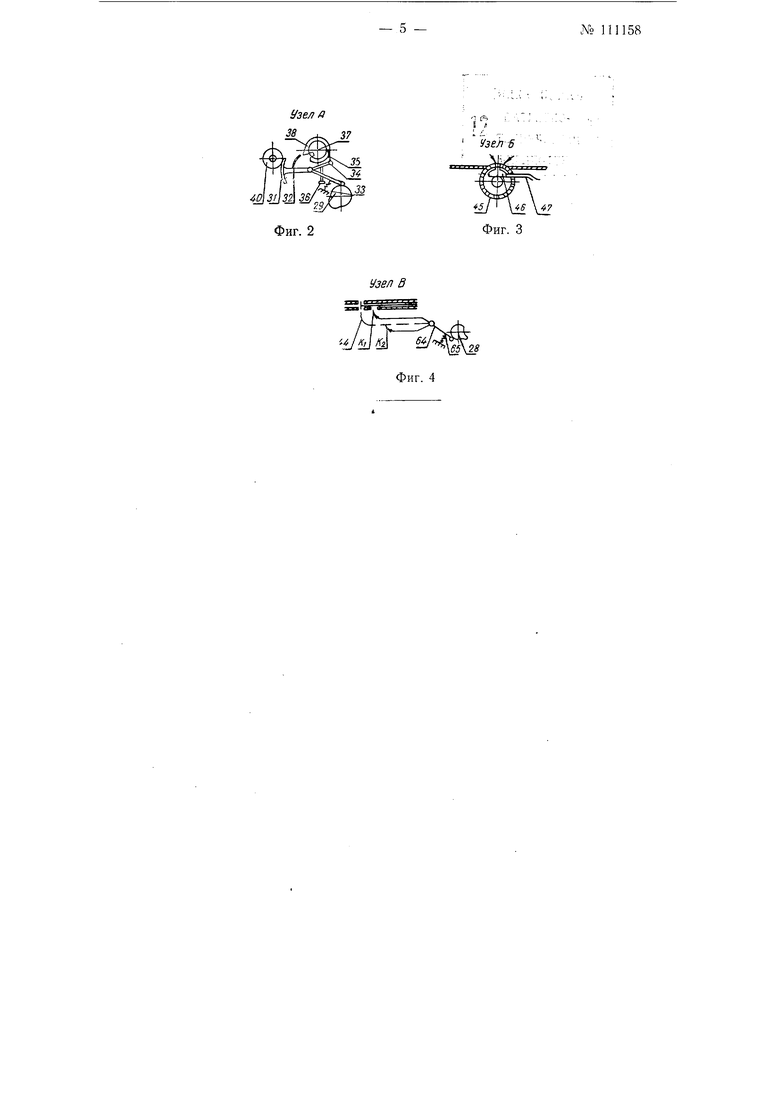
Механизм отмера бумаги (узел А, фиг. 2) состоит из сектора 31 с упором 32 и возвратной пружиной 33, рычага 34 с собачкой 35 и регулирующим винтом 36, храповика 37 с закрепленным за ним копиром 38, задающим угол поворота сектора 31, п муфты свободного хода 39 с шестерней 40, приводимой в движение сектором 31.
Ножницы для отрезки бумаги состоят из двух ножей: поворотного п прижимпого. Поворотный нож 41 приводится в действие кулачком 30 и возвратной пружиной 42 через рычаг 45. Особенностью этих ножниц является то, что оси качания обоих ножей установлены под углом 1 -1,5° для обеспечения точечного контакта между лезвиями.
Для передачи бумаги от ножа до упора 44 перед подачей ее непосредственно в намотку применен вакуумно-роликовый транспортер. Принципиальная схема его показана на фиг. 3 (узел Б. В направляющем лотке, по которому движется отрезок бумалспой ленты, прорезаны окна. В эти окна выступают на 1,5-2 мм пустотелые вращающиеся ролики 45 с равномерно расположенными по окружности отверстиями. В верхней части внутренней расточки каждого ролика установлен неподвижный присос 46, имеющий отверстие по вертикальной оси ролика. Из присоса воздух отсасывается с помощью вакуум-насоса по трубке 47. При вращении пустотелого ролика 45 разрежение воздуха создается лищь в зоне отверстия присоса, т. е. только в месте соприкосновения ролпка с подаваемой бумагой. Б других местах ролика вакуума не образуется и бумага плавно сходит с верхней части ролика дальше в лоток, не прилипая к ролику и не затягиваясь им в окно лотка.
Привод транспортера осуществляется от левого двигателя через промежуточный щестеренчатый редуктор 48. Валики 49, на которых закреплены пустотелые ролики 45, приводятся во вращение щестеренчатой передачей 50, 51, 52, 53, 54, 55 и 56 от валика 57. Вакуум-насос 58 (центробежный вентилятор) приводится в действие от правого двигателя.
После отрезки бумага доходит по лоткам транспортера до упора 44 электроконтактного датчика, закрепленного на валу 59 и приводимого в действие кулачком 28. Подача бумаги из лотков транспортера в намотку катущек производится толкателями 60 от кулачка 27.
Передача вращения от щпинделя 4 к наматываемым катущкам 61 производится патропом 62. Для обеспечения намотки одновременно нескольких катущек на станке имеются подвижные бабки 63 со свободно вращающимися в них патронами. Передача вращения от патрона к патрону осуществляется самим сердечником катущки.
Для обеспечения автоматической остановки станка при обрывах провода при задержках межслойной изоляции в подающем механизме, а также перед переключением намотки па редкий ряд в станке установлен механизм автоматического контроля, состоящий из электроконтактных
датчиков, промежуточного реле, электромагнитного замка, выключения ведущего фрикциона станка и щитка с сигнальными лампочками.
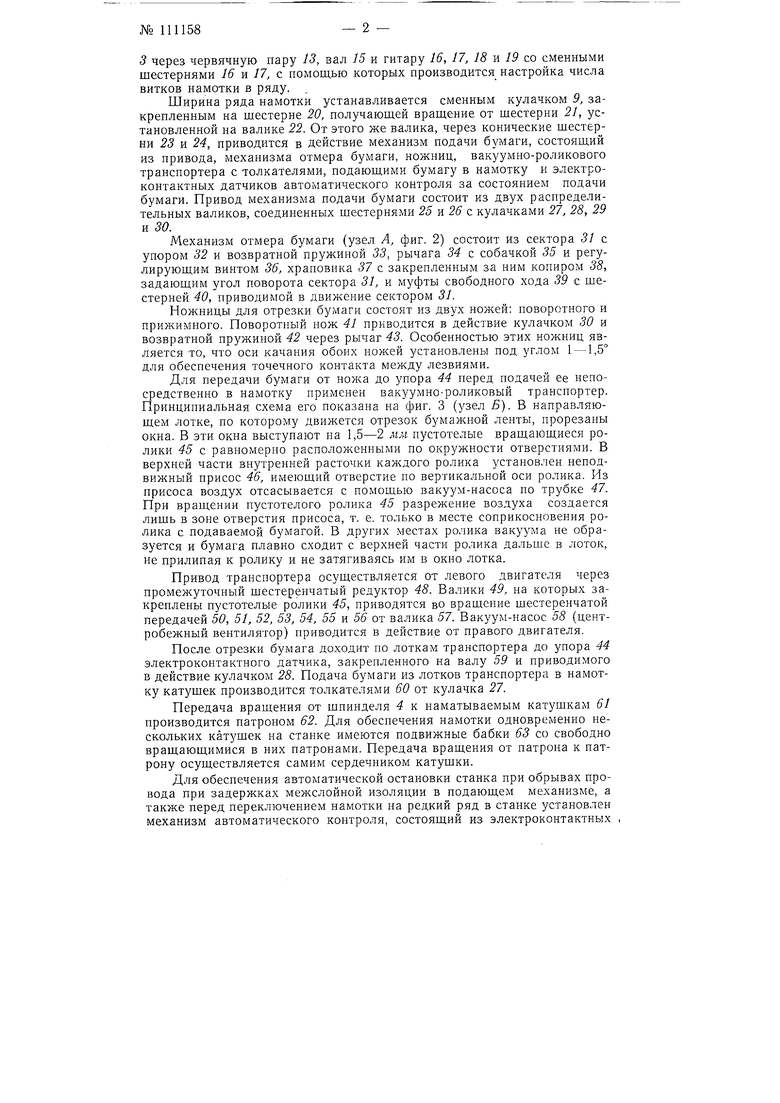
Устройство датчиков, контролирующих подход и захват бумаги в обмотку катущки, показано на фиг. 4 (узел В). От кулачка 28 рычага 64 и возвратной пружины 65 датчик совершает принудительные колебательные движения.
Контакты KI и 7С2 изолированы от массы станка. Контроль за подходом бумаги осуществляется контактом KI, подпружиненным на колодке датчика. При своевременном подходе бумаги к упору 44 перед подачей бумаги датчик движется вверх и упирается в верхнюю планку лотка через подощедщую бумагу. Замыкания «на массу при этом не происходит и станок продолжает свою работу. При задержках или обрыве бумаги последняя своевременно не подходит к упору 44 и при движении датчика вверх контакт KI, не встречая бумаги, упирается в верхнюю планку лотка, замыкая цепь блокировки «на массу - Происходит выключение станка и зажигается зеленая лампочка.
Контроль за захватом бумаги намоткой катущки производится контактом «2 и упором 44, играющим в этом случае роль щупа. Упор 44 через пять-щесть оборотов шпинделя, после момента подачи бумаги в намотку, поднимается вверх. Если в этот момент бумага еще не захватилась намоткой полностью и в лотке против отверстий упора остался хоть конец бумаги, то упор 44 упирается в бумагу и останавливается (так как он закреплен на слабой плоской пружине), а контакт KZ, продолжая двигаться вверх, упирается в пружину упора 44 и замыкает цепь блокировки «на массу. Происходит остановка станка и зажигается зеленая сигнальная лампочка. При нормальном захвате бумаги упор 44, двигаясь вверх, не встречает сопротивления и свободно проходит в отверстия верхней планки лотка. Поэтому контакт К2 остается разомкнутым и станок продолжает работать.
Датчик, сигнализирующий момент переключения на редкий ряд, представляет собой обыкновенный концевой выключатель, который замыкается «на массу от кулачка, закрепленного на копир е 55 (фиг. 2), задающем длину бумаги.
Правая половина станка имеет такое Же устройство, как и описа)ная левая половина. Расположение двух одинаковых намоточных станков на одной станине обеспечивает возможность совмещения по времени вспомогательных ручных операций с машинным временем намотки.
Предмет изобретения
1.Станок для полуавтоматической намотки электрических катушек с сердечником, например, катущек трансформаторов магнето, состоящий из нескольких шпинделей, один из которых связан механической передачей с приводным электродвигателем, а остальные ползчают вращение последовательно друг от друга, и с применением электроконтактных датчиков и промежуточных реле для контроля процесса намотки, отличающийся тем, что, с целью упрощения конструкции, в нем прид енены подвижные вдоль оси шпинделей бабки с врашающимися в них патронами для крепления сердечников наматываемых трансформаторов, причем передача врашения от одного шпинделя к другому осушествляется непосредственно указанными сердечниками трансформаторов.
2.Станок по п. 1, о тл ич а ю щ и и ся тем, что, с целью обеспечения четкой подачи межслойной изоляции от отдельных рулонов на каждзпо наматываемую катущку в процессе намотки без остановки станка, в нем применен ваку)мно-роликовый транспортер, снабженный электроконтактным щупом для контроля правильности положения межсюйной изоляции при ее подаче.
- 3 -Яо 111158
ОУэеЛ§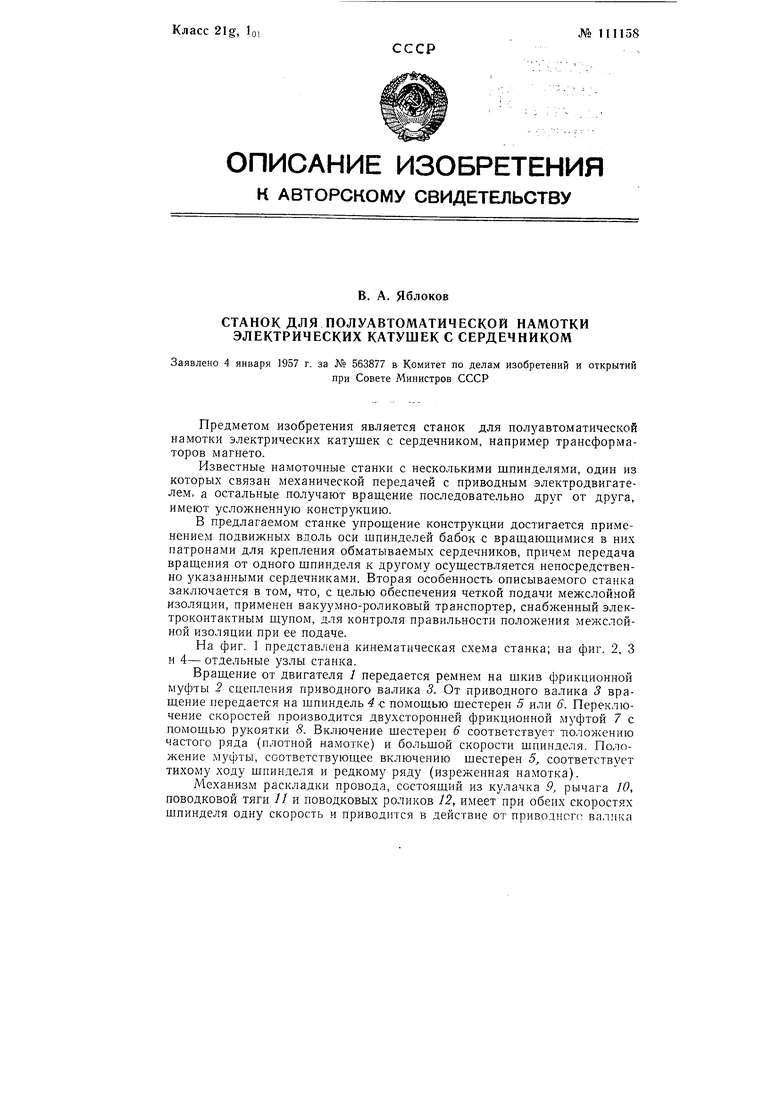

| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойная электрическая катушка с витками прямоугольной формы и без межслойной изоляции | 1959 |
|
SU132340A1 |
| Станок для автоматической намотки бескаркасных электрических катушек | 1958 |
|
SU119620A1 |
| Станок для полуавтоматической намотки проволочных сопротивлений | 1957 |
|
SU120565A1 |
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |
| Электромагнитное устройство к станкам непрерывного действия для подведения намагничивающихся деталей к месту обработки | 1938 |
|
SU62890A1 |
| СТАНОК ДЛЯ НАМОТКИ МАЛОГАБАРИТНЫХ ТОРОИДАЛЬНЫХ СЕРДЕЧНИКОВ | 1966 |
|
SU183836A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| РОВНИЧНАЯ МАШИНА | 1966 |
|
SU183106A1 |
| СТАНОК ДЛЯ НАКАТКИ ПОЛОТНА В РУЛОН | 1972 |
|
SU348469A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |