11 Изобретение относится к листовой штамповке. Цель изобретения - повышение кач ства штампуемых изделий произвольной формы. На чертеже изображена листовая заготовка. Листовая заготовка имеет зону деформации 1, зону технологического припуска 2, линию обрезки припуска и выступы и впадины 4 по периметру заготовки. Выступы и впадины 4 вьтолнены с переменным шагом и различной площад при этом шаг последних и их площадь больше на участках зоны припуска, прилегающих к участкам зоны деформа ции с большей степенью формоизменения, а сами выступы и впадины 4 образованы на тех частях листовой заготовки, которые образованы в про цессе раскроя ее из исходного материала - полосы или ленты. Пример. Использование предл гаемой заготовки в автокузовной штамповке. Лист изкачественной малоуглеродистой стали 08ю по ГОСТ 9045-80 толщиной 1,2 мм и размерами 1800х х1500 мм разрезается на гильотинных ножницах с фигурными ножами на две заготовки с размерами 900x1500мм.Далее каждая из этих двух заготовок разрезается на этих же ножницах еще раз пополам на две заготовки размером 750x900 мм с фигурными краями произвольной формы в зоне технологического припуска вдоль двух взаимно перпендикулярных сторон заготовки. Затем полученная заготовка укладывается в вытяжной штамп и на прессе на первой операции деформируется пуансоном и матрицей.штампа до получения полуабриката, у которого на второй операции обрезается технологический припуск и получается кузовная деталь боковина крьша, Все отштампованные из предлагаемой листовой заготовки детали ЗИЛ отвечали по качеству требованиям ОТК и после прохождения по дальнейшему технологическому маршруту были использованы для изготовления автомобилей ЗИЛ-130. Использование указанных листовых заготовок для однооперационной и многооперационной вытяжки полых изделий обеспечивает по сравнению с известными заготовками дополнительную экономию листового проката до 1%, а в масштабах автомобильного и сельскохозяйственного машиностроения обеспечит дополнительно экономию листового проката более 1 тыс. т с экономическим эффектом более 250 тыс.руб.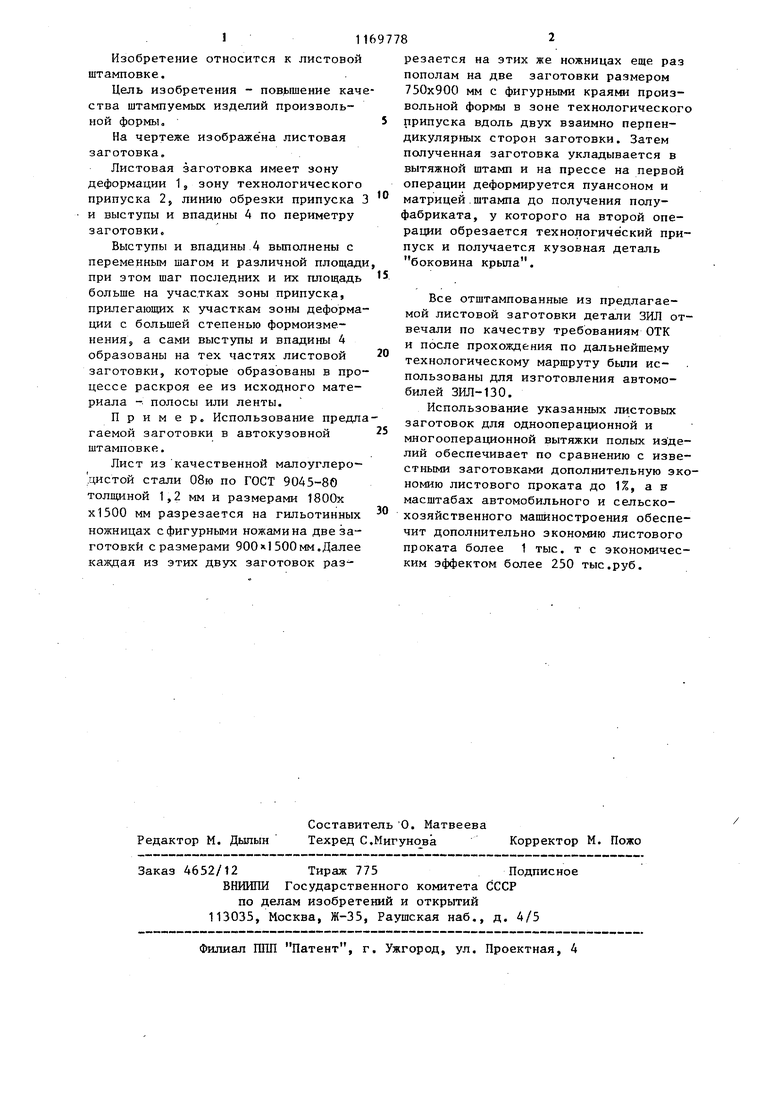
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| Листовая заготовка для вытяжки | 1982 |
|
SU1090473A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2426979C2 |
| СПОСОБ ОТРЕЗКИ ЗАГОТОВОК ОТ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ШТАМПОВКИ КРУПНЫХ ПАНЕЛЕЙ (ВАРИАНТЫ) | 2014 |
|
RU2594055C2 |
| СПОСОБ ОТРЕЗКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ОТ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2567967C2 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1989 |
|
SU1722655A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ВЫТЯЖКИ, полученная при раскрое исходного материала в виде полосы или ленты, имеющая зону деформации и зону технологического припуска с выступами и впадинами, отличающаяся тем, что, с целью повышения качества штампуемых изделий произвольной формы, каждый выстзш и впадина листовой заготовки расположены с переменным шагом и имеют переменную площадь, большие на участке зоны технологического припуска, прилегающем к участку зоны деформации д 3 с большей степенью формоизменения, и размещены по сторонам листовой заготовки, образованным в процессе раскроя исходного материала. во 00 . 00 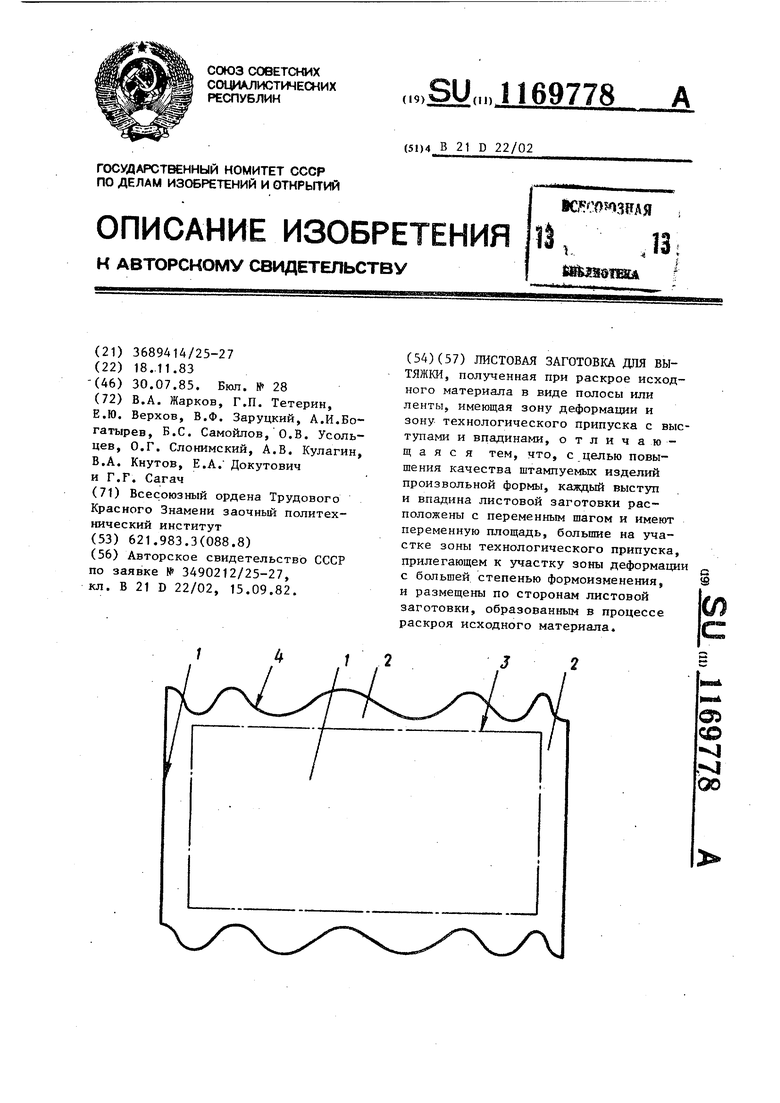
| Авторское свидетельство СССР по заявке № 3490212/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
