(Л
с
2,Листовая заготовка по п.1, отличающаяся тем, что выступы и впадины выполнены треугольной формы.
3.Листовая заготовка по п.,
о т л и ч а ю щ а я с я тем., что выдТ5ШЫ и впадины выполнены прямоугольной формы.
4,Листовая заготовка по п.1, отличающаяся тем, что вые тупы и впадины вьтолнены трапециевидной формы.
5.Листовая заготовка по п.1, отличающаяся тем, что выступы и впадины выполнены по форме синусовды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| Листовая заготовка для вытяжки | 1983 |
|
SU1169778A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2047407C1 |
| ШТАМП ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 1988 |
|
RU1584221C |
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2003 |
|
RU2242316C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243051C1 |
| ВЫТЯЖНОЙ ШТАМП ДЛЯ ПРЕССА ДВОЙНОГО ДЕЙСТВИЯ | 1999 |
|
RU2173596C2 |
1. ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ВЫТЖКИ неглубоких полых изделий с технологическим npimycKOM под прижим, отличающаяся тем, что, с ц€шью экономииметалла, i часть заготовки, предусмотренная под ,технологический припуск выполнена в виде равномернЬ чередукмцихся. выступо :и впадин идентичной .конфигурации.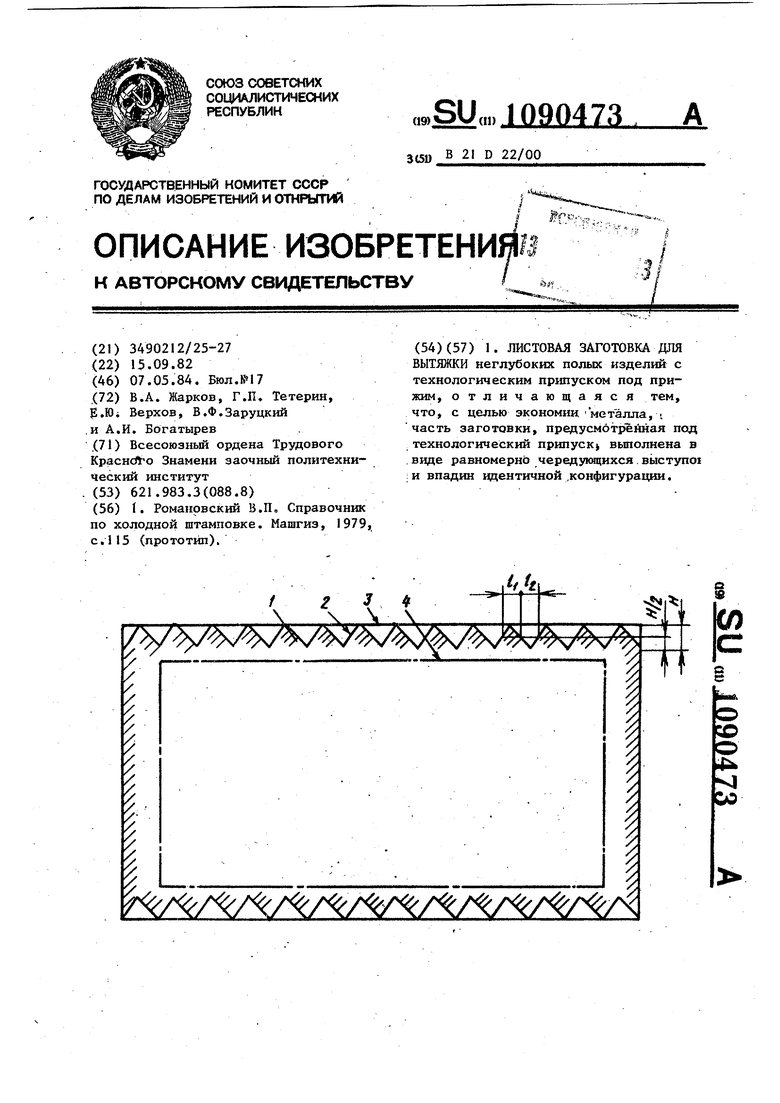
Изобретение относится к листовой штамповке, Наиболее близкой к изобретению по технической сущности и достигаемому результату является листовая заготовка для вытяжки неглубоких полых изделий с технологическим при пуском под прижим С11 . Основным недостатком известной листовой заготовки для вЫтйжки явля ется большая масса технологического припуска, идущего после обрезки в ОТХОД;, л Цель изобретения - экономия металла. Поставленная цель достигается те что в листовой заготовке для вытяжк неглубоких полых изделий с технологическим припуском под прижим часть заготовки, предусмотренная под технологкческий припуск, вьшолнена в виде равномерно чередующихся выступов и впадин вдентичной конфигурации, при этом выступы и впадины мог быть выполнены треугольной, прямоугольной, трапециев1щной формы или форме синусоиды. На-чертеже схематично изображена предлагаемая листовая заготовка с выступами и впадинами в части, предусмотренной под технологический припуск, выполненными треугольной формы. Листовая заготовка имеет технологический припуск 1. Последний имеет . фигурньзй контур 2 в виде чередующихся выступов и впадин,, выполненный на двух противоположных сторонах. Выступы и впадины в части технологического припуска листовой заготовки образованы от контурной линии исходной заготовки 3. Максимально допустимая высота впадин ограничивается линией 4 .обрезки. На чертеже обозначены также следующие параметры фигурного технологического припуска; Н-- глубина впадин, отсчитываемая от исходной контурной линии 3; Р и а ширина выступа и впадины соответственно, определяющиеся вдоль линии, параллельной линии 3. В данном случае равняются длине средней линии треугольника, параллельной линии 3, т.е. 2:Е 10, H:t2 10. В случае выполнения.выступов и впадин прямоугольной формы ширина выступа или впадины , Е равняются; длине сторон, параллельных линии 3; в случае трапециевидной формы выступов и впадин Е и 1 полусумме оснований трапеции, т.е. полусумме сторон, параллельных линии 3; для синусоидального профиля. /i и ° ределяются, как и в случае для треугольного профиля. Пример. Использование предлагаемой заготовки в-автокузовной штамповке. Широкорулонный прокат качественной малоуглеродистой стали марки 08Ю по ГОСТ 9045-80 толщиной 0,9 мм и шириной 1500 мм разрезаетсй на линии поперечной резки при помощи штампа с фигурными нолсами на штучные прямоугольные заготовки размером 950 ч1500 мм с двумя противоположньми фигурными краями с величинойзахода одной фигурной заготовки в другую на 30 мм. Далее эти заготовки укладываются в вытяжной штамп и при ходе вниз внутреннего ползуна прессадеформируют31090473
ся пуансоном и матрицей штампа до по- Использование предлах-аемьк листолучения кузовной детали панель дверквых заготовок с фигурными краями для
наружная автомобилей ЗИЛ-130 ивытяжки деталей обеспечивает по сравЗР1П-131.нению с известными экономию листоВсе отштампованные детали отве- Применение изобретения только вмае-,
чают по качеству требованиям ОТК и,штабах автомобильного и сел ъскохозяйпосле прохоздения по дальнейшему, тех,-ственного машиностроение обеспечянологическому маршруту используютсявает экономию листового проката бодля изготовления кузова автомоби- .лее 5 тью.т. с экономическим эффеклей ЗИЛ-130 и ЗИЛ-131. том более млн.руб.
5вого проката на 3-5%.
| I | |||
| Романовский В.П, Справочник по холодной штамповке | |||
| Машгиэ, 1979, с.115 (прототип). |
