Изобретение относится к листовой штамповке, а именно к штамповке крупногабаритных неглубоких преимущественно автокузовных деталей небольшой
кривизны крупносерийного и массово- го производства, и является усовершенствованием изобретения по авт. ев, № П69778.
Цель изобретения - повьшение качества штампуемых изделий и уменьшение брака за счет предотвращения обрыва технологического припуска.
На фиг. I показана заготовка применительно к детали панели капота или багажника (наружная или внутренняя) легкового автомобиля;- на фиг, 2 - схема применения предложенной заготовки в вытяжном штампе с перетяжными порогами в момент, соответствующий окончанию обтягивания формообразующей части пуансона и {началу формирования стенки вытяжного перехода, и в момент, соответствующий окончанию формообразования.
Заготовка 1 имеет противоположные прямолинейные параллельные кромки 2 и 3, образованные в процессе раскроя исходного материала, и две другие противоположные фигурные кромки 4 и 5, состоящие из чередующихся выступов и впадик трапеце
идальной формы. Фигурные кромки могут быть также образованы выступами и впадинами прямоугольной, треугольной, синусоидальной и других форм. Шаг. расположения выступов и впадин по длине одной фигурной кромки может быть переменным,, Кромки 4 и 5 выполнены так, что при наложении совпадают. Указанное конструктивное выполнение фигурных кромок позволяет получить их поперечной разрезкой из рулона листового металла. При этом образуется кромка 5 одной заготовки и кромка 4 другой. Линии 6 и 7 вершин впадин и линии 8 и 9 вершин выступов выполняются криволинейными, Линия 6 имеет одинаковую форму с линией 9, а линия 7 - с линией 8. На заготовке I показан контур готового изделия 10 (зона деформации). Форма кривых 6 и- 7 огибающих впадин фигурных кромок 4 и 5 выполнена удаленной от проема матрицы формообразующего инструмента на расстояние, прямо пропорциональное глубине штампуемой детали В- прилегающем участке. Кроме этого, при построении криволи
нейных линий 6 и 7 учитывается контур готового изделия.
Для улучшения условий вытяжки угловые зоны заготовки 1 скруглены дугой окружности, сопрягающейся с прямолинейной кромкой 2, и линией, равноудаленной от огибающих вершин выступов и впадин, причем радиус окружности выбирают из условия
R Rjib 2
где R, - расстояние от прямолинейной кромки заготовки до центра скругления угловой- зрны изделия; R - расстояние от линии, равноудаленной от огибающих выступов и впадин, до центра скругления угловой зоны изделия.
В этом случае исключаются разрывы и складки в угловых зонах заготовки 1 .
- Линией 1 показан контур перетяжного порога вытяжного штампа для случая, соответствующего началу штамповки. Отличительной и обязательной особенностью построения фигурной кромки 4 и 5 заготовки является размер площади сечения каждого выступа, когда он располагается на перетяжном пороге детали. Этот размер должен быть таким, чтобы не произошло обрыва вершины выступа перетяжным 5 порогом.
Как показали эксперименты, наиболее выгодным с точки зрения обеспечения качества готового изделия оказывается такое расположение выступов под прижимом, когда на внутренней кромке порога в момент максимума усилия вытяжки находится срединная линия выступа,
Для расчета длины срединной линии - выступа, обеспечивающей необходимую прочность, предлг-гается эмпирическая формула
0
В -h(K,tgot+K),
где h - глубина вытягиваемого изделия на прилегающем участ- ке;
К , и К - безразмерные коэффициенты, соответственно равные 1,72,2 и 1 .,0-1,4;
- угол наклона боковой стороны выступа при вершине, равный 25-45°,
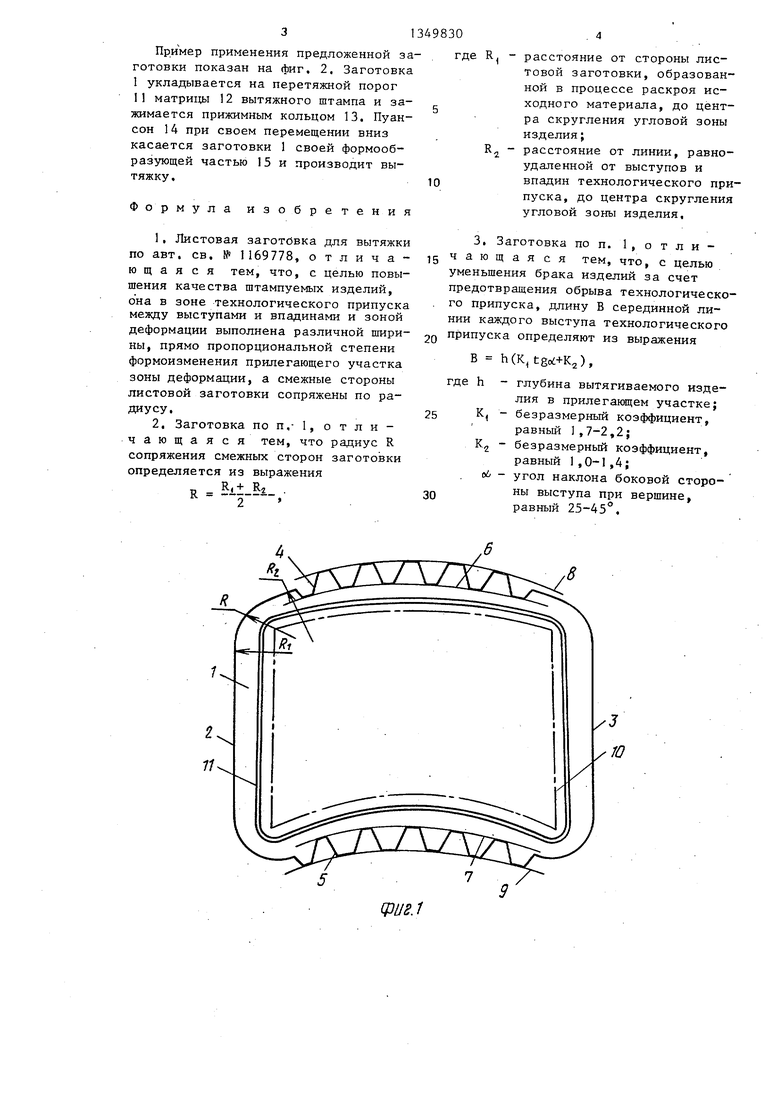
Пример применения предложенной заготовки показан на фиг. 2. Заготовка 1 укладывается на перетяжной порог I матрицы 12 вытяжного штампа и зажимается прижимным кольцом 13. Пуансон 14 при своем перемещении вниз касается заготовки 1 своей формообразующей частью 15 и производит вытяжку .
Формула изобретения
1.Листовая заготовка для вытяжки по авт. св. № 1169778, отличающаяся тем, что, с целью повышения качества штампуемых изделий, она в зоне технологического припуска между выступами и впадинами и зоной деформации выполнена различной ширины, прямо пропорциональной степени формоизменения прилегающего участка зоны деформации, а смежные стороны листовой заготовки сопряжены по ра- Диусу.
2.Заготовка по п,- 1, о т л и - чающаяся тем, что радиус R сопряжения смежных сторон заготовки определяется из выражения
R
R, + RZ
49830
где
R, - расстояние от стороны листовой заготовки, образованной в процессе раскроя исходного материала, до центра скругления угловой зоны изделия;
Rj - расстояние от линии, равноудаленной от выступов и
10 впадин технологического припуска, до центра скругления угловой зоны изделия.
3. Заготовка по п. 1, о т л и - 15 чающаяся тем, что, с целью уменьшения брака изделий за счет предотвращения обрыва технологического припуска, длину В серединной линии каждого выступа технологического 2Q припуска определяют из выражения
В .),
где h - глубина вытягиваемого изделия в прилегающем участке; 25 К( - безразмерный коэффициент,
равный 1,7-2,2; К2 - безразмерный коэффициент,
равный 1,0-1,4;
0 - угол наклона боковой сторо- 30 Ь1 выступа при вершине, равный 25-45°.
6
(PUS.1
11 7J г
7/ Линия Вершин
ёпадин 1}
Редактор А, Козориз
Составитель О, Матвеева
Техред М.Ходанич Корректор М. Демчик
Заказ 5215/7Тираж 73 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
11роизводственно-полиграфичес; ое предприятие, г, Ужгород, ул. Проектная, 4
фиг. 2.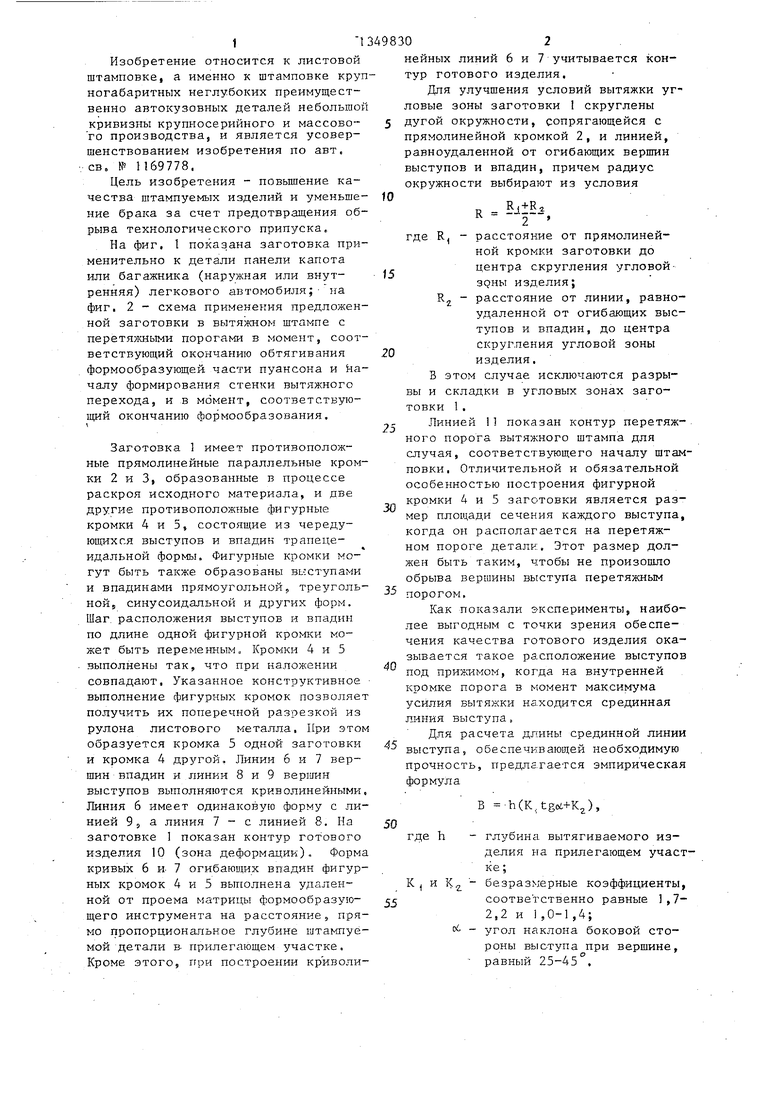
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243051C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |
| Листовая заготовка для вытяжки | 1983 |
|
SU1169778A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264880C1 |
| Способ торможения фланца листовой заготовки в процессе вытяжки | 1990 |
|
SU1731357A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах автомобильных заводов, а также в отраслях промышленности, где применяется листовая штамповка неглубоких панелей. Цель изобретения - повышение качества штампуемых изделий и уменьшение брака за счет предотвращения обрыва технологического припуска. Листовая заготовка имеет две прямолинейные кромки, образованные при раскрое исходного материала-. Две другие кромки - фигурные, в виде чередуюшихся выступов и впадин с переменным шагом. В зоне технологического припуска между выступами и впадинами и зоной деформации ширина припуска переменная, прямо пропорциональная степени формоизменения прилегающего участка зоны деформации. Ширина каждого выступа по средней линии определяется по формуле В h(K, tgoi+K;), где h - глубина вытяг гиваемого изделия в соответствующем участке; К, и К - безразмерные коэффициенты; d - угол наклона боковой стороны выступа при вершине, равный 25-45 . Для исключения разрывов и складок в угловых зонах заготовки радиус скругления смежных сторон заготовки определяется по формуле R(R,+R2)/2, где R, - расстояние от прямолинейной кромки заготовки до центра скругления угловой зоны изделия; R,j - расстояние от линии, равноудаленной от огибаюш 1Х выступов и впадин, до центра скруг- ления угловой зоны изделия. 2 з.п. 
| Листовая заготовка для вытяжки | 1983 |
|
SU1169778A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
