Изобретение относится к листоштампо- вочному производству и может быть использовано при совершенствовании процессов штамповки - вытяжки деталей с фланцем путем снижения расхода металла на обрезь.
Известен способ изготовления полых осесимметричных изделий с фланцем, при котором в зависимости от размеров готового изделия и инструмента определяется исходный диаметр заготовки D0, а затем по величинам требуемого диаметра фланца Оф и относительного диаметра фланца DCp/Dn, где Dn -диаметр пуансона, по таблице устанавливается величина припуска на сторону.
Недостатки способа определяются тем, что в нем представлен ограниченный диапазон размеров диаметра фланца Оф, сетка изменения относительно диаметра фланца является довольно крупной. Кроме того, по этому способу припуски на обрезку определяются усреднен но без учета анизотропии свойств листового материала и влияния технологических факторов процесса на неравномерность деформации образца. Поэтому получаемые величины припусков на обрезку являются завышенными, обусловливающими излишние потери металла в обрезь.
Этот недостаток частично устранен в способе оценки штампуемости, где предложено учитывать влияние анизотропии свойств материала на геометрию заготовки.
Недостатки способа заключаются в следующем: вытяжка образца всегда производится из дисковой заготовки диаметром, большим предельного, т.е. всегда происходит разрушение образца и пари этом напряжен но-деформированное состояние, определяющее проявление неравномерности деформаций, качественно отличается от напряженно-деформированного состояния при вытяжке детали без ее разрушения. Кроме того, за геометрический параметр фигуры, ограниченной контуром фланца, принята ее площадь, которая не характеризует формы этой фигуры, а величина припуска на обрезку деталей по этому способу не определяется.
Наиболее близким по технической сущности к предлагаемому является способ определенияфестонообразования, определяемый тем, что при глубокой вытяжке полых деталей плоскостная анизотропия проявляется в образовании фестонов (неровных краев), что вызывает необходимость обрезки краев деталей и потери металла.
По этому способу из дисковых заготовок на прессе двойного действия цилиндрическим пуансоном производят вытяжку до получения стакана, а о степени фестонообразования судят по величине
Ммакс Ьмин(1
hep
где Ьмакс и Ьмин - максимальная (по фестону) и минимальная (по впадине) высота вытянутого стакана;
hcp - 0,5 (Ммакс + мин) - средняя высота стакана.
Недостаток способа состоит в том, что степень фестонообразования не характеризует неравномерности деформаций при неполной вытяжке, когда отштампованные образцы имеют фланец, но нет фестонов. В этих случаях механические схемы напряжений и деформаций различаются по влиянию усилия прижима и других технологических факторов на процесс деформирования и неравномерность деформаций материала образца. Разность в формоизменении вдоль периметра внешней кромки фланца обусловливает последующее образование фестонов при полной вытяжке анизотропного материала, а при неполной вытяжке, как правило, фестоны не образуются.
При такой неполной вытяжке высота получающегося стакана по всем направлениям постоянна и степень фестонообразования Е равна нулю всегда. Однако неравномерность деформаций проявляется в искажении первоначальной формы (окружности) внешнего контура фланца.
Известно, что весьма широкая номенклатура деталей в машиностроении (например, многие детали автомобилей) и в других отраслях промышленности изготавливается штамповкой -.вытяжкой с образованием фланца. При этом для оценки доли обрези и .снижения расхода металлопроката путем выбора рациональной величины припуска необходимо определять и учитывать неравномерность деформаций материала образца. Цель изобретения - уменьшение припуска на обрезку при штамповке деталей с фланцем.
Предположив, что причина разности в формоизменении фланца по разным направлениям с феноменологической точки зрения состоит в различии механических
свойств листового материала в зависимости от угла между выбранным направлением прокатки листа, применяют известную методику исследования фо.рмоизменения. Рассматривая формоизменение дисковой
заготовки при вытяжке цилиндрическим пуансоном для изотропного материала, получают уравнение для определения внешнего диаметра фланца Оф
15
1-0,01
(2)
0
где Do - диаметр дисковой заготовки;
От.о - предел текучести в исходном недеформированном состоянии;
Пв.н - временное сопротивление при степени суммарной деформации; 5 A, ni - постоянные, характеризующие интенсивность упрочнения материала в процессе деформирования; ,
f, Ттр.м - показатели внешнего трения; S - толщина листового материала; 0 гм - радиус закругления матрицы.
Подставляя значения оу.о, Ов.н,-А и m в зависимости от угла между выбранным направлением и направлением прокатки, определяют наибольший Омакс и наименьший 5 Омин размеры фигуры, ограниченной внешним контуром фланца, при заданной степени вытяжки Do/Dn (где Dn - диаметр пуансона). Неравномерность деформаций по абсолютной величине определяется па- 0 раметром д D Омакс - Омин, по относительной - безразмерным показателем А -«р
.
(Оф -диаметр .фланца стакана), так как при последующем определении припуска Л О 5 при задаваемом значении Оф не требуется обратный пересчет.
Величину припуска определяют по формуле ./-у1
УОс
50
55
ДО
)о + А(1+0,25А)Офг-00, (3)
(4)
где Do У°Ф + 40п H-3,44rHDn, Н - высота вытягиваемого стакана. Для экспериментального определения неравномерности деформаций на прессе двойного действия пуансоном диаметром Dn производят неполную вытяжку цилиндрического стакана высотой Н с фланцем диаметром Оф из дисковой заготовки диаметром Do с заданной степенью вытяжки Do/Dn. Затем одним из известных спосо- бов(например, с помощью штангенциркуля) определяют наибольший Омэкс и наименьший Омик размеры фигуры, ограниченной внешним контуром фланца,
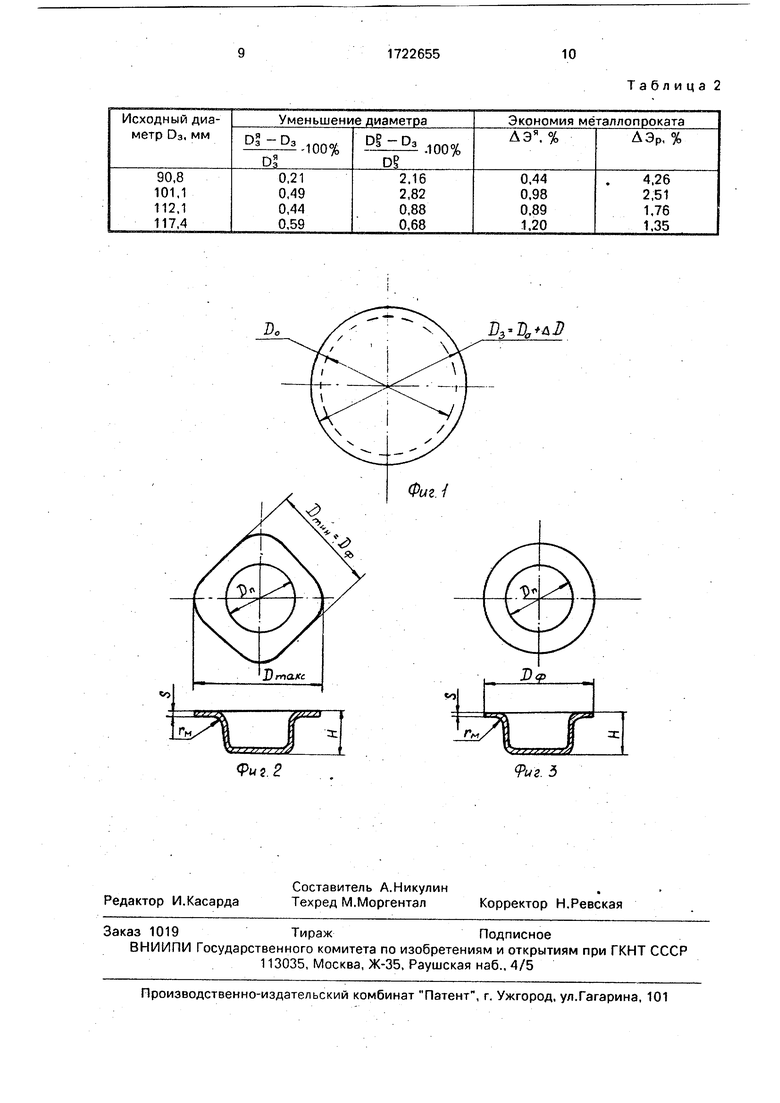
На фиг.1 представлена дисковая заготовка до вытяжки; на фиг.2 - вытянутый цилиндрический стакан с фланцем; на фиг.З - цилиндрический стакан с фланцем после удаления обрези.
Способ осуществляют следующим образом.
По заданным (фиг.З) размерам изделия (Оф, Н, S) и инструмента (Dn, гм), а также при известных параметрах свойств листового материала 0т.. «в.н W. , ш(я) (где а - угол между заданным направлением и направлением прокатки листа) и контактного трения (f, Гтр.м) с помощью указанной методики по формуле (2) определяют Омакс и Омин (фиг.2). Затем вычисляют д О Омакс -. - Омин и рассчитывают значение показателя неоднородности деформаций 60
А
Dd
По найденному значению А и заданным значениям D0 и Оф (целесообразно принять Оф Омин) определяют величину диаметра заготовки 03 (фиг, 1) по формуле
03 Уоо + А (1 + 0,25 А) Омин(5),
Предлагаемый способ изготовления полых осёсимметричных изделий с фланцем испытывается при штамповке цилиндрических стаканов с фланцем из тонколистовых сталей на испытательной машине 140-12 Мр,.Использование свойств тонколистового материала заключается в том, что расчеты производятся по наружным размерам детали, в более общем случае расчеты следует производить по размерам срединной поверхности, которые для тонколистовых материалов мало отличаются от наружных размеров деталей.
Для образца, изготовленного из стали 08ГСЮТ толщиной S 1,0 мм, по расчетам получают Омакс 108,0мм и ОМин 106,8мм.
Тогда д О 1,2 мм и А
0,0112
при О3 115мм. Экспериментально получают следующие значения: Омакс 108,25 мм;
о115
Омин 107,1 . 1,15мм и А
0,0107. Такая точность расчетов удовлетворительна.
Более точный учет неравномерности деформаций и уменьшение припусков на обрезку деталей при использовании предлагаемого способа изготовления позво
лят получить экономию металла за счет более рационального выбора размеров заготовки.
Для оценки величины ожидаемой эконо- 5 мии металлопроката рассмотрим вытяжку типичной полой осесимметричной детали простой формы - цилиндрического стакана высотой Н и диаметром фланца после обрезки Оф из дисковой заготовки диаметром
10 Do.
По формуле (12) (В.П.Романовский. Справочник по холодной штамповке. Л.: Машиностроение, 1979, табл.32, с.94-98) диаметр заготовки Do определяется из
15 соотношения (4).
Вследствие неравномерности деформаций материала образца, обусловленной анизотропией свойств листового проката, внешний контур фланца не будет окружно20 стью. Поэтому для получения требуемой формы детали применяется последующая обрезка неровного края. В соответствии с этой целью предусматривается технологический припуск Дна обрезку. Для определе25 ния величины Дна практике рекомендуется использовать данные табл.35 справочника Романовского (там же, с.99)..
Тогда, окончательно, диаметр заготовки 03 будет больше рассчитанного по формуле
0 (4) диаметра О0 или выбранного из других соображений на величину Др, т.е.
Оз Оо + Др,(6)
где Др - величина припуска по данным табл.35.
5 Для определения величины припуска в соответствии с методикой определения степени фестонообразования необходимо определить диаметр заготовки D3 по способу С.П.Яковлева.
0О Шо + 2 On hep E, (7)
где Е - степень фестонообразования.
В соответствии с изобретением величина диаметра заготовки 03 определяется следующим образом. Получение детали с флан5 цем требуемой формы при уменьшении припуска обеспечивается, если минимальный размер фланца равен Оф, т.е. ОМИн Оф. При этом фигура, ограниченная внешним контуром фланца, будет равновеликой кругу
0 с диаметром ОСр 0,5 (Омакс + Омин). Тогда, вводя величину неравномерности деформаций д О Омакс - Омин, име,ют
Dcp Омин + 0,5 (Омакс Омин) 0ф +0,5(50.
5 Зная диаметр равновеликого, круга по формуле (4) можно определить диаметр исходной заготовки
D3 + 4 Оп Н - 3,44 гм Dn. Так как по определению
Do УОф + 4 Dn H - 3,44 гм Dn. то с учетом введенных обозначений
Ьз Уосер + Оог-Оф
/(Оф + 0,5(50)2 + Оо-0| Оо + + 0,25(50г
У ЬЗ + А (1 + 0,25 А) Омин, т.е. с учетом неравномерности деформаций по предлагаемому способу диаметр заготовки определяется по формуле (5):
Более точный учет влияния анизотропии позволяет уменьшить рекомендуемый диаметр заготовки на 0,2-3%, получив при этом экономию металла до 4,5% массы заготовки. Эту экономию металла можно определить путем расчета отношения разности масс заготовок, найденных по известной и предлагаемой методикам, к массе заготовок по известной методике
э
р.я
|РФ;- )Х
РФ; wov чр.
IM
о
с.
100 /,
; W)
где Д ЭР|Я - экономия металлопроката по сравненикГсо способами В,П.Романовского (индекс Р) и С.П.Яковлева (индекс Я);
р- плотность материала:
S - исходная толщина заготовки;
Оэ - диаметр заготовки, определяемый по методике В.П.Романовского (формула,б) или С.П.Яковлева (7);
D3 - диаметр заготовки по формуле (5).
Таким образом, расчет экономии листового материала сводится к расчету отношения (Оз/Оэ ) и дальнейшему определению Д Э по формуле (8).
С целью получения экспериментальных оценок минимизации припуска и соответствующей экономии листового материала на
прессе двойного действия производится вытяжка цилиндрических стаканов.
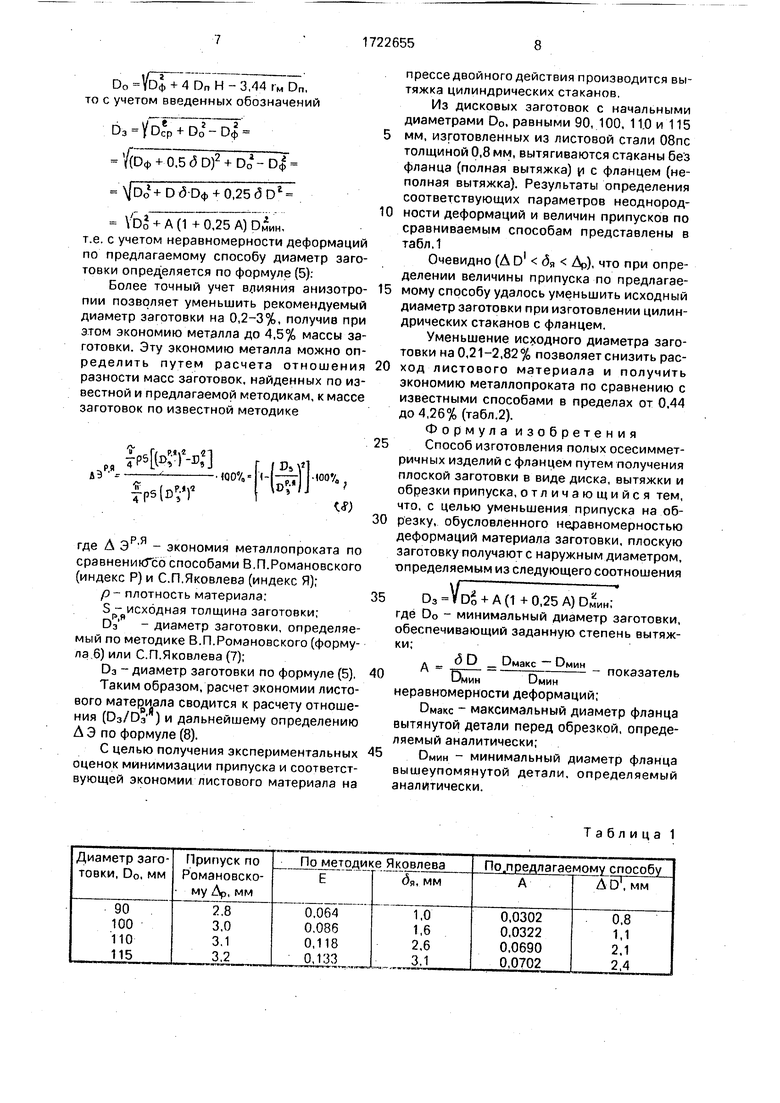
Из дисковых заготовок с начальными диаметрами D0, равными 90, 100, 11.0 и 115
мм, изготовленных из листовой стали 08пс толщиной 0,8 мм, вытягиваются стаканы без фланца (полная вытяжка) и с фланцем (неполная вытяжка). Результаты определения соответствующих параметров неоднородности деформаций и величин припусков по сравниваемым способам представлены в табл.1
Очевидно (Д D1 «5Я Др), что при определении величины припуска по предлагаемому способу удалось уменьшить исходный диаметр заготовки при изготовлении цилиндрических стаканов с фланцем.
Уменьшение исходного диаметра заготовки на 0,21-2,82% позволяет снизить расход листового материала и получить экономию металлопроката по сравнению с известными способами в пределах от 0,44 до 4,26% (табл.2).
Формула изобретения
Способ изготовления полых осесиммет- ричных изделий с фланцем путем получения плоской заготовки в виде диска, вытяжки и обрезки припуска, отличающийся тем, что, с целью уменьшения припуска на обрезку, обусловленного неравномерностью деформаций материала заготовки, плоскую заготовку получают с наружным диаметром, определяемым из следующего соотношения
35
D3
.у;
$ + А (1 + 0,25 А) Омин:
0
5
где Do - минимальный диаметр заготовки, обеспечивающий заданную степень вытяжки;
О D Г)макс Омин Омин
А
- показатель
Омин неравномерности деформаций;
Омакс - максимальный диаметр фланца вытянутой детали перед обрезкой, определяемый аналитически;
Омин - минимальный диаметр фланца вышеупомянутой детали, определяемый аналитически.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки полых деталей | 1981 |
|
SU988412A1 |
| Способ изготовления оболочек из листовых заготовок | 1980 |
|
SU889209A1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| Способ испытания листового металла | 2018 |
|
RU2682127C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| Способ изготовления биметаллических стаканов | 1983 |
|
SU1171163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010646C1 |
| Способ вытяжки полых изделий | 1984 |
|
SU1286320A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1017409A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
Использование: обработка металлов давлением, вытяжка полых осесимметрич- ных изделий с фланцем при экономии металла за счет уменьшения припусков на обрезку. Сущность изобретения: припуск на обрезку фланца при неполной вытяжке осе- симметричных деталей определяют аналитически в зависимости от геометрических размеров изделия, его механических свойств с учетом их анизотропии и других технологических факторов, 3 ил., 2 табл.
Таблица 1
Таблица 2
| Шевелев В.В., Яковлев С.П, Анизотропия листовых материалов и ее влияние на вытяжку | |||
| М.: Машиностроение, 1972, с.8-9. |
