I Изобретение относится к сварке, а именно к устройствам автомятического регулирования длины сварочной дуги (напряжение Дуги), и может быт применено при автоматической сварке импульсной дугой криволинейных стыков в судостроении, машиностроении и других отраслях промьшшенности. Цель изобретения - повьтение качества сварного шва путем повышения точности регулирования напряжения дуги за счет исключения перерегулирования, т.е. за счет исключения во время паузы сварочного тока ошибки регулирования с обратным знаком. На чертеже изображена структурна схема устройства. Устройство содержит основную цепь управления электродвигателем, включающую усилитель 1, узел 2 срав ,нения напряжения по дуге с заданньм напряжением и цепь 3 обратной связи по напряжению по дуге, запоминающее устройство 4, соединенное через ком мутатор 5с узлом 2 сравнения и спервым входом второго узла 6 сравнения выход последнего соединен с усилите лем 1, а последний - с якорем элект родвигателя 7, выходной вал которог связан с тахогенератором 8 и через механизм 9 вертикального перемещени со сварочной горелкой 10. Тахогенератор 8 через коммутатор 11 электрически связан с интегратором 12, выход которого соединен с вторым входом узла 6 сравнения. Ком мутаторы 5 и 11 управляются от гене тора 13 импульсов частоты питания дуги. Устройство работает следующим образом. Во время импульса сварочного тока сигналом с генератора коммутатор 5 открыт, коммутатор 11 закрыт, а интегратор 12 приведен в исходное поло жение, т.е. напряжение на его выходе равно нулю. Сигнал рассогласования с выхода узла 2 сравнения, на входы которого поданы опорное напряжение и напряжение дуги,подается на вход усилителя 1. Сигнал рассогласования усиливается и подается на якорь электродвигателя 7, который перемещает сварочную горелку 10 в сторону уменьшения отклонения дугового про472межутка от заданной величины, стабилизируя напряжение дуги. По окончании импульса сварочного тока сигналом с генератора 13 закрывается коммутатор 5, открывается коммутатор 11, а интегратор 12 приводится в рабочее состояние. На выходе запоминающего устройства 4 устанавливается с уровнем сигнала рассогласования опорного напряжения п напряжения дуги на момент перекрытия коммутатора 5. Напряжение с тахогенератора 8 через открытый коммутатор 11 поступает на вход интегратора 12, напряжение на выходе которого определяется выражением где 1 - напряжение на выходе интегратора;Ujj. - напряжение на йыходе тахогенератора;k - постоянный коэффициент, обеспечивающий согласование между длиной и напряжением ДУГИ. Напряжение с выхода интегратора 12 поступает на узел 6 сравнения, где сравнивается с напряжением рассогласования опорного и напряжения дуги, поступающего с запоминающего устройства 4. Результирующий сигнал с выхода узла 6 сравнения усиливается усилителем 1 и подается на якорь электродвигателя 7, происходит движение горелки в сторону уменьшения ошибки регулирования дугового промежутка, причем скорость перемещения уменьшается по мере отработки ошибки регулирования. Следовательно, перемещение горелки во время паузы сварочного тока ограничено величиной ошибки регулирования напряжения на дуге, определенной на конец предыдущего импульса сварочного тока, этим исключается перерегулирование при исчезновении возмущающего фактора. Так-им образом, по сравнению с базовым объектом предлагаемое устройство обеспечивает повышение точности регулирования напряжения и повышение качества формирования сварного шва за счет исключения перерег-улирования.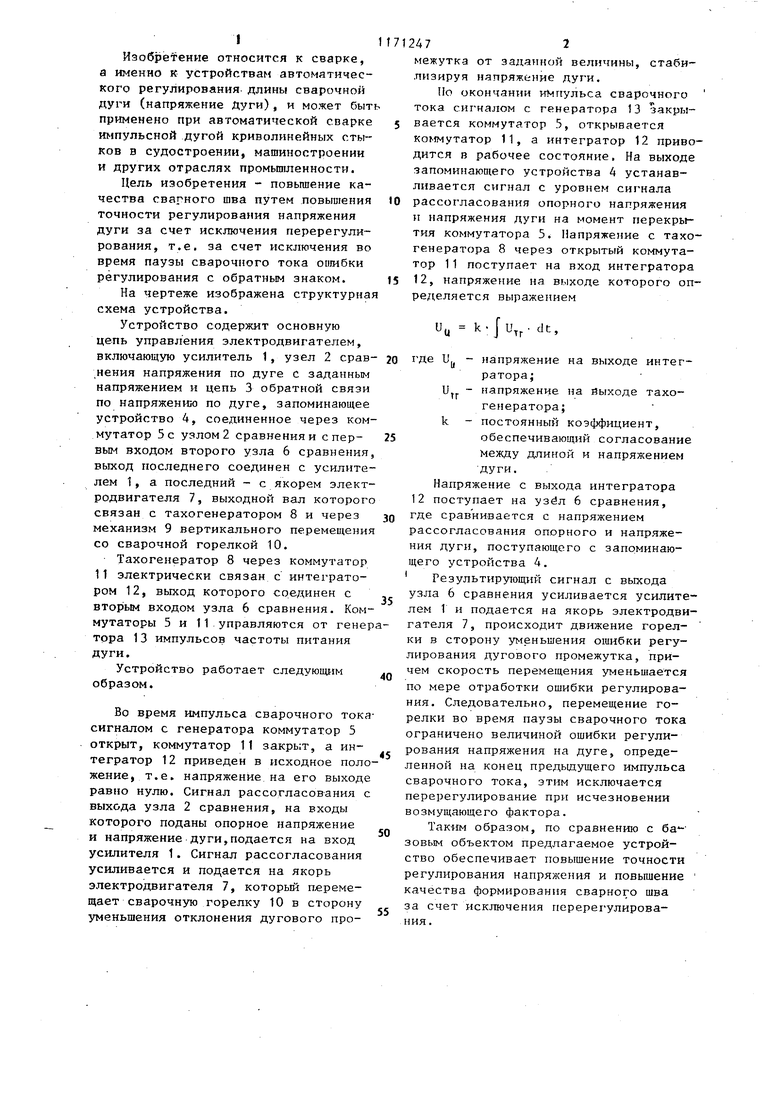
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Устройство для регулирования напряжения импульсной дуги | 1972 |
|
SU518298A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Способ регулирования процесса импульсной сварки и устройство для его осуществления | 1989 |
|
SU1676765A1 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| Устройство для управления шлифовальным станком | 1984 |
|
SU1223207A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ ИМПУЛЬСНОЙ ДУГИ, содержащее механизм,вертикального перемещения сварочной горелки, электродвигатель механизма вертикального перемещения, тахогенератор, связанный с валом электродвигателя, основную цепь управления электродвигателем, включающую усилитель, первый узел сравнения напряжения по дуге с заданным напряжением и цепь обратной связи по напряжению на дуге, второй узел сравнения, запоминающее устрой 1/ / ство, выход которого связан с вторым узлом сравнения, два коммутатора , соединенные с генератором 1€мпульсов, частота которых равна частоте импульсов сварочного тока, о т л ичающе е ся тем, что, с целью повышения качества сварного шва путем повьшения точности регулирования напряжения дуги, в него введен интегратор, при этом первый вход интегратора через первый коммутатор соединен с выходом тахогенератора, второй вход интегратора соединен с выходом генератора, выход интегратоi ра соединен с первьм входом второго узла сравнения, выход первого узла сравнения через второй коммутатор соединен с входом запоминающего устройства, а выход второго узла сравнения соединен непосредственно с входом усилителя.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для регулирования напряжения импульсной дуги | 1972 |
|
SU518298A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
